一种自动化X射线检测系统的制作方法
本发明属于x射线检测,具体涉及一种自动化x射线检测系统。
背景技术:
1、x射线检测技术作为一种常规的无损检测方法,其应用于工业领域已有近百年历史。例如,在航天发动机领域,有许多的零部件都需要通过x射线检测焊缝内部质量。在早期,x射线检测通常以胶片照相为主要检测方法,这种检测方法存在检测效率低,检测成本高,处理洗片废液和废胶片污染环境等问题,已不适应信息化时代的无损检测发展趋势。
2、目前,数字x射线检测技术在工业领域已经得到了广泛应用。在确保产品检测质量的前提下,数字x射线具有检测效率高,检测成本低,图像易保存等特点,是x射线检测发展的大方向。采用数字x射线检测技术可以通过灰度调节、增强、锐化等数字图像处理方法提高图像对比度,提高缺陷的辨识力。数字x射线检测方案通常都是将工件放在载物台上,载物台位于x射线管和探测器的中间,从而实现x射线对工件的透照成像。但是,目前在数字x射线检测技术的应用方面,通常是将待检产品手动放置在载物台上,然后开启x射线进行检测,检测完后再将x射线关闭,最后取下检测完的产品,重复该过程完成所有产品的x射线检测。这种检测方法自动化程度低、检测效率低。
技术实现思路
1、有鉴于此,本发明提供了一种自动化x射线检测系统,解决了目前数字x射线检测时存在的自动化程度低、检测效率低的问题。
2、本发明采用以下技术方案:
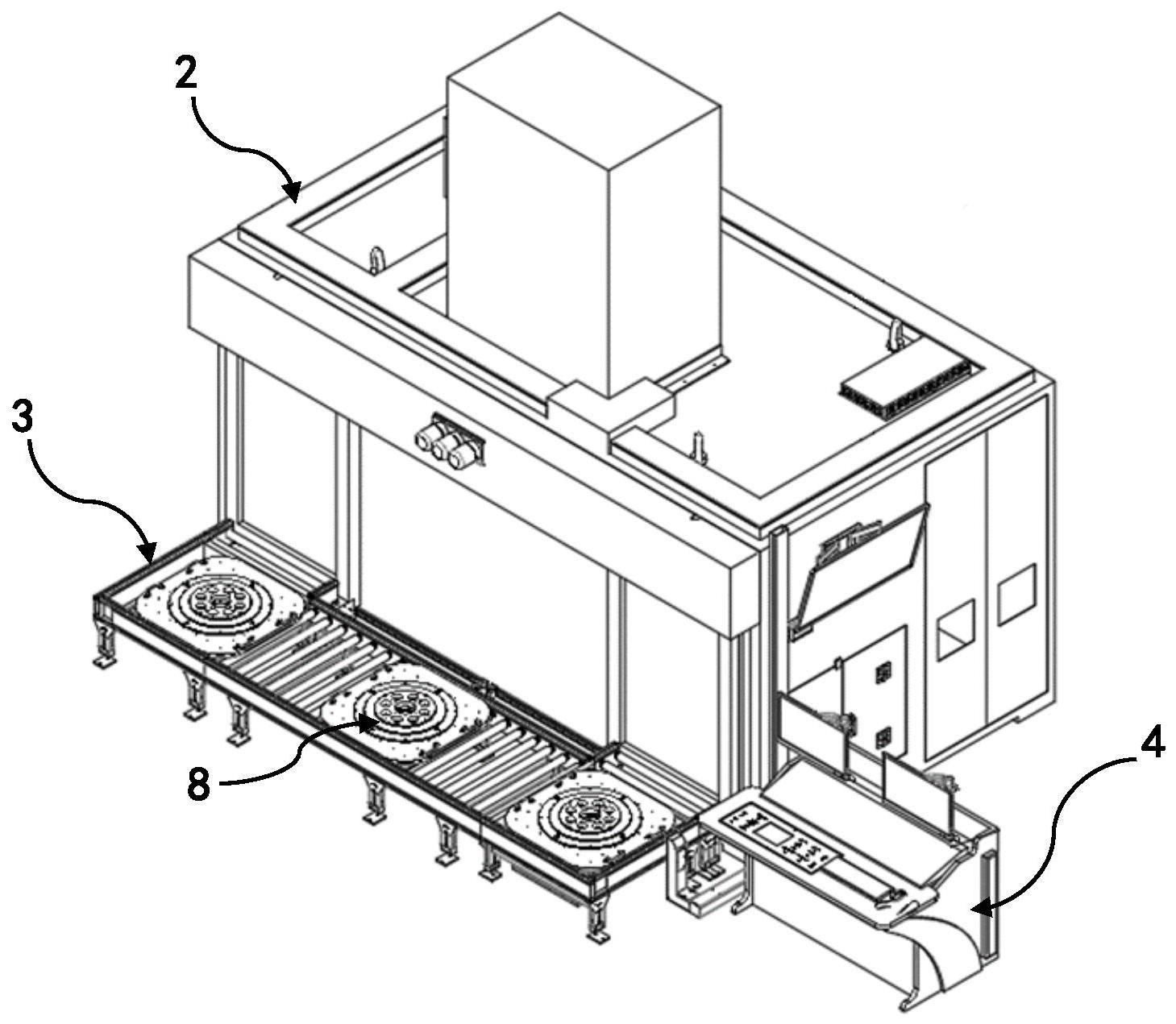
3、一种自动化x射线检测系统,包括x射线装置、防辐射装置、流水线装置和控制装置;
4、所述x射线装置包括设置于所述防辐射装置内部的射线源和探测器,用于对工件进行x射线检测;
5、所述流水线装置用于将所述工件从所述防辐射装置的外部传送进所述防辐射装置内部进行x射线检测,并将经x射线检测完的所述工件从所述防辐射装置的内部传出;
6、所述控制装置能够控制所述x射线装置相对所述工件移动、控制所述防辐射装置的进料口和出料口打开/关闭,控制所述流水线装置传送所述工件。
7、进一步地,所述流水线装置呈矩形布局,包括两条横向流水线和两条纵向流水线;
8、一条所述横向流水线为滚筒流水线,位于所述防辐射装置的外部,用于对工件进行上料和下料;另一条所述横向流水线为皮带流水线,位于所述防辐射装置内部;
9、两条所述纵向流水线至少部分长度位于所述防辐射装置的内部。
10、进一步地,还包括分别设置于矩形布局的所述流水线装置的四个直角处的皮带转弯机构;
11、所述皮带转弯机构设置于所述流水线装置的四个直角处的滚筒下方,且所述皮带转弯机构中的皮带能够从滚筒之间的间隔升起;
12、当所述工件运行到所述流水线装置的直角处时,所述控制装置控制所述皮带转弯机构中的皮带从滚筒之间的间隔升起,将所述工件抬起,并将所述工件从横向流水线传送至纵向流水线,完成所述工件的转弯;当完成一个所述工件的转弯后,所述皮带转弯机构中的皮带复位至所述滚筒下方。
13、进一步地,所述防辐射装置为防辐射铅房;
14、所述防辐射铅房沿所述工件传送方向依次设置有进料段过渡铅室、透照室和出料段过渡铅室;
15、所述x射线装置与所述皮带流水线均设置于所述透照室,且在所述仿辐射铅房外部的所述横向流水线与所述进料段过渡铅室之间设置有第一铅闸;所述进料段过渡铅室与所述透照室之间设置有第二铅闸;所述透照室与所述出料段过渡铅室之间设置有第三铅闸;所述出料段过渡铅室与所述仿辐射铅房外部的一条所述横向流水线之间设置有第四铅闸;
16、所述控制装置通过控制所述第一铅闸、所述第二铅闸、所述第三铅闸、所述第四铅闸交替打开/关闭,防止x射线从所述防辐射铅房泄露。
17、进一步地,还包括升降式旋转装置和工件托盘;
18、所述升降式旋转装置设置于所述透照室的底部,在所述控制装置的控制下能够升降和旋转;
19、当所述工件托盘被传送至所述透照室时,所述升降式旋转装置将所述工件托盘抬起,并对所述工件进行旋转,用于对所述工件进行周向焊缝/裂纹的x射线检测。
20、进一步地,所述升降式旋转装置设置有定位销;
21、所述工件托盘设置有与所述定位销对应的定位销孔;
22、当所述工件托盘被传送至所述透照室时,所述升降式旋转装置升起,所述定位销插入所述定位销孔,以带动所述工件旋转。
23、进一步地,所述工件托盘为方形托盘,且所述方形托盘的宽度与所述横向流水线、所述纵向流水线的宽度相等。
24、进一步地,所述透照室的底部还设置有能够升降的限位机构;
25、所述限位机构升起,能够对所述透照室内的所述工件托盘限位,使所述工件限位在所述射线机头正下方。
26、进一步地,还包括设置于所述透照室内的x射线调整装置;
27、所述x射线调整装置能够在所述控制装置的控制下调节所述射线装置的焦距。
28、进一步地,所述射线源为周向棒阳极射线机;
29、所述探测器为平板探测器;
30、所述工件为具有中心孔的工件。
31、有益效果:
32、(1)x射线装置包括设置于防辐射装置内部的射线源和探测器,用于对工件进行x射线检测;流水线装置用于将工件从防辐射装置的外部传送进防辐射装置内部进行x射线检测,并将经x射线检测完的工件从防辐射装置的内部传出;控制装置能够控制x射线装置相对工件移动、控制防辐射装置的进料口和出料口打开/关闭,控制流水线装置传送工件。如此,实现了工件的自动化x射线检测,检测效率高,降低了生产成本。
33、(2)流水线装置呈矩形布局,其中一条横向滚筒流水线位于仿辐射装置的外部,用于对工件进行上料和下料,另一条横向流水线设置为皮带流水线,位于防辐射装置的内部,其余两条纵向流水线至少部分长度位于防辐射装置内部。如此,能够通过该矩形布局的流水线装置,连续地对工件进行x射线检测,进一步提高了检测效率。
34、(3)控制装置能够通过控制第一铅闸、第二铅闸、第三铅闸、第四铅闸交替打开/关闭,如此,能够使工件传送进防辐射装置时、在透照室内被x射线透照时,以及从防辐射装置传出时,均无x射线从防辐射装置内泄露,保证了整个x射线检测过程的安全性,而且也减少x射线对环境的污染。
35、(4)矩形布局的流水线装置的四个直角处设有皮带转弯机构,当工件运行到流水线装置的直角处时,控制装置控制皮带转弯机构中的皮带从滚筒之间的间隔升起,将工件抬起,并将工件从横向流水线传送至纵向流水线,完成工件的转弯,当完成一个工件的转弯后,皮带转弯机构中的皮带复位至滚筒下方,以对下一个工件进行转弯。如此,通过皮带转弯机构,使工件只有平移方向改变90°,工件自身并不发生旋转,进而使每一个工件被传送到检测工位时,其仍然能够保持上料时的角度,与x射线装置保持确定的相对位置,不再需要对工件与x射线装置的相对位置进行调整,进而使x射线装置对工件更快速地进行x射线检测。
36、(5)当工件托盘被传送至透照室时,升降式旋转装置将工件托盘抬起,并对工件进行旋转,如此,能够对圆筒状工件进行周向焊缝/裂纹的x射线检测。
37、(6)当工件托盘被传送至透照室时,升降式旋转装置升起,定位销插入定位销孔,以带动工件旋转,结构简单。
38、(7)工件托盘为方形托盘,且方形托盘的宽度与横向流水线、纵向流水线的宽度相等,如此,可以防止工件托盘在滚筒上转动,使工件的传送过程更加平稳,进而使工件托盘被传送到透照室后,定位销能够对准定位销孔。
39、(8)限位机构升起,能够对透照室内的工件托盘限位,使工件停在射线机头正下方,如此,加快了对工件自动化检测的速度,提升了检测效率。
- 还没有人留言评论。精彩留言会获得点赞!