用于孔径自动化测量的浮动检测装置的制作方法
1.本实用新型属于机械配件加工领域,具体涉及一种用于孔径自动化测量的浮动检测装置。
背景技术:
2.在机械精密加工行业,例如汽车零部件生产、冷机制造、机床等行业中,需要大批量的生产很多种具有内孔的圆盘式工件,这些圆盘式工件有很高的精度要求,制造完成后需要测量工件的内径参数、形状和位置误差。对于测深孔内径、小孔内径、窄槽宽度等参数,采用一般的机械量具和测量仪很难测量到位,通常采用气动测量仪进行测量;气动测量仪是根据流体静力学和流体动力学原理,用压缩空气作介质,对长度尺寸进行测量的装置,其优点在于可以实现非接触式测量,例如测量圆孔内径,可将气动测量仪的测量头伸入圆孔内,测量头与圆孔内壁之间无接触,气动测量仪将长度信号转化为气流信号,从而得到圆孔的内壁参数。但是气动测量仪需要操作者手动测量,只能适用于工件的小批量测量,而且手持测量伸入时无法保证工件和测量头的同心度,测量头可能会碰到工件产生划伤,容易出现测量不准或卡死的现象,不适合大批量工件的全自动生产测量需求。
技术实现要素:
3.针对上述问题和技术需求,本实用新型提供一种用于孔径自动化测量的浮动检测装置,能对圆盘式工件的内径进行自动化测量,检测灵敏,测量精度高,稳定性好。
4.本实用新型的技术方案如下:用于孔径自动化测量的浮动检测装置,包括机架,机架上设有检测台,检测台上设有夹持座和浮动检测装置,夹持座设置在浮动检测装置下方,浮动检测装置能够沿z轴升降运动;夹持座能夹住工件,使工件的内孔对着上方的浮动检测装置,所述浮动检测装置包括z轴连接板、x轴滑轨、第一滑块、y轴滑轨、第二滑块和测量头,x轴滑轨固定设在z轴连接板上,第一滑块滑动连接在x轴滑轨上,第一滑块下方固定连接y轴滑轨,第二滑块滑动连接在y轴滑轨上,测量头固定连接在第二滑块下方,所述测量头在x轴、y轴和z轴方向滑动调节,对准插入下方的工件内孔进行内径测量。
5.本方案中,检测台必须与外部的机械手配合来对工件进行内径测量,测量头沿z轴升降,以便于工件的取放,机械手将工件放入夹持座中夹紧后,测量头分别在x轴和y轴方向上浮动调节,以期与工件内孔保持同心对准,然后再将测量头下降伸入工件内孔中时,能保证工件和测量头之间无接触,避免工件划伤或测量头卡住,获得更好的测量效果。
6.进一步的,所述x轴滑轨的两端对称设有挡板,挡板之间通过平行于x轴的第一长杆连接,且第一长杆穿过第一滑块,第一滑块两侧的第一长杆上各套设有两个弹簧,弹簧两端分别抵在挡板和第一滑块上。
7.进一步的,所述第一滑块的侧面设有凸块一,第二滑块的上表面设有凸块二,凸块一上固定连接有与y轴平行的第二长杆,第二长杆从凸块二中穿过,第二长杆上套设有弹簧,弹簧两端分别与凸块一和凸块二连接。
8.上述方案中,第一滑块在x轴方向滑动调节,第二滑块在y轴方向滑动调节,当一次测量完成,测量头上升脱离工件后,撤去外力时,在弹簧的作用下,第一滑块和第二滑块得以快速回弹复位至初始状态,预备进行下一次测量。
9.进一步的,所述检测台上还设有滑台和y1轴滑轨,滑台滑动连接在y1轴滑轨上,夹持座固定设置在滑台上,夹持座随着滑台在浮动检测装置的正下方和斜前方之间做往复运动,其中浮动检测装置正下方为检测位置,浮动检测装置斜前方为工件装夹位置。当滑台滑动到y1轴滑轨前段时,夹持座离开浮动检测装置,此时夹持座上方无设备,外部机械手能自由的对夹持座取放工件,不会发生设备干涉;装夹完成后,滑台向y1轴滑轨的后段滑动,使夹持座移动到浮动检测装置的正下方位置,便于测量头对准工件,进行检测。
10.进一步的,所述夹持座为固定安装在滑台上的三爪气缸。
11.进一步的,所述滑台上方设有z轴滑行支架,z轴连接板滑动连接在z轴滑行支架上,z轴连接板带动浮动检测装置沿z轴运动。
12.进一步的,所述滑台两侧还设有一组光电感应器,当滑台带动夹持座在y轴移动时,光电感应器能感应到夹持座上工件装夹情况。光电感应器感应到夹持座是否装夹有工件,来判断是否需要向夹持座中装载或取下工件,以此来控制外部机械手的取放动作。
13.进一步的,所述滑台正前方设有一个正对着滑台的距离传感器,距离传感器能检测到滑台在y1轴滑轨上的移动距离。距离传感器控制滑台的位移,使夹持座能到达准确的对准位置。
14.与现有技术相比,本实用新型的有益效果是:本实用新型浮动检测装置用于圆盘式工件的内孔测量,在检测时,能够在x轴和y轴进行微调,使测量头和工件内孔尽可能的保持同心度一致,减少对准误差,当测量头下降时能准确避开工件的孔壁,插入孔内进行无接触测量,这种测量方式能够避免划伤工件,防止测量头卡死,具有更精确的测量效果;此外,在一次测量完成后,测量头能在x轴和y轴方向上迅速回弹复位,整个测量过程自动化程度高,适合对大批量的工件进行全自动检测,具有检测灵敏,检测效率高,节省人工的优点。
附图说明
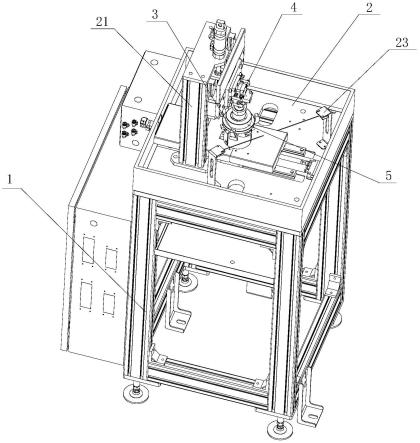
15.图1为本实用新型的整体结构图;
16.图2为本实用新型中检测台上的各部件分布图;
17.图3为本实用新型中浮动检测装置和夹持座的配合图;
18.图4为本实用新型中浮动检测装置的结构图;
19.图中标记为:机架1、检测台2、z轴滑行支架21、y1轴滑轨22、滑台221、光电感应器23、距离传感器24、夹持座3、浮动检测装置4、z轴连接板41、x轴滑轨42、挡板421、第一滑块43、第一长杆431、弹簧432、凸块一433、y轴滑轨44、第二滑块45、第二长杆451、弹簧452、凸块二453、测量头46、工件5。
具体实施方式
20.下面结合附图和实施例对本实用新型做进一步的描述。
21.如图1-4所示为本实用新型用于孔径自动化测量的浮动检测装置,包括机架1,机架1上设有检测台2,检测台2上设有夹持座3和浮动检测装置4,检测台上还设有滑台221和
y1轴滑轨22,滑台221滑动连接在y1轴滑轨22上,夹持座3固定设置在滑台221上,夹持座3随着滑台221在浮动检测装置4的正下方和斜前方之间做往复运动,其中浮动检测装置4正下方为检测位置,浮动检测装置斜前方为工件装夹位置。
22.所述滑台22上方设有z轴滑行支架21,z轴连接板41滑动连接在z轴滑行支架21上,z轴连接板41带动浮动检测装置4沿z轴运动;所述浮动检测装置4包括z轴连接板41、x轴滑轨42、第一滑块43、y轴滑轨44、第二滑块45和测量头46,x轴滑轨42固定设在z轴连接板41上,第一滑块43滑动连接在x轴滑轨44上,第一滑块43下方固定连接y轴滑轨44,第二滑块45滑动连接在y轴滑轨44上,测量头46固定连接在第二滑块45下方,所述测量头46在x轴、y轴和z轴方向滑动调节。
23.所述夹持座3设置在浮动检测装置4下方,夹持座3能夹住工件,使工件5的内孔对着上方的浮动检测装置4,对准插入下方的工件内孔进行内径测量,在一个优选的实施例中,所述夹持座3为固定安装在滑台22上的三爪气缸。
24.所述x轴滑轨42的两端对称设有挡板421,挡板421之间通过平行于x轴的第一长杆431连接,且第一长杆431穿过第一滑块43,第一滑块43两侧的第一长杆431上各套设有两个弹簧432,弹簧432两端分别抵在挡板421和第一滑块43上。所述第一滑块43的侧面设有凸块一433,第二滑块45的上表面设有凸块二453,凸块一433上固定连接有与y轴平行的第二长杆451,第二长杆451从凸块二453中穿过,第二长杆451上套设有弹簧452,弹簧452两端分别与凸块一433和凸块二453连接。
25.所述滑台221两侧还设有一组光电感应器23,当滑台221带动夹持座3在y1轴轨道22上移动时,光电感应器23能感应到夹持座3上工件5装夹情况。所述滑台221正前方设有一个正对着滑台221的距离传感器24,距离传感器24能检测到滑台221在y1轴轨道上的移动距离。
26.本装置的检测过程:滑台221带着未装夹工件的夹持座3滑动到y1轴轨道22的前段,外部机械手将工件5装入夹持座3中,滑台221两侧的光电感应器23感应到夹持座3中装有工件5后,控制夹持座5夹紧工件5,三爪气缸向内收拢固定好工件,滑台221向y1轴轨道22后段滑动,使夹持座3移动到浮动检测装置4的正下方;测量头46沿x轴和y轴调节,将测量头46调整至和工件内孔同心度一致,测量头46沿z轴下降伸入工件内孔中,测量头46对孔径进行测量,测量完成后,测量头46上升离开工件内孔,在弹簧432作用下第一滑块43沿x轴回弹复位,在弹簧452作用下第二滑块45沿y轴回弹复位,测量头46回到初始位置;滑台221再次滑向y1轴轨道22的前段,三爪气缸松开工件,外部机械手取下工件。
27.以上所述,仅为本实用新型较佳的几个实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,可轻易想到的变化和替换,都应涵盖在本实用新型的保护范围内。因此,本实用新型的保护范围应该以权利要求书的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1