一种汽车钣金件表面凹凸缺陷检测工装的制作方法
1.本发明涉及汽车车大型外覆盖冲压钣金件生产的成品检查领域,具体涉及一种汽车钣金件表面凹凸缺陷检测工装。
背景技术:
2.随着中国汽车市场高速发展,消费者对于汽车制造品质的需求也在快速提升,随之而来,汽车制造商们面临的品质提升挑战亦愈发严峻。造型炫酷、色彩绚丽,给消费者赏心悦目的视觉感知,已然成为影响消费者购买意愿的主要因素之一。实际的生产制造中,整车造型的艺术创新往往受限于制造技术水平而无法完美呈现给消费者。制造技术如何忠实呈现造型设计意图,这就是制造技术需要面对的关键课题。在这个关键课题里面,“钣金表面品质制造技术创新提升”是从最底层来构筑整车外观品质感知,夯实“制造技术忠实还原造型意图”的基础。
3.目前,业内用于评测“外覆盖钣金件表面缺陷”的手段主要是目视或手触法,属于“主观定性测评”。目视法为测评人利用钣金表面光的反射物理现象,目视判断表面凹凸类缺陷;手触法为测评人利用手触钣金表面滑动感知曲率突变,判断表面凹凸类缺陷;这两类方法,存在判定标准无法清晰量化,导致零件的错、漏检,且不利于大批量的生产质量控制。
技术实现要素:
4.本发明的提供了一种汽车钣金件表面凹凸缺陷检测工装,用于实现对大批量的汽车钣金件表面凹凸缺陷检测。
5.本发明的技术方案为:本发明提供了一种汽车钣金件表面凹凸缺陷检测工装,包括:架设在汽车钣金件冲压生产线尾部上方的箱体支撑机构,在所述箱体支撑机构上可上下滑动装配的红外光源系统,以及在所述箱体支撑架构上可水平滑动装配的红外成像系统;所述红外成像系统布设在所述红外光源系统之上;所述红外光源系统产生的红外光线覆盖在下方的汽车钣金件上;所述红外成像系统利用长波红外特性过滤掉汽车钣金件自身的粗糙度和波纹度,使汽车钣金件表面呈现出镜面效果,通过识别镜面上红外光纹的偏折情况来判断汽车钣金件表面的凹凸类缺陷。
6.优选地,箱体支撑机构的周侧使用盖板封装,以隔绝外部光照;红外光源系统布置在盖板封装的区间内。
7.优选地,所述箱体支撑机构包括:多根纵梁及装配在多根竖梁上的多根横梁,多根纵梁和多根横梁共同形成框架;所述红外光源系统依靠滑轨装配到多根纵梁上,所述红外成像系统依靠滑轨装配到多根横梁上。
8.优选地,红外光源系统包括:电热丝、两个上张紧机构、两个下张紧机构及聚热电
源,两个上张紧机构对称布置在纵梁上的滑轨上,两个下张紧机构对称布置在纵梁上的滑轨上;一个上张紧机构和一个下张紧机构布置在一侧纵梁上,另一个上张紧机构和另一个下张紧机构布置在另一侧纵梁上;电热导丝的一端从聚热电源的正极引出,并经过第一侧横梁上的下张紧机构和上张紧机构张紧,再跨越汽车钣金件到达另一侧横梁上的上张紧机构,并经过另一侧横梁上的上张紧机构和下张紧机构张紧后连回至聚热电源的负极;电热丝通电发热时产生红外光线辐射到汽车钣金件表面上。
9.优选地,上张紧机构包括:螺旋阻热陶瓷、支架、连接杆、底板以及第一滑块;第一滑块装配在纵梁的滑轨上,用于实现上下移动;底板固定在第一滑块上,连接杆的两端通过支架装配到底板上,螺旋阻热陶瓷横穿连接杆设置;电热丝卡设在螺旋阻热陶瓷的任一螺旋中。
10.优选地,下张紧机构包括:第二滑块、u型安装座、滑片、拉丝块;第二滑块装配在纵梁的滑轨上,用于实现上下移动;u型安装座的侧壁与第二滑块固定;u型安装座的两相对侧壁上均设置沿纵向布置的纵向滑轨,滑片装配在相对的纵向导轨内,在滑片与u型安装座解除连接时,滑片可依靠纵向滑轨在u型安装座内发生纵向移动,从而可以实现多组电热丝的布置;滑片中部设有一条竖向滑轨,下端设有两个弹簧锁扣,将拉丝块沿竖向滑轨装配在滑片上,用于实现拉丝块的上下移动,拉丝块还通过被拉长的弹簧与滑片下端布置的弹簧锁扣连接;拉丝块上设有隔热电木以及供电热丝穿过的过孔;电热丝受热变长时,被拉长的弹簧发生收缩,进而拉动拉丝块相对于滑片向下滑动,实现电热丝的拉紧。
11.优选地,光源成像系统包括:轴向固定座、圆管、固定夹、红外相机及相机固定座;轴向固定座固定在横梁的滑轨上;圆管装配到轴向固定座上;固定夹套装在圆管上,并可沿圆管转动;红外相机通过相机固定座装配到固定夹上,且红外相机可相对于相机固定座转动。
12.本发明的有益效果为:结合传统钣金表面缺陷的检测技术特点和造型设计使用可视化数据曲率设计和检查技术-表面高光反射线,利用“聚热发热装置”作为红外光源,利用“工业红外相机”代替人眼。红外光源覆盖汽车钣金件,远红外相机的长波特性是钣金表面呈现出镜面效果,从而捕捉钣金表面的红外光纹,使其与表面高光反射线呈现一致的视觉效果,让凹凸类缺陷在光纹变化上显现出来。就是利用表面高光反射线原理,适应大批量生产质量控制需求,设计制造的“一种工业红外相机采集钣金表面缺陷”的装置,作为钣金表面视觉检测系统的数据采集端。
附图说明
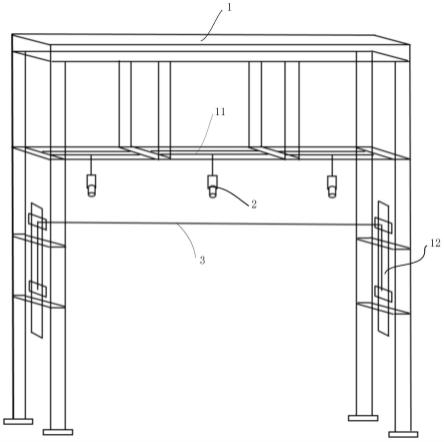
13.图1为本实施例的工装示意图;图2为红外成像系统在箱体支撑机构上的装配示意图;图3为红外成像系统在箱体支撑机构上的装配示意图;图4为红外光源系统在箱体支撑机构上的装配示意图;图5为上张紧机构的示意图;图6为下张紧机构的示意图;图7为箱体支撑机构的示意图。
具体实施方式
14.参见图1-2,本发明是一种工业红外相机采集汽车钣金件表面凹凸类缺陷图像特征的工装,包括:箱体支撑机构1、红外成像系统2、红外光源系统3,红外成像系统2与箱体支撑机构1的横梁滑轨11通过螺丝紧固连接,红外光源系统3装配在箱体支撑机构1的纵梁滑轨12上,安装高度根据实际零件采集高度可调。
15.箱体支撑机构1为门式箱体结构,以铝合金型材为基础,四角支撑设计,横跨于冲压产线尾部上方。其中,顶端为凹槽设计,用于安装相机线、光源电源、视觉系统等;四周封装盖板隔绝外界光照影响;高度依据产线零件物流通过高度需求、相机安装高度需求、光源安装高度等具体而定;门梁面设计左中右三组滑轨,实现相机安装支架四向位置可调,左右两侧布置两条垂直滑轨实现拉伸机构上下可调。
16.参见图3所示,本实施例中,红外成像系统2主要包含轴向固定座21、呈空心的圆管22、固定夹23、红外相机24、相机固定座25。通过螺丝将轴向固定座21固定于箱体支撑机构1的门梁滑轨11上,使其在水平面上的x、y方向上均能滑动可调,圆管22与轴向固定座21连接,为了保证多角度可调本次采用两个固定夹23,其中间以圆管连接,将固定夹23整体与圆管22连接,相机固定座25通过圆管和固定夹22固定连接,红外相机24与相机固定座25螺丝紧固,其整体采用圆管与上述固定夹23连接,即可保证红外相机24角度可调。通过本实施例连接方式,可以实现相机多角度、多方向放置,从而满足图像特征采集需求。
17.参见图4-6,红外光源系统3主要由电热丝31、上张紧机构32、下张紧机构33以及聚热电源34组成。
18.冲压形成的汽车钣金件零件为异型结构,两侧最大变化角度(相对于平面)大于50
°
,电热丝31需要形成门式结构,来满足相机拍摄补光需求。电热丝31因通电发热变软,故设计张紧结构,确保光源平直。张紧机构由“弹簧+滑轨+电木拉块”构成,它们固定于纵梁的滑轨上,上张紧机构32上端采用螺旋式陶瓷,保证钨丝滑动可调。电热丝31的两端分别与聚热电源34的正负极连接,通电后,调节输出电压,即产生满足检测需求的红外光源。将上张紧机构32、下张紧机构33固定在箱体支撑机构1的滑轨12上,通过滑块上端的悬杆拧紧,从而可以调节滑块位置确保结构工作时,电热丝31保持张紧状态,从而满足红外光源的需求。
19.本实施例中,如图5,上张紧机构32主要由螺旋阻热陶瓷321、支架322、连接杆323、底板324以及第一滑块325构成,连接杆323与底板324长度由红外光源数(一组或多组)确定,采用螺丝将两侧支架322与底板324连接,同样方式将底板324固定在第一滑块325上,螺旋阻热陶瓷321横穿过连接杆323,通过螺母将其紧固在支架322上,电热丝31卡设在螺旋阻
热陶瓷321的任一螺旋中。
20.本实施例中,如图6,下张紧机构33由第二滑块331、u型安装座332、滑片333、拉丝块334构成,采用螺丝将u型安装座332的侧壁与第二滑块331连接,u型安装座332两侧均具有上下两条平行的纵向滑轨,将滑片333置于纵向滑轨中,滑片333两侧采用螺纹连接与u型安装座331固定,滑片333中间装有一条竖向滑轨3331,滑片333的下端装有两个弹簧锁扣,拉丝块334可装配在滑片333的竖向滑轨3331中,拉丝块334采用两个弹簧与滑片333的弹簧锁扣连接,拉丝块334采用电木隔热以金属条将其与滑片334锁紧(金属条上预留电热丝与电源的接口孔),通过调节下张紧机构33和拉丝块334的位置可以实现电热丝31的张紧。具体实现过程如下,第二滑块331装配在纵梁的滑轨上,使其在竖向上可调动;u型安装座332固定在第二滑块331上,通过拉紧拉丝块334,使其固定在滑片333上的弹簧拉长;电热丝31与拉丝块334上的金属接口固定;通电后,电热丝31受热变长时,被拉长的弹簧发生收缩,进而拉动拉丝块334相对于滑片333向下滑动,实现电热丝31的拉紧。
21.参见图7,本实施例的工装最终采用箱式构造(即采用盖板13封装形成封闭区间),以消除外界光、热等因素的影响,箱体四周采用不透光材质封装(本实施采用亚克力板封装)。
22.本汽车钣金件表面凹凸类缺陷图像特征采集工装结构简单、实用性强、实现了多个红外光源、多个相机灵活部署,通过本发明可实现机器代替人员采集检测数据,有效提高检测效率、准确率,满足大批量生产质量控制需求。
23.本发明所述案例是说明性的,不是限定性的,因此,本发明包括并不限于具体实施方式中所述的实施例,凡是由本领域技术人员根据本发明的技术方案得出的其他实施方式,同样属于本发明保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1