一种出漆速率点检方法及出漆速率点检机构与流程
1.本发明涉及出漆速率点检领域技术,尤其是指一种出漆速率点检方法及出漆速率点检机构。
背景技术:
2.定子一般包括硅钢片和定子绕组,定子绕组的电线本身为漆包线,具备绝缘性能,而电线一旦分离,就容易因为电机的振动而发生电线之间的磨损,最终影响绝缘效果。因此,定子绕组需要再进行绝缘处理,通过绝缘漆将定子绕组尽可能的粘结成一个绝缘整体,这样可避免定子绕组的电线松动。目前,常见的方式,是电机在生产过程中,对装好绕组的电机定子进行滴漆处理。滴漆系统通常设置有供漆系统,供漆系统的出漆速率直接关系着滴漆量的控制,因此,在进行滴漆处理之前,需要做出漆速率检测,传统技术的检测方式是:将漆液收集杯放在滴漆针头的下方,手动点击控制开关,启动出漆,收集出漆液至设定时长后,将漆液收集杯放入到电子称上去称出实际重量,然后用计算器计算出漆速率,再将计算所得出漆速率与设定速率值对比,看看是否是在设定范围内,整个过程都是手动操作,作业员容易出现误操作,影响检测准确性。
3.现有技术中,在其它行业,也有一些对油漆流速自动检测的装置,例如cn 213301945 u公开了一种油漆涂料检测装置,其包括有漏斗、第一连接管、储存箱、控制器,漏斗下端通过出漆口连接第一连接管上端,第一连接管设置有流速检测装置和第一电磁阀;第一连接管的下端连通储存箱,储存箱设置有水泵,水泵的出液口设置有第二连接管,第二连接管的出口连通漏斗的上端;控制器设置有操作面板。控制器打开第一电磁阀,便可以让漏斗内的油漆流经流速检测装置,以检测油漆在第一连接管内的流速,得到油漆的流动性能值。其流速检测装置为市面上常见的流速计,一种用于测量管路中流体速度的仪表。但是对于定子绝缘处理用的绝缘漆而言,不适用。
4.因此,需要研究一种新的技术方案来解决上述问题。
技术实现要素:
5.有鉴于此,本发明针对现有技术存在之缺失,其主要目的是提供一种出漆速率点检方法及出漆速率点检机构,其实现自动点检,数据自动对比,彻底做到一键完成点检出漆速率,其减少了传统技术之手动操作繁琐的步骤,也减少了人为操作的误差,尤其是通过调整螺杆泵转速及再次经步骤2-5进行点检,确保出漆速率达标。
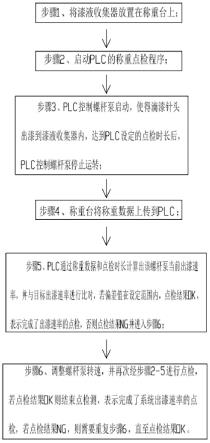
6.为实现上述目的,本发明采用如下之技术方案:一种出漆速率点检方法,其特征在于:包括有如下步骤步骤1、将漆液收集器放置在称重台上;步骤2、启动plc的称重点检程序;步骤3、plc控制螺杆泵启动,使得滴漆针头出漆到漆液收集器内,达到plc设定的点检时长后,plc控制螺杆泵停止运转;
步骤4、称重台将称重数据上传到plc;步骤5、plc通过称重数据和点检时长计算出该螺杆泵当前出漆速率,并与目标出漆速率进行比对,若偏差值在设定范围内,点检结果ok,表示完成了出漆速率的点检,否则点检结果ng并进入步骤6;步骤6、调整螺杆泵转速,并再次经步骤2-5进行点检,若点检结果ok则结束点检测,表示完成了系统出漆速率的点检,若点检结果ng,则需要重复步骤6,直至点检结果ok。
7.作为一种优选方案,所述步骤2,通过触摸显示屏一键启动plc的称重点检程序。
8.作为一种优选方案,所述步骤2,启动plc的称重点检程序后,plc将自动对称重台的电子天平清零。
9.作为一种优选方案,所述步骤2,启动plc的称重点检程序后,plc控制伺服模组将滴漆针头移动到漆液收集器的上方之后,才进入步骤3。
10.作为一种优选方案,所述步骤2,滴漆针头移动到漆液收集器的上方之后,由传感器判断漆液收集器是否正确放置在称重台上以正对位于滴漆针头下方,若正确放置,才进入步骤3,否则提示工作人员调节漆液收集器在称重台上的放置位置,间隔一等待时间后由传感器再次判断漆液收集器是否正确放置在称重台上。
11.作为一种优选方案,所述步骤6,由人工调整螺杆泵转速或者由plc自动控制调整螺杆泵转速;当前出漆速率与目标出漆速率进行比对,若偏差值小于设定范围的最小值,则将螺杆泵转速调大,若偏差值大于设定范围的最大值,则将螺杆泵转速调小。
12.一种出漆速率点检机构,其适用于前面所述的一种出漆速率点检方法,其包括有漆液收集器、称重台、plc和出漆模系统,所述出漆模系统具有用于提供供漆动力的螺杆泵和用于出漆的滴漆针头,所述滴漆针头通过管组件连接于螺杆泵的输出端;所述漆液收集器可取放式位于称重台上,所述称重台内部具有电子天平;所述plc分别连接于螺杆泵、电子天平。
13.作为一种优选方案,所述出漆模系统设置于主机架上,所述螺杆泵安装于主机架上,所述滴漆针头安装于针头管架上并朝下设置,所述主机架上设置有平移驱动单元,所述平移驱动单元带动针头管架平移以使滴漆针头可选择性地移动到漆液收集器的上方或者偏离漆液收集器的上方。
14.作为一种优选方案,所述平移驱动单元安装于主机架的下方,所述平移驱动单元带动针头管架可选择性地平移至隐藏于主机架的下方或者伸出主机架的外部以位于漆液收集器的上方;所述平移驱动单元包括有前后平移驱动单元和左右平移驱动单元,所述左右平移驱动单元安装于主机架的底部,所述前后平移驱动单元设置于左右平移驱动单元的下方且受左右平移驱动单元驱动而可左右平移动作,所述前后平移驱动单元带动针头管架可前后平移动作,以向后隐藏于主机架的下方或者向前伸出主机架的外部。
15.作为一种优选方案,所述称重台上还设置有检测判断漆液收集器是否正确放置在称重台上以正对位于滴漆针头下方的传感器。
16.本发明与现有技术相比具有明显的优点和有益效果,具体而言,由上述技术方案可知,其主要是实现自动点检,数据自动对比,彻底做到一键完成点检出漆速率,其减少了传统技术之手动操作繁琐的步骤,也减少了人为操作的误差。尤其是通过调整螺杆泵转速及再次经步骤2-5进行点检,确保出漆速率达标。
17.为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
附图说明
18.图1是本发明之实施例的侧视图;图2是本发明之实施例的主视图;图3是本发明之实施例的立体示图;图4是本发明之实施例的控制连接框图;图5是本发明之实施例的点检流程示意图。
19.附图标识说明:漆液收集器1、称重台2、plc3、触摸显示屏4、电子天平5、滴漆针头8、传感器6、螺杆泵7、主机架9、针头管架10、前后平移驱动单元11、左右平移驱动单元12、副机架13、安装台面14、安装支脚15。
具体实施方式
20.请参照图1至图5所示,其显示出了本发明之实施例的具体结构。
21.在本发明的描述中,需要说明的是,术语“上”、“下”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
22.一种出漆速率点检方法,其用于测量滴漆系统的出漆速率,包括有如下步骤步骤1、将漆液收集器1(例如漆液收集杯,其上端敞口)放置在称重台2上;步骤2、启动plc3的称重点检程序;本实施例中,通过触摸显示屏4一键启动plc3的称重点检程序,启动plc3的称重点检程序后,plc3将自动对称重台2的电子天平5清零。以及,plc3控制伺服模组将滴漆针头8移动到漆液收集器1的上方之后,才进入步骤3。进一步地,滴漆针头8移动到漆液收集器1的上方之后,由传感器6(例如光电传感器)判断漆液收集器1是否正确放置在称重台2上以正对位于滴漆针头8下方,若正确放置,才进入步骤3,否则提示工作人员调节漆液收集器1在称重台2上的放置位置,间隔一等待时间后由传感器6再次判断漆液收集器1是否正确放置在称重台2上。
23.步骤3、plc3控制螺杆泵7启动,使得滴漆针头8出漆到漆液收集器1内,达到plc3设定的点检时长后,plc3控制螺杆泵7停止运转;步骤4、称重台2将称重数据上传到plc3;步骤5、plc3通过称重数据和点检时长计算出该螺杆泵7当前出漆速率,例如:plc3通过称重数据
÷
点检时长计算出该螺杆泵7当前出漆速率;然后与目标出漆速率进行比对,若偏差值在设定范围内,点检结果ok,表示完成了出漆速率的点检,否则点检结果ng并进入步骤6;步骤6、调整螺杆泵7转速,并再次经步骤2-5进行点检,若点检结果ok则结束点检测,表示完成了系统出漆速率的点检,若点检结果ng,则需要重复步骤6,直至点检结果ok。关于调整螺杆泵7转速,可以由人工调整螺杆泵7转速或者由plc3自动控制调整螺杆泵7转
速;当前出漆速率与目标出漆速率进行比对,若偏差值小于设定范围的最小值,则将螺杆泵7转速调大,若偏差值大于设定范围的最大值,则将螺杆泵7转速调小。例如:将目标出漆速率定义为v0,将表示点检结果ok的设定范围定义为vmin-vmax,其中vmin表示最小目标出漆速度,vmax表示最大目标出漆速率,将当前出漆速率定义为v;当前出漆速率v每超出设定范围外一个设定标准量
△
v0,则螺杆泵7转速调整量为
△
n,螺杆泵7转速r的单位为r/s(转/秒)或r/min(转/分);若v小于vmin,
△
v=|v
‑ꢀ
vmin|,螺杆泵7转速调整量
△
n1=
△v÷△
v0
×△
n;若v大于vmax,
△
v=|v
‑ꢀ
vmax|,螺杆泵7转速调整量
△
n2=
‑△v÷△
v0
×△
n。也可以将
△v÷△
v0所得结果的整数位的数值加1,如此所得值,再去与
△
n相乘,若v小于vmin,螺杆泵7转速调整量为正调整,若v大于vmax,螺杆泵7转速调整量为负调整。
24.接下来,介绍一种出漆速率点检机构,其适用于前面所述的一种出漆速率点检方法,其包括有漆液收集器1、称重台2、plc3和出漆模系统,所述出漆模系统具有用于提供供漆动力的螺杆泵7和用于出漆的滴漆针头8,所述滴漆针头8通过管组件连接于螺杆泵7的输出端;所述漆液收集器1可取放式位于称重台2上,所述称重台2内部具有电子天平5;所述plc3分别连接于螺杆泵7、电子天平5,以及,所述plc3连接有触摸显示屏4,利用触摸显示屏4作为人机交互操作/显示屏。
25.所述出漆模系统设置于主机架9上,所述螺杆泵7安装于主机架9上,所述滴漆针头8安装于针头管架10上并朝下设置,所述主机架9上设置有平移驱动单元,所述平移驱动单元带动针头管架10平移以使滴漆针头8可选择性地移动到漆液收集器1的上方或者偏离漆液收集器1的上方。
26.所述平移驱动单元安装于主机架9的下方,所述平移驱动单元带动针头管架10可选择性地平移至隐藏于主机架9的下方或者伸出主机架9的外部以位于漆液收集器1的上方。所述平移驱动单元包括有前后平移驱动单元11和左右平移驱动单元12,所述左右平移驱动单元12安装于主机架9的底部,所述前后平移驱动单元11设置于左右平移驱动单元12的下方且受左右平移驱动单元12驱动而可左右平移动作,所述前后平移驱动单元11带动针头管架10可前后平移动作,以向后隐藏于主机架9的下方或者向前伸出主机架9的外部。所述前后平移驱动单元11和左右平移驱动单元12均为伺服模组。
27.所述称重台2上还设置有检测判断漆液收集器1是否正确放置在称重台2上以正对位于滴漆针头8下方的传感器6,所述传感器6可以为光电传感器6。
28.所述主机架9的前侧设置有副机架13,所述称重台2设置于副机架13上。所述主机架9和副机架13均具有安装台面14和设置于安装台面14下方的安装支脚15,所述称重台2设置于副机架13的安装台面14上,所述螺杆泵7设置于主机架9的安装台面14的顶部,所述平移驱动单元设置于主机架9的安装台面14的底部。
29.本发明的设计重点在于,其主要是实现自动点检,数据自动对比,彻底做到一键完成点检出漆速率,其减少了传统技术之手动操作繁琐的步骤,也减少了人为操作的误差。尤其是通过调整螺杆泵7转速及再次经步骤2-5进行点检,确保出漆速率达标。
30.以上所述,仅是本发明的较佳实施例而已,并非对本发明的技术范围作任何限制,故凡是依据本发明的技术实质对以上实施例所作的任何细微修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1