一种表磁全检仪的制作方法
1.本实用新型属于测试技术领域,尤其设计一种用于永磁材料的表面磁场强度全检的仪器。
背景技术:
2.钕铁硼永磁材料产品的磁技术性能参数包括:剩磁br、内禀矫顽力hcj、磁感应矫顽力hcb、磁能积(bh)max、退磁曲线方形度等。按照国家标准《gb/t3217-2001永磁(硬磁)材料磁性试验方法》要求,应采用闭路法测量永磁材料的技术磁参数,具体方法是在原材料毛坯、或标准样品(d10*10)状态下,使用磁性能检测装置实施测量。
3.目前,在实际生产中,大多利用特斯拉计检测磁体的表面磁场强度,但是在长时间的使用后发现,这种传统的检测方式,具有如下缺点:
4.1、取拿磁铁费劲,待测的磁铁是吸合在一起的,检测时要一个一个取下顺序测量,而永磁磁铁之间吸力与其面积成正比,稍大面积的磁铁拿取时都很费力;
5.2、小尺寸磁铁手持困难,检测时通常左手手持磁铁,右手拿着探头测量,小尺寸5x5mm以下尺寸磁铁手持极为不易;
6.3、检测点不易找准,表面磁场强度是定义为磁铁表面中心点的,手持测量头找磁铁的中心费时且不准。
7.所以现有的测量方法因其操作性不佳,效率低下,无法满足批量化产品的测试需求,并且其检测精度也无法保证,制约了企业的进一步发展。
技术实现要素:
8.本实用新型目的是为了克服现有技术的不足而提供一种能快速有效的将磁铁落入与霍尔元件的中心同心的测量工位,再由霍尔元件对磁铁的表面磁场强度进行检测,检测精准且快速,操作性强的表磁全检仪。
9.为达到上述目的,本实用新型采用的技术方案是:一种表磁全检仪,包括:
10.电路板,所述电路板上具有承载面;
11.吸附件,多行吸附件凸出的设于所述承载面上;
12.霍尔元件,设于所述吸附件内并与吸附件的中心对齐,且,所述霍尔元件与所述电路板相导通,用于检测磁铁的中心表面磁场强度;
13.盖板,所述盖板上具有第一表面,所述第一表面上具有适配吸附件的容纳腔,在容纳腔内开有与霍尔元件同心对齐的贯穿盖板设置的测量工位,所述测量工位的宽度比所述霍尔元件的宽;其中,所述吸附件设于所述容纳腔内;
14.被测磁铁条,由多个上下吸合的磁铁构成,且所述磁铁的厚度大于所述测量工位的高度;其中,当所述被测磁铁条在任意一行滑槽滑动时,从下到上的每个所述磁铁依次被吸附件吸附至对应的一行测量工位内。
15.进一步的,所述测量工位为一适配磁铁尺寸的通孔。
16.进一步的,还包括指示灯,每个所述测量工位的一侧均设有指示灯,所述指示灯与所述霍尔元件相连,用于通过绿灯和红灯来显示磁铁的表面磁场强度为合格/不合格。
17.进一步的,所述盖板上设有与第一表面相对设置的第二表面,所述第二表面上具有多行滑槽,每行吸附件对应的测量工位设于对应的每行滑槽内。
18.进一步的,所述测量工位的数量为四行,每行包括八个测量工位。
19.进一步的,还包括一铁棒,用于吸取测量工位中的不合格磁铁。
20.进一步的,所述吸附件为铁片。
21.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
22.本实用新型方案的表磁全检仪,在盖板上设置多行测量工位,利用测量工位的高度比磁铁厚度低的结构特点,使得被测磁铁条滑动到测量工位时,磁铁落入测量工位后被吸附件吸附并与霍尔元件自动中心对齐,从而快速有效的对多个磁铁的表面强度进行测试,检测精准速度快,检测效率是传统方法的十倍以上,整个过程操作方便流畅,符合大批量磁铁的检测,具有较高的实用性和推广价值。
附图说明
23.下面结合附图对本实用新型技术方案作进一步说明:
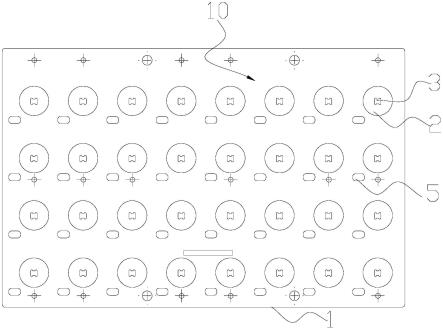
24.图1为本实用新型一实施例中电路板的主视图;
25.图2为本实用新型一实施例中盖板的主视图;
26.图3为本实用新型一实施例中盖板的后视图;
27.图4为本实用新型一实施例中被测磁条滑动至一个测量工位时的局部剖视图;
28.其中:电路板1、吸附件2、霍尔元件3、盖板4、指示灯5、被测磁条6、测量工位10、磁铁60、容纳腔400、测量工位401。
具体实施方式
29.下面结合具体实施例对本实用新型作进一步的详细说明。
30.本实用新型的表磁全检仪,将多个被测的磁铁20上下吸合为直线状的被测磁条6,然后将被测磁铁条6横向滑动至一行的测量工位10内,利用测量工位的高度比磁铁的厚度低的结构特点,将每个磁铁依次滑动到对应的测量工位401内被吸附件2吸附,再利用与磁铁中心对齐的霍尔元件进行磁铁表面磁场强度的检测,检测过程精准快速有效。
31.参阅图1-3,本实用新型一实施例所述的一种表磁全检仪,包括电路板1、吸附件2、霍尔元件3和盖板4;电路板1呈长方形状,在电路板1上具有承载面10,用于承载本全检仪的相关部件,承载面10上一共设置了四行凸出设置的吸附件2,每行吸附件2包括八个等距离分布的吸附件2,本实施例中的吸附件2为一铁片。
32.霍尔元件3通过粘合胶设置在吸附件2的中心处,并且霍尔元件3与吸附件2同心对齐;每个霍尔元件3均与电路板1相导通,霍尔元件3用于检测磁铁60的中心表面磁场强度。
33.参阅图2-3,盖板4上具有第一表面40,在第一表面40上具有适配吸附件2的容纳腔400,在容纳腔400内开有与霍尔元件3同心对齐的贯穿盖板4设置的测量工位401,本实施例中的测量工位401为一适配磁铁60尺寸大小的通孔,只是测量工位401的高度低于磁铁60的厚度,这样磁铁就能落入到测量工位401内。
34.当磁铁60落入测量工位401位于霍尔元件3上方时,由于测量工位401的宽度比霍尔元件的宽,这样吸附件2的两端可以吸附住磁铁60,从而将磁铁60固定在霍尔元件上,然后利用霍尔元件3检测磁铁60的中心表面磁场强度。
35.另外,可以通过更换不同测量工位401大小的盖板1,实现不同尺寸大小磁铁60的检测。
36.实际安装时,将盖板4的第一表面40与电路板1的承载面10上下贴合,这样吸附件2就卡设在容纳腔400内,同时霍尔元件3往上对应在测量工位401内,并且霍尔元件3与测量工位401也是同心设置。
37.另外,在盖板4上还具有第二表面41,在第二表面41上具有多行滑槽410,每行滑槽410开设在对应的每行测量工位401内,从而方便被测磁条6在滑槽410内进行滑动。
38.本实施例的被测磁铁条6,由多个上下吸合的磁铁60构成,并且磁铁60厚度大于测量工位401的高度,从而使得磁铁60在滑过测量工位401时,可以被限位在测量工位401内,然后由吸附件2吸附。
39.参阅图4,实际工作时,当被测磁铁条6在一行测量工位401对应的滑槽410内进行横移时,最底部的磁铁6滑至第一个测量工位401内,然后由吸附件2将磁铁60吸附住,接着被测磁铁条6继续横移时,由于磁铁60的厚度大于测量工位401的高度,并且吸附件2将磁铁60吸附住,这样落入测量工位401的磁铁60就与被测磁铁条6分离,其余的被测磁铁条6继续滑至另一个测量工位401内继续进行下一个磁铁60的分离,这样就不会因为磁铁60小而不便对其分离,也不用人工去抓取。
40.当磁铁60放置入测量工位401时,磁铁60就自动与霍尔元件3的中心对齐,而不必再进行人工对齐,检测方便省力。
41.另外,在盖板4上的每个测量工位401的一侧均设置了一个指示灯5,指示灯5与霍尔元件3相连,用于当霍尔元件3检测好磁铁60的表面磁场强度后,分别以红色代表不合格,绿色代表合格来进行实时的显示,便于操作人员对合格品和不合格品进行快速区分。
42.作为进一步的优选实施例,还包括一铁棒(图中未示出),这样当整个盖板4内的磁铁60检测完毕后,人工利用铁棒将测量工位401内不合格的磁铁60取出,方便实用。
43.实际的操作流程如下:
44.人工将被测磁铁条在最上面的滑槽内从左侧向右滑动,当滑动至第一个测量工位内时,最底部的磁铁被吸附件吸附留在测量工位内,然后被测磁铁条继续往右滑动,这样最底部的磁铁就再次被限位吸附在第一个测量工位内,重复上述操作,在第一行的测量工位内均吸附有磁铁;然后重复操作,在第二至第四行的测量工位内也吸附有磁铁。
45.接着,通过霍尔元件对测量工位内磁铁的表面磁场强度进行检测,检测结束后,合格品的指示灯显示绿色,不合格品的指示灯显示红色。
46.最后,不合格品通过铁棒依次吸出即可,而合格品则通过其它的已经检测合格的磁铁条进行吸出。
47.在本实施例中测量的是四行八个测量工位内的三十二个磁铁,当然也可以设置五行十个、任意行数的任意个数的测量工位,测量工位的数量可以根据实际的生产需求进行适用性的调整,而不限于本实施例的三十二个。
48.本实用新型的表磁全检仪,在盖板上设置多行测量工位,利用测量工位的高度比
磁铁厚度低的结构特点,使得被测磁铁条滑动到测量工位时,磁铁落入测量工位后被吸附件吸附并与霍尔元件自动中心对齐,从而快速有效的对多个磁铁的表面强度进行测试,检测精准速度快,检测效率是传统方法的十倍以上,整个过程操作方便流畅,符合大批量磁铁的检测,具有较高的实用性和推广价值。
49.以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本实用新型权利保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1