一种自动焊机用放料检测机构的制作方法
1.本实用新型涉及自动焊机技术领域,尤其涉及一种自动焊机用放料检测机构。
背景技术:
2.自动焊机是建立在电动机控制技术、单片机控制技术、plc控制技术及数控制技术等基础上的一种自动焊接机器。然而现有的自动焊机用放料机构仍存在不足之处:由于工件放料操作较为繁琐,将工件码放在放料机构上需要人工直接参与,以实现工件焊接前的辅助组合定位处理,但是在实际操作过程中,由于工件放料以及定位均由人工来操作和把控,由于操作人员技术水平不一,同时随着工作时长的增加,操作人员将工件组合定位到放料机构上易存在放料错位及偏移的问题,从而导致后续到自动焊接操作存在异常,大大降低了工件组合焊接后到良品率。
技术实现要素:
3.本实用新型的目的在于:为了解决传统的自动焊机用放料机构,难以保证人工放料操作的精度,易导致工件组合焊接后良品率下降的问题,而提出的一种自动焊机用放料检测机构。
4.为了实现上述目的,本实用新型采用了如下技术方案:
5.一种自动焊机用放料检测机构,包括基座、固定在基座上端四个拐角处上的侧撑架、固定在侧撑架上端中部的定位插筒和固定在基座上端中部的中置托架及托板,四个所述侧撑架的内侧顶部位于定位插筒的下方均活动连接有滑扣,所述侧撑架和滑扣之间安装有螺旋挤压弹簧,四个所述滑扣之间固定连接有两个呈平行分布的横板,所述横板和中置托架之间设置有检测部。
6.作为上述技术方案的进一步描述:
7.所述检测部包括安装在横板中部且朝向中置托架的激光发射器、安装在中置托架内侧的导光盒、对称固定在导光盒左右两端且工作状态下与激光发射器同轴心的入光管、对称固定导光盒后端两侧的激光接收器、安装在导光盒内侧可将入光管激光折射到激光接收器的折光镜和可拆卸安装在导光盒的顶部的顶盖。
8.作为上述技术方案的进一步描述:
9.所述检测部还包括安装在中置托架前端顶部的控制器和从左至右安装在控制器前端底部的提示灯和警报器。
10.作为上述技术方案的进一步描述:
11.所述激光接收器的输出端与控制器的输入端电性连接,所述控制器的输出端与提示灯和警报器的输入端电性连接。
12.作为上述技术方案的进一步描述:
13.所述滑扣的左端和右端均固定连接有贯穿侧撑架的升降柱,所述侧撑架的左右两端上均开设有与升降柱相对应的升降槽。
14.作为上述技术方案的进一步描述:
15.所述侧撑架的顶部两侧对称固定连接有两个用于限制工件侧向偏移的限位架。
16.作为上述技术方案的进一步描述:
17.所述托板的顶部开设有用于限制工件侧向偏移的卡料槽。
18.综上所述,由于采用了上述技术方案,本实用新型的有益效果是:
19.本实用新型中,通过在侧撑架上设置了滑扣、横板、激光发射器和螺旋挤压弹簧,同时在中置托架上设置了导光盒、入光管、折光镜和激光接收器,当工件准确定位放置在侧撑架和中置托架之间时,工件上的螺钉便会通过定位插筒向下挤压滑扣,此时激光发射器便会向下运动,当螺钉定位准确后,激光发射器发射的激光便可与入光管同轴心,然后射入到导光盒内,在折光镜的作用下,激光便会折射到激光接收器上,当两个激光接收器均接收到激光信号时,则说明工件放料准确,这种结构可在操作人员人工放料到位后及时发出信号提醒操作人员,降低了操作人员的工作量,既提升了操作人员人工放料操作的定位精度,同时提升了工件组合焊接后到良品率。
附图说明
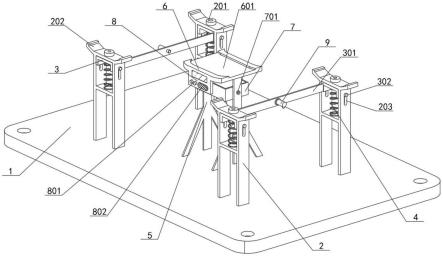
20.图1为本实用新型提出的一种自动焊机用放料检测机构的立体示意图;
21.图2为本实用新型的立体工作示意图;
22.图3为本实用新型中导光盒的立体拆解示意图。
23.图例说明:
24.1、基座;2、侧撑架;201、定位插筒;202、限位架;203、升降槽;3、滑扣;301、横板;302、升降柱;4、螺旋挤压弹簧;5、中置托架;6、托板;601、卡料槽;7、导光盒;701、入光管;702、顶盖;703、折光镜;8、控制器;801、提示灯;802、警报器;9、激光发射器;10、激光接收器。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
26.请参阅图1-3,本实用新型提供一种技术方案:一种自动焊机用放料检测机构,包括基座1、固定在基座1上端四个拐角处上的侧撑架2、固定在侧撑架2上端中部的定位插筒201和固定在基座1上端中部的中置托架5及托板6,四个侧撑架2的内侧顶部位于定位插筒201的下方均活动连接有滑扣3,侧撑架2和滑扣3之间安装有螺旋挤压弹簧4,四个滑扣3之间固定连接有两个呈平行分布的横板301,横板301和中置托架5之间设置有检测部。
27.具体的,如图1-3所示,检测部包括安装在横板301中部且朝向中置托架5的激光发射器9、安装在中置托架5内侧的导光盒7、对称固定在导光盒7左右两端且工作状态下与激光发射器9同轴心的入光管701、对称固定导光盒7后端两侧的激光接收器10、安装在导光盒7内侧可将入光管701激光折射到激光接收器10的折光镜703和可拆卸安装在导光盒7的顶部的顶盖702,检测部还包括安装在中置托架5前端顶部的控制器8和从左至右安装在控制
器8前端底部的提示灯801和警报器802,激光接收器10的输出端与控制器8的输入端电性连接,控制器8的输出端与提示灯801和警报器802的输入端电性连接,控制器8可接收激光接收器10传输过来的数据,并将数据进行分析和计算,从而控制提示灯801和警报器802进行相应的工作。
28.具体的,如图1和图2所示,滑扣3的左端和右端均固定连接有贯穿侧撑架2的升降柱302,侧撑架2的左右两端上均开设有与升降柱302相对应的升降槽203,升降柱302和升降槽203的设置,提升了滑扣3在侧撑架2上升降滑动调整的稳定性,侧撑架2的顶部两侧对称固定连接有两个用于限制工件侧向偏移的限位架202,限位架202的设置,提升了工件放置在侧撑架2上的稳定性和定位精度,托板6的顶部开设有用于限制工件侧向偏移的卡料槽601,卡料槽601的设置,提升了托板6和工件之间定位放置的稳定性和定位精度。
29.工作原理:使用时,将工件组合摆放在侧撑架2和中置托架5的托板6之间,工件放入后,工件上的螺钉便可向下通过定位插筒201挤压滑扣3向下运动,滑扣3便会向下挤压侧撑架2内的螺旋挤压弹簧4,此时横板301便可带动激光发射器9向下运动,当工件放置准确时,激光发射器9的发射的激光便会射入到入光管701内,激光便可在折光镜703的作用下折射到激光接收器10,当导光盒7上的两个激光接收器10均接收到激光信号时,则说明工件上的四个螺钉均定位准确,控制器8便会控制提示灯801和警报器802工作一段时间,提示灯801便会发出灯光信号,同时警报器802便会发出声音信号,从而提醒操作人员工件放料达标,便可进行后续的自动焊接操作。
30.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1