一种身管内膛参数测量装置及方法与流程
1.本发明涉及测量技术领域,特别是涉及一种身管内膛参数测量装置及方法。
背景技术:
2.小口径身管内膛加工质量直接影响弹丸的发射初速、精度、击靶姿态和管子的使用寿命,因此需要高精度的内径测量仪器对管子内膛各锥内径尺寸及各锥度的同轴度进行精密测量。目前检测使用传统量具测量效率、精度低,镀铬前后量具有几十种,量具磨损大,通止规根据标准圆柱体在待测管内的通过性对管子内径作半定量分析,缺乏数据支持,内膛实际情况模糊不清,对技术人员处理问题带来困难,很难正确判断。检测刚性量具较多,检测人员劳动强度大;检测采取检验人员全检方式,目前的检测流程是:需要检测的管子送到检验台,检验人员使用多种弹膛量具逐一检测,零件检测只能符合性判定,无实测值,检测数据不可追溯,对零件加工调试不能精确地指导。
技术实现要素:
3.本发明的目的在于克服现有技术的不足,提供一种身管内膛参数测量装置及方法,实现对工件的全部内腔尺寸进行自动化检测。
4.本发明的目的是这样实现的:
5.一种身管内膛参数测量装置,包括:
6.机架,机架上设有背板、基准平台;
7.设置在基准平台上的三爪定位台,用于夹持固定身管;
8.设置在背板上的直线模组,用于实现升降功能;
9.设置在直线模组上的旋转模组,用于实现旋转功能;
10.设置在旋转模组上的卡规,卡规上部设有零点传感器,卡规具有固定测臂、运动测臂,固定测臂末端设有固定测头,运动测臂末端设有运动测头;
11.直线模组带动旋转模组、卡规进行竖直升降运动,用于测算身管内腔的不同深度位置,旋转模组带动卡规旋转,用于测算内腔的不同角度位置。
12.优选地,所述基准平台、背板由大理石平台制成,所述直线模组、旋转模组均为高精度模组,所述直线模组、旋转模组、卡规采用plc控制,所述直线模组通过伺服电机配合电机编码器和外置的光栅尺实现全闭环控制。
13.优选地,零点传感器、卡规的固定测头、运动测头均为接触式传感器。
14.优选地,测量装置的尺寸以及各传感器坐标经过标定。
15.一种基于身管内膛参数测量装置的测量方法,
16.设:
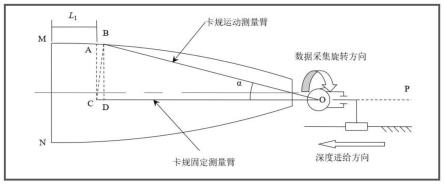
17.mn端面为身管最低处所在端面,b点为卡规运动测头,c点为卡规固定测头,o点为卡规运动测臂的旋转中心,d点为过b点作垂线与固定测臂oc的交点,α为卡规运动测臂ob与固定测臂oc的夹角;
18.测量方法:
19.释放卡规,卡规自动张开,使得卡规运动测头与身管内壁接触,卡规向上运动,在向上运动过程中,遇到不同的内径,卡规张开的位移量也随之变化,卡规运动测头采集实时数据,这样便得到一条母线;旋转卡规,并再次采集数据,由此卡规获得多组内腔母线后,取同一截面上各母线的一点,再拟合成一个圆,取几组母线上的n个点,便可以得到n个圆,通过这些圆拟合出身管的内腔形状;
20.截面圆计算方法包括以下步骤:
21.1)将身管沿竖向固定在三爪卡盘上,直线模组带动旋转模组、卡规下降,直至零点传感器接触到身管上端面,进行零点定位,即标定出零点p与身管mn端面的距离l0,设当直线模组处于零点时,o点与p点重合,此时卡规的固定测头、运动测头位于身管待测内腔的最低处以下;
22.2)设点a所在截面为距离身管mn端面l1处的被测内径截圆,测量点a处内径,计算卡规进给深度h=l0-co-l1,按h计算值进给后,释放卡规运动测臂绕o点旋转至卡规运动测头与内壁接触,而此时b点所在截面并未与被测截面重合,两截面相距距离为cd,卡规当前返回值bc=k1,cd计算过程如下:
23.cd=oc-od (1)
24.od=obcosα (2)
25.k1=2ocsin(α/2) (3)
26.由公式(1)、(2)、(3)求得:
27.cd=oc-obcos[2arcsin(k1/2*oc)]=oc(1-cos[2arcsin(k1/2*oc)]) (4)
[0028]
3)计算cd数值后对进给方向进行补偿δh1=cd,补偿后由于被测内壁并非圆柱形而且沿深度进给方向内径变大,卡规返回值变为k2,卡规运动测臂ob与固定测臂oc的夹角α变大,使得卡规运动测头的在沿深度进给方向实际补偿小于δh1,此时b点所在截面与被测截面接近但不重合,此时卡规返回值为k2,
[0029]
4)进行二次补偿,补偿值δh2计算如下:
[0030]
δh2=oc(1-cos[2arcsin(k2/2*oc)])-oc(1-cos[2arcsin(k1/2*oc)])
[0031]
化简得:
[0032]
δh2=oc(cos[2arcsin(k2/2*oc)]-cos[2arcsin(k1/2*oc)]) (5)
[0033]
5)重复步骤4,直到卡规运动测头的实际进给深度在允许范围内近似等于h,即b点所在截面与被测截面近似重合;
[0034]
6)开始采集数据,通过补偿oc与数据采集旋转轴线重合,卡规沿轴线oc旋转过程中按照等间隔对卡规的返回值进行采集并记录为(β1,k1),(β2,k2),(β3,k3),其中βi为采集角度,ki为采集的卡规返回值,旋转过程中因卡规返回值k发生变化会导致测头b所在截面与被测截面距离产生变化,因此每次采集数据前都实时进行深度进给补偿;
[0035]
7)对记录的数据建立坐标系,以数据采集旋转轴线和被测圆截面的交点为坐标原点,x轴通过采集记录的a1点,j点对应被测内径中心;
[0036]
8)将点ai的坐标带入圆的一般方程式(x-x0)2+(y-y0)2=(d/2)2中,求解方程组即求得a1(x1,y1),a2(x2,y2),a3(x3,y3)点所在圆得直径;
[0037]
利用以上算法,得到身管轴向各处截面尺寸,并计算出身管各锥面间的同轴度,通
过算法将若干截面圆数据结合计算,得到身管内腔的实际轮廓尺寸。
[0038]
优选地,身管内腔的短锥面取直线,方法为:
[0039]
1)滤波:对数据进行平滑滤波,去除突变值,异常值;
[0040]
2)求导:对平滑过后的数据求取中心差分即计算每个数据点的变化率;
[0041]
3)数据分割:对采集的数据进行分段,其中一段中为锥度检测区域;
[0042]
4)直线检测:在锥度检测区域中,通过限定直线的角度条件,进行直线检测,得到锥度区域的直线;对其余段数据直接进行直线拟合得到直线,计算相应直线得到交点。
[0043]
优选地,截面圆计算方法步骤8中,通过增加取点组数对不同位置进行取点,求取多个直径的平均值。
[0044]
由于采用了上述技术方案,本发明具有如下有益效果:
[0045]
1.本发明提供的测量装置适用于口径φ5mm-φ20mm的小口径身管内膛几何参数的检测,其测量量程达100mm-600mm的空心工件,测量精度可达
±
0.005mm,重复性精度达0.002mm,结构简单,成本低廉。
[0046]
2.本发明采用直线模组带动接触传感器(下称卡规)上下移动,且卡规可以旋转,用于测算内腔不同角度的母线,通过测量测头在内膛表面测量三条母线,拟合内腔轮廓形貌运算得到被测管子尺寸。
[0047]
3.本发明通过事先标定系统尺寸及各个传感器坐标,解决被测产品本身无基准的难题(即空心工件上料只需用三爪卡盘快速固定管子外侧,做初定位即可,不需对内侧基准面进行固定)。
[0048]
4.本发明通过由机架、大理石平台、运动模组、工件固定盘、和卡规5个部分构成,通过几个部分协同运作,共同实现对工件的全部内腔尺寸进行自动化检测。
[0049]
5.本发明测量目标为:测出产品沿直径方向的竖截面上,每相邻两条直线的虚拟交点所在位置并计算出虚拟交点处在横截面上的直径以及各个锥面相对基准的同轴度,系统需进行自动化一站式检测并对计算结果作直观的显示。
附图说明
[0050]
图1为本发明外形示意图;
[0051]
图2为卡规安装结构示意图;
[0052]
图3为卡规测头示意图;
[0053]
图4为采集点示意图;
[0054]
图5a、图5b为截面圆算法示意图;
[0055]
图6为算法示意图;
[0056]
图7为锥面直线截取交点示意图;
[0057]
图8为数据拟合示意图;
[0058]
图9为数据判定示意图。
[0059]
附图标记
[0060]
附图中,1为防尘外罩,2为显示器,3为可调福马轮,4为机柜,5为光栅尺,6为直线模组,7为基准平台(大理石),8为卡规,9为三爪定位台,10为零点传感器,11为内锥面,12为卡规固定测头,13零点传感器单次测点,14为内腔传感器单次测量母线,15为零点传感器三
次测量拟合面,16为内腔传感器三条母线拟合内腔轮廓,17为同轴度不合格,18为内径不合格。
具体实施方式
[0061]
参见图1-图3,为一种身管内膛参数测量装置。
[0062]
方案概述
[0063]
为保证系统安装精度和结构平稳,系统基准平台及背板由000级大理石平台搭建,平台上安装三爪定位台,用于对工件快速固定。背板大理石安装高精度直线模组,配合伺服电机、编码器、光栅尺实现全闭环控制,便可准确的测出各个轴向点坐标。直线模组带动接触传感器(下称卡规)上下移动,且卡规可以旋转,用于测算内腔不同角度的母线。
[0064]
本方案通过事先标定系统尺寸,及各个传感器坐标,解决被测产品本身无基准的难题(即产品上料只需用三爪卡盘快速固定管子外侧,做初定位即可,不需对内侧基准面进行固定)。
[0065]
图1为本方案提供的系统三维结构示意图。整个设备采用立式设计,显示器可升降调节,通过按钮及触摸屏进行设备人机交互,方便高效。
[0066]
系统包含完整配套的检测工装、定位夹具、控制系统和检测软件,实现对工件图纸中的全部内腔尺寸自动测量,实时判定检测结果并输出至软件界面直观显示。能够兼容内径φ5mm-φ20mm,长度100mm-600mm的工件,且转产时无需更换测头和夹具。检测时采用人工上下料,设备自动装夹定位,一键启动检测,系统自动判定出合格、不合格,同时显示、保存、导出测量结果。测量方式可为动态和静态,可绘制管子内膛母线图(cad格式导出)进行后期分析。
[0067]
系统构成
[0068]
系统整体主要由机架、大理石平台、运动模组、工件固定盘(三爪定位台)、和卡规5个部分构成。且运动模组、工件固定盘、卡规部件都是现有的市售设备。其中,卡规采用单点内测卡规,卡规上部设有零点传感器,卡规具有固定测臂、运动测臂,固定测臂末端设有固定测头,运动测臂末端设有运动测头,固定测臂竖向向下延伸,运动测臂工作时弹性张开,使运动测头总是贴合工件内壁,通过几个部分协同运作,共同实现对工件的全部内腔尺寸进行自动化检测。
[0069]
1机架部分
[0070]
机架部分采用冷轧钢,304及6061合金材质进行加工设计,为设备整体的支撑,保证机构的坚固耐用,稳定可靠。机架集成了控制操作台,本系统中的显示器在设备的右侧悬挂固定,设备的图像,检测数值,结果等参数均在此显示器上显示;设备外壳上安装触摸屏,用于设备控制及相关系统参数显示。
[0071]
2运动模组
[0072]
运动模组部分由一套直线模组和一套旋转模组组成,安装在大理石背板上。采用plc作为主控器,驱动伺服电机旋转,搭配电机编码器和外置的光栅尺实现全闭环控制系统,完成设备高精度自动化运行。其中,直线模组带动卡规进行竖直升降运动,采集工件各待测位置的数值,通过专用软件算法实现对工件内腔全尺寸的检测。
[0073]
旋转模组带动卡规进行匀速旋转,当测完工件的一条母线后,旋转模组带动卡规
旋转一定角度,再次采集不同的一条母线,经过计算并输出结果软件界面。
[0074]
3工件装夹定位工装
[0075]
待检测工件的基准部分为膛线段,所有同轴度都要以此为基准,但膛线段定位较为困难,因此,本方案将所有坐标系建立在设备本身之上,产品只需在三爪卡盘引导下,做一个粗定位即可,三爪卡盘可兼容直径φ5mm-φ50mm,兼容被测产品,图1,2为此部分三维结构示意图:
[0076]
4零点定位
[0077]
将产品定位在三爪卡盘上后,点击测量,精密直线模组向下移动,直至接触式位移传感器接触到产品端面,此时卡规便处在待测内腔的最低处以下,同时系统记录了产品端面位置。
[0078]
5数据采集卡规
[0079]
零点位置记录好后,卡规自然打开,与内壁紧密结合,同时传感器开始采集尺寸,精密直线模组上的光栅尺记录轴向位置;完成一次采集后,卡规退出内腔,精密旋转组件带动卡规旋转若干角度,再进行一次端面零点定位及内径测量,重复3次后,系统自动拟合或算出端面位置,内腔轮廓及交点内径,以及各锥面同轴度。
[0080]
测量方法
[0081]
1测量原理
[0082]
本方案采用三点式测内径,根据圆的一般方程式(x-x0)2+(y-y0)2=(d/2)2可知只需确定圆上任意三点坐标即可确定该圆的圆心和半径。
[0083]
将卡规伸入到产品内部,释放卡规,使得运动卡规与内壁接触,在向上运动过程中,遇到不同的内径,卡规张开的位移量也随之变化,传感器即时采集实时数据,这样便可得到一条母线。
[0084]
旋转卡规,并再次采集数据,由此卡规获得多组内腔母线后,取同一截面上各母线的一点,可以拟合成一个圆,取几组母线上的n个点,便可以得到n个圆,这些圆便可以拟合出工件的内腔形状。如图5所示:
[0085]
截面圆计算简述如下:
[0086]
系统算法计算出被采集点到卡规旋转轴线的距离值oai,如图5a所示,根据需要任取三个点带入圆方程求解内径,若等间隔连续取点并进行坐标分解,将所有点在坐标系中描绘结果,如图5b所示。
[0087]
2计算详解
[0088]
如图6所示,设点a所在截面为距离mn端面l1处的被测内径截圆,b点为卡规运动测头,c点为卡规固定测头,o点为卡规运动测臂的旋转中心,d点为过b点作垂线与固定测臂oc的交点,α为卡规运动测臂ob与固定测臂oc的夹角。
[0089]
1)测量机构和产品支撑机构安装完成后,需对产品mn一端的定位挡板与深度进给机构的零点p的距离进行标定,即标定出深度进给零点与产品mn端面的距离l0,设当深度进给机构处于零点时点o与点p重合。
[0090]
2)测量点a处内径,计算卡规进给深度h=l0-co-l1,按h计算值进给后,释放卡规运动测臂绕o点旋转至测头b与内壁接触,如图6所示,而此时测头b所在截面并未与被测截面重合,两截面相距距离为cd,卡规当前返回值bc=k1,cd计算过程如下:
[0091]
cd=oc-od (1)
[0092]
od=obcosα (2)
[0093]
k1=2ocsin(α/2) (3)
[0094]
由公式(1)、(2)、(3)可求得:
[0095]
cd=oc-obcos[2arcsin(k1/2*oc)]=oc(1-cos[2arcsin(k1/2*oc)]) (4)
[0096]
其中,oc、ob相等为卡规结构参数,k1为卡规的当前返回值。
[0097]
3)计算cd具体数值后对进给方向进行补偿δh1=cd,补偿后由于被测内壁并非圆柱形而且沿深度进给方向内径变大,卡规返回值变为k2,卡规运动测臂ob与固定测臂oc的夹角α变大,使得运动测头的在沿深度进给方向实际补偿小于δh1,此时测头b所在截面与被测截面接近但不重合,此时卡规返回值为k2。
[0098]
4)进行二次补偿,补偿值δh2计算如下:
[0099]
δh2=oc(1-cos[2arcsin(k2/2*oc)])-oc(1-cos[2arcsin(k1/2*oc)])
[0100]
化简得:
[0101]
δh2=oc(cos[2arcsin(k2/2*oc)]-cos[2arcsin(k1/2*oc)]) (5)
[0102]
5)重复步骤4,直到测头b的实际进给深度在允许范围内近似等于h,即测头b所在截面与被测截面近似重合,整个补偿过程由系统自动计算执行完成。
[0103]
6)开始采集数据,通过补偿oc与数据采集旋转轴线重合,卡规沿轴线oc旋转过程中按照等间隔对卡规的返回值进行采集并记录为(β1,k1),(β2,k2),(β3,k3),其中βi为采集角度,ki为采集的卡规返回值,旋转过程中因卡规返回值k发生变化会导致测头b所在截面与被测截面距离产生变化,因此每次采集数据前都会实时进行深度进给补偿。
[0104]
7)对记录的数据建立坐标系,以数据采集旋转轴线和被测圆截面的交点为坐标原点,x轴通过采集记录的a1点,如图5b所示,j点对应图5a中被测内径中心。
[0105]
8)对记录的数据建立坐标系,以数据采集旋转轴线和被测圆截面的交点为坐标原点,x轴通过采集记录的a1点,如图5b所示,j点对应图5a中被测内径中心;将点ai的坐标带入圆的一般方程式(x-x0)2+(y-y0)2=(d/2)2中,求解方程组即可求得a1(x1,y1),a2(x2,y2),a3(x3,y3)点所在圆得直径。也可通过增加取点组数对不同位置进行取点,求取多个直径的平均值。
[0106]
本系统可利用以上算法,得到产品各截面尺寸,并自动计算出产品各锥面间的同轴度。
[0107]
3短锥面取直线
[0108]
零件内腔某些锥面非常短,导致采集的直线短,且前后位置不定,如果按常规的方式,在固定位置取直线求交点,可能会导致直线位置取错,最后检测结果和实际结果有较大偏差,因此本方案添加了新的算法解决,具体方法如下:
[0109]
1)滤波:对数据进行平滑滤波,去除突变值,异常值。
[0110]
2)求导:对平滑过后的数据求取中心差分即计算每个数据点的变化率。
[0111]
3)数据分割:如图7中a,b两段数据在第2步中计算得到的变化率图中数值都为接近零的很小的值,可以准确对采集数据进行分段得到abc三段,其中c段中为锥度检测区域。
[0112]
4)直线检测:在c段中,通过限定直线的角度条件,进行直线检测,可以得到锥度区域的直线;对a,b段数据直接进行直线拟合得到直线,计算相应直线得到交点以便后续计算
使用。
[0113]
4数据输出
[0114]
系统采集完所有数据后,根据以上计算原理,便能自动算出沿母线的每一个截面所在的圆的相关尺寸数据,通过算法将若干截面圆数据结合计算,便能得到产品内腔的实际轮廓尺寸。
[0115]
当得到以上产品所有实际尺寸后,检测数据能够导出,方便进行数据分析;每件工件可以单独生成检测数据,以颜色区分合格、不合格、临界边缘等,检测系统应具备打印功能,usb接口,输出数据供研究人员参考。如下表:
[0116][0117][0118]
最后说明的是,以上优选实施例仅用以说明本发明的技术方案而非限制,尽管通过上述优选实施例已经对本发明进行了详细的描述,但本领域技术人员应当理解,可以在形式上和细节上对其作出各种各样的改变,而不偏离本发明权利要求书所限定的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1