一种立体式烟包外观质量测量装置的制作方法
1.本发明属于检测技术领域,具体而言,涉及一种立体式烟包外观质量测量装置。
背景技术:
2.随着卷烟行业竞争的日趋激烈,卷烟外观质量作为烟草行业和品牌形象的重要体现,卷烟外观的任何质量问题都会直接影响企业品牌形象和消费者对卷烟产品的认可度。因此,在卷烟生产时,常用的质量控制技术为在线检测和离线检验两类。在线检测易受外界环境的影响,需要对烟包外观质量进行离线检验,以及时发现不合格产品,并对缺陷产品进行修正,从而减少和避免不合格卷烟产品流入市场。
3.一般烟盒是8.75~8.8cm,香烟是8.4cm。国内烟包硬包小盒,分为两个通用的gdx型号:
4.gdx-1:高86mm*宽54.86mm*厚22.45
5.gdx-2:高86.45mm*宽54.4mm*厚22.5
6.gdx条盒:高88.48mm*宽280.46mm*厚48mm
7.软包:高83mm*宽52.3mm*厚20.7mm
8.软包硬化:高84*宽52mm*厚19.3mm
9.软盒烟盒主要需要检查软盒烟包封签偏离或长短尺寸、错牙尺寸、拉带位置、拉带头长短、小盒方正度,硬盒烟包盖缝、拉带位置、拉带头长短、钢印字体字号清晰程度、小盒方正度等。目前,在卷烟包装外观检验中,普遍采用人工目测或钢板尺、圆柱形毫米尺等测量包装质量指标,部分位置不易评价和获取量化指标,在一定程度上制约了产品质量的判定和提升。因此,烟包外观检测需要立体式的测量装置,以此提高外观检测的准确性,现有检测技术具有测量操作麻烦、测量不精准的问题。
技术实现要素:
10.有鉴于此,本发明提供一种立体式烟包外观质量测量装置,能够解决目前市面上缺少立体测量装置,且测量操作麻烦、测量不精准的问题。
11.本发明是这样实现的:
12.本发明提供一种立体式烟包外观质量测量装置,其中,包括测量仓、基线、刻度线、凸透镜底座、测量仓盖板以及规格板,所述测量仓用于将卷烟包置于装置内部,所述测量仓上方通过活页固定有测量仓顶盖,所述基线设置在所述测量仓的左侧壁上用于作为烟盒外观测量的定位线和基准线,所述刻度线为烟盒外观不同位置包装质量标准的允差刻度线,所述凸透镜底座用于观察烟盒底部的信息,所述测量仓盖板与所述测量仓柔性衔接,所述测量仓盖板的顶壁上还设置有刻度。
13.本发明提供的一种立体式烟包外观质量测量装置的技术效果如下:通过设置测量仓,能够将烟盒直接放入测量仓内进行尺寸的测量,测量仓的体积小、质量轻,便于携带,通过设置基线和刻度线可以直观的看见烟盒外观,便于对烟盒外观进行观察、检测和测量;且
测量结果误差小,测量精度高,通过设置凸透镜底座,具有卷烟盒装钢印的放大功能,可以快速清晰识别卷烟生产时间、班次、机台等基本信息,以及钢印字号、位置、字体、深浅的质量判定,便于在发现质量问题时及时准确进行追溯,通过设置测量仓盖板,使得能够固定和测量不同规格尺寸的烟包,使用方便,测量准确。
14.在上述技术方案的基础上,本发明的一种立体式烟包外观质量测量装置还可以做如下改进:
15.其中,所述测量仓盖板包括透明盖板和密封条,所述透明盖板上标注有刻度,所述密封条环绕在所述透明盖板的四周。
16.采用上述改进方案的有益效果为:通过设置密封条,能够将透明盖板进行包裹并且环绕,保证透明盖板的结构稳定性,同时安装方便。
17.其中,所述测量仓采用透明亚克力板构成。
18.采用上述改进方案的有益效果为:通过采用透明亚克力板制成测量仓,在将卷烟烟包置于装置内部,可以直观的看见烟盒外观,便于对烟盒外观进行观察、检测和测量,使用方便。
19.其中,所述测量仓内通过固定机构固定有底部测量板和右侧测量板,左侧测量板活动连接在所述测量仓上。
20.采用上述改进方案的有益效果为:通过固定机构将底部测量板与右侧测量板活动连接,便于底部测量板与右侧测量板的安装和拆卸,活动连接使得测量仓与右侧测量板能够与烟盒紧贴,使得测量尺寸更加精准,同时能够适应不同尺寸的烟盒,实用性高。
21.进一步的,所述固定机构设置在所述测量仓的底角处。
22.采用上述改进方案的有益效果为:通过设置固定机构,使得底部测量板与右侧测量板能够与烟盒紧密固定,紧贴的测试使得尺寸测试更精准,固定机构采用对应形状的插孔链接,以防差错设计理念,消除操作误差。
23.进一步的,所述测量仓的背部还设置有用于固定所述底部测量板和所述右侧测量板的磁铁。
24.采用上述改进方案的有益效果为:通过设置磁铁,使得底部测量板和右侧测量板能够与测量仓紧密贴合,保证测量时的精确度。
25.其中,所述刻度线的精度为0.05mm。
26.采用上述改进方案的有益效果为:精度为0.05mm与标准要求对比、判定的标尺,能够精确地测定烟盒的外观质量。
27.进一步的,所述密封条采用柔性橡胶材料制成。
28.采用上述改进方案的有益效果为:采用柔性橡胶制成的密封条,能够紧密贴合透明盖板,且防水性好。
29.进一步的,所述测量仓采用立体打印技术制成。
30.采用上述改进方案的有益效果为:通过立体打印技术,能够还原烟盒的尺寸,保证测量仓的尺寸精确。
31.其中,所述固定机构为支架。
32.与现有技术相比较,本发明提供的一种立体式烟包外观质量测量装置及其检测方法的有益效果是:通过设置测量仓,能够将烟盒直接放入测量仓内进行尺寸的测量,测量仓
的体积小、质量轻,便于携带,通过设置基线和刻度线可以直观的看见烟盒外观,便于对烟盒外观进行观察、检测和测量;且测量结果误差小,测量精度高,通过设置凸透镜底座,具有卷烟盒装钢印的放大功能,可以快速清晰识别卷烟生产时间、班次、机台等基本信息,以及钢印字号、位置、字体、深浅的质量判定,便于在发现质量问题时及时准确进行追溯,通过设置测量仓盖板,使得能够固定和测量不同规格尺寸的烟包,使用方便,测量准确。可实现烟包立体式多项质量指标的同时测量,烟包各部位质量指标允差的直观显示,实现了质量控制标准的可视化,适用于生产过程产品质量抽样检验的快速测量和质量判定。消除了因人员操作习惯差异形成的测量误差,提高了目测一致性;消除了因缺陷位置不易测量造成的精度误差,提高了测量手段的便捷性。该装置结构简短、操作方便、判定直观、快捷高效,大大提高了产品外观质量检验的目测精度,工作效率,具有较强的实用性。
附图说明
33.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例的描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
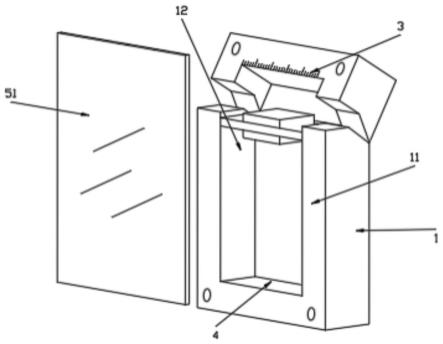
34.图1为一种立体式烟包外观质量测量装置的正视图;
35.图2为一种立体式烟包外观质量测量装置的俯视图;
36.图3为一种立体式烟包外观质量测量装置的结构图;
37.图4为一种立体式烟包外观质量测量装置的底部结构图;
38.附图中,各标号所代表的部件列表如下:
39.1、测量仓;11、底部测量板;12、右侧测量板;13、左侧测量板;2、基线;3、刻度线;4、凸透镜底座;5、测量仓盖板;51、透明盖板;52、密封条;6、规格板。
具体实施方式
40.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
41.因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
42.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。
43.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于
描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
44.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
45.如图1-4所示,是本发明提供的一种立体式烟包外观质量测量装置的第一实施例,在本实施例中,包括测量仓1、基线2、刻度线3、凸透镜底座4、测量仓盖板5以及规格板6,测量仓1用于将卷烟包置于装置内部,所述测量仓上方通过活页固定有测量仓顶盖,基线2设置在测量仓1的左侧壁上用于作为烟盒外观测量的定位线和基准线,刻度线3为烟盒外观不同位置包装质量标准的允差刻度线,凸透镜底座4用于观察烟盒底部的信息,测量仓盖板5与测量仓1柔性衔接,测量仓盖板5的顶壁上还设置有刻度。
46.使用时,测量仓1的底部、上下及右右侧测量板12为固定式,左侧测量板13为活动式,根据卷烟规格将测量板插入不同形状的底座插口,与侧边固定,首先将需要测量的烟盒放入到测量仓1的内,将测量仓盖板5盖到测量仓1的上方,然后时候将烟盒对准基线2,参照刻度线3进行尺寸的对比,尺寸测量完毕后,使用凸透镜底座4上的凸透镜快速清晰识别卷烟生产时间、班次、机台等基本信息,以及钢印字号、位置、字体、深浅的质量进行判定,其中,规格板6还分为卷烟硬盒规格板和卷烟软盒规格板,基于卷烟烟盒包装方式(分为卷烟硬盒和卷烟软盒)不同,选择对应的规格板,进行快速切换,实现不同规格卷烟烟盒外观检测。
47.其中,在上述技术方案中,测量仓盖板5包括透明盖板51和密封条52,透明盖板51上标注有刻度,密封条52环绕在透明盖板51的四周。
48.使用时,首先将透明盖板51固定在测量仓1的上方,然后使用密封条52,将透明盖板51与测量仓1之间进行封闭,将密封条52缠绕在透明盖板51上形成密封,密封条52环绕透明盖板51四周,整个透明盖板51与测量仓1柔性衔接,用于直线移动透明盖板51位置,来固定和测量不同规格尺寸的烟包。
49.其中,在上述技术方案中,测量仓1采用透明亚克力板构成。
50.使用时,每个底板和外部板均采用透明亚克力板进行立体打印形成测量仓1。
51.其中,在上述技术方案中,测量仓1内通过固定机构固定有底部测量板11和右侧测量板12,左侧测量板13活动连接在测量仓1上。
52.使用时,左侧测量板13为固定式,根据需要检测的烟包将对应规格的底部测量板11与右侧测量板12插入固定机构插口,调整垂直交叉处位置,形成固定,固定后将烟盒放入到内部,进行外观质量检测。
53.进一步的,在上述技术方案中,固定机构设置在测量仓1的底角处。
54.使用时,将固定机构安装在测量仓1的底角处,然后将底部测量板11与右侧测量板12插入到底角内进行固定,完成组装。
55.进一步的,在上述技术方案中,测量仓1的背部还设置有用于固定底部测量板11和右侧测量板12的磁铁。
56.使用时,将对应规格的底部测量板11与右侧测量板12插入固定机构插口,调整垂
直交叉处位置,使磁铁完全吸附固定,在底部测量板11、右侧测量板12与测量仓1之间形成磁吸固定。
57.其中,在上述技术方案中,刻度线3的精度为0.05mm。
58.使用时,每个尺寸的读数精度均为0.05mm,保证误差的合理。
59.进一步的,在上述技术方案中,密封条52采用柔性橡胶材料制成。
60.进一步的,在上述技术方案中,测量仓1采用立体打印技术制成。
61.使用时,立体打印技术又叫3d打印(3dp)即快速成型技术的一种,又称增材制造,它是一种以数字模型文件为基础,运用粉末状金属或塑料等可粘合材料,通过逐层打印的方式来构造物体的技术。将烟盒的模型尺寸模型进行设计,然后使用透明亚克力板进行3d打印,打印完成后进行组装。
62.其中,在上述技术方案中,固定机构为支架。
63.使用时,将对应规格的底部测量板11与右侧测量板12插入支架插口,调整垂直交叉处位置,形成固定,规格板与支架相连,采用对应形状的插孔链接。
64.具体的,本发明的原理是:当测量软盒烟包时,将烟包正面向上的方向放置测量仓内,靠紧左侧“0位”测量基线,将对应规格的右侧测量板1和底部测量版2插入支架插口,调整垂直交叉处位置,使磁铁完全吸附固定,推入烟包背面盖板固定烟包在测量仓内的位置,目测读取软盒烟包封签偏离或长短尺寸、错牙尺寸、拉带位置、拉带头长短、小盒方正度等包装质量结果;当测量硬盒烟包时,用同样的方法将硬盒烟包放入测量仓内,靠紧左侧“0位”测量基线,将对应规格的右侧测量板和底部测量版插入支架插口,推入烟包背面盖板固定烟包在测量仓内的位置,目测读取硬盒烟包盖缝、拉带位置、拉带头长短、钢印字体字号清晰程度、小盒方正度等。
65.使用场景1:测量软烟盒,将软烟盒对应的规格板进行挑选,然后将对应的规格板固定到测量仓上,将软烟盒进行放入测量仓内部进行固定,将烟包正面向上的方向放置测量仓内,靠紧左侧“0位”测量基线,将对应规格的右侧测量板1和底部测量版2插入支架插口,调整垂直交叉处位置,使磁铁完全吸附固定,推入烟包背面盖板固定烟包在测量仓内的位置,目测读取软盒烟包封签偏离或长短尺寸、错牙尺寸、拉带位置、拉带头长短、小盒方正度等包装质量结果;
66.使用场景2:测量硬烟盒,将硬烟盒对应的规格板进行挑选,用同样的方法将硬盒烟包放入测量仓内,靠紧左侧“0位”测量基线,将对应规格的右侧测量板和底部测量版插入支架插口,推入烟包背面盖板固定烟包在测量仓内的位置,目测读取硬盒烟包盖缝、拉带位置、拉带头长短、钢印字体字号清晰程度、小盒方正度等。
67.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1