一种烟支滤嘴内部塑料件缺陷检测装置的制作方法
1.本实用新型涉及香烟质量检测技术领域,具体涉及一种烟支滤嘴内部塑料件缺陷检测装置。
背景技术:
2.为了控制卷烟的焦油含量,同时又能满足吸食口感,卷烟企业一般采用新颖的工艺加工香烟滤嘴的复合滤棒,也就是在普通长度的烟嘴滤棒中,增加两节甚至多节不同材质的滤棒组合成新的烟嘴滤棒,同时保持烟嘴滤棒的长度,并作为新的烟嘴滤棒使用,以通过这种烟嘴滤棒的组合来达到控制卷烟的焦油含量的同时,又能满足吸食口感。
3.如图3所示,烟支一般包括滤嘴段610和燃烧段620;其中,多元滤棒复合而成的滤嘴段610包括依次设置的第一丝束段611、塑料件612和第二丝束段613。在实际生产过程中,滤嘴段存在塑料件缺失或塑料件缺位的现象,但现有烟支检测工艺却无法准确的将具有塑料件缺陷的烟支剔除,进而影响了香烟质量。
技术实现要素:
4.有鉴于此,本实用新型的目的在于提供一种烟支滤嘴内部塑料件缺陷检测装置,以解决现有香烟质量检测工艺无法检测出香烟滤嘴段存在塑料件缺陷的技术问题。
5.本实用新型所采用的技术方案为:一种烟支滤嘴内部塑料件缺陷检测装置,包括:
6.烟支输送模块,所述烟支输送模块用于将待检测烟支输送至检测工位;
7.激光照射模块,所述激光照射模块设置于所述检测工位一侧,用于沿所述待检测烟支轴线方向向所述检测工位的所述待检测烟支照射检测光束,所述检测光束可在所述待检测烟支的滤嘴段丝束中形成光带;
8.图像采集模块,所述图像采集模块设置于所述检测工位上方,用于采集所述检测工位的所述待检测烟支的实时光带图;
9.图像比对模块;所述图像比对模块与所述图像采集模块电连接,用于接收所述图像采集模块采集的所述实时光带图,并将所述实时光带图与标准光带图比对;
10.输出模块,所述输出模块与所述图像比对模块电连接,用于输出所述实时光带图与所述标准光带图比对结果。
11.优选的,所述烟支输送模块包括鼓轮、编码器和驱动电机,所述鼓轮与所述驱动电机的动力输出轴传动连接,用于带动所述待检测烟支转动至所述检测工位;所述编码器设置在所述动力输出轴上,用于检测所述动力输出轴的转速。
12.优选的,所述激光照射模块包括红外激光发射器,所述红外激光发射器用于向所述检测工位的所述待检测烟支照射红外激光光束。
13.优选的,所述图像采集模块包括工业相机,所述工业相机的拍照速度与所述待检测烟支的输送速度相等,以使所述工业相机对转动至所述检测工位,并与所述激光照射模块正对的所述待检测烟支进行拍照。
14.优选的,所述图像比对模块包括工控机,所述工控机分别与烟支输送模块、激光照射模块、图像采集模块和输出模块电连接。
15.优选的,所述输出模块包括用于将检测到的具有塑料件缺陷烟支剔除的剔除单元。
16.优选的,所述输出模块还包括起警示作用的报警灯。
17.优选的,所述输出模块还包括用于展示所述实时光带图与所述标准光带图的显示器。
18.本实用新型的有益效果:
19.本实用新型先通过烟支输送模块将待检测烟支依次输送至检测工位,再通过激光照射模块对检测工位的待检测烟支射出检测光束,利用检测光束可在待检测烟支的滤嘴段丝束中形成光带,且不能通过塑料件的原理,同时配合图像采集模块获取检测工位的待检测烟支的实时光带图,并在图像比对模块中将采集的实时光带图与标准光带图进行比对,进而确定待检测烟支是否存在塑料件缺陷并输出,可快速准确的检测出具有塑料件缺失和缺位缺陷的烟支,保证烟支生产质量。
附图说明
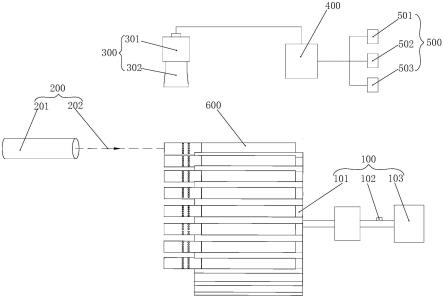
20.图1为本实用新型的烟支滤嘴内部塑料件缺陷检测装置的结构示意图;
21.图2为本实用新型的烟支滤嘴内部塑料件缺陷检测装置的原理图;
22.图3为待检测烟支的结构示意图。
23.图中附图标记说明:
24.100、烟支输送模块;
25.101、鼓轮;102、编码器;103、驱动电机;
26.200、激光照射模块;
27.201、红外激光发射器;202、检测光束;
28.300、图像采集模块;
29.301、工业相机;302、镜头;
30.400、图像比对模块;
31.500、输出模块;
32.501、剔除单元;502、报警灯;503、显示器;
33.600、待检测烟支;
34.610、滤嘴段;611、第一丝束段;612、塑料件;613、第二丝束段;620、燃烧段。
具体实施方式
35.下面结合附图对本实用新型的具体实施方式作进一步详细说明。这些实施方式仅用于说明本实用新型,而并非对本实用新型的限制。
36.在本实用新型的描述中,需要说明的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解
为对本实用新型的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
37.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
38.此外,在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
39.实施例,如图1-图3所示,一种烟支滤嘴内部塑料件缺陷检测装置,用于检测烟支的滤嘴段610是否存在塑料件缺陷;该检测装置包括:
40.一烟支输送模块100,该烟支输送模块100用于将多个待检测烟支600依次输送至检测工位。
41.一激光照射模块200,该激光照射模块200设置于检测工位一侧,用于沿待检测烟支600轴线方向向检测工位的待检测烟支600照射检测光束202,该检测光束202可在待检测烟支600的滤嘴段610丝束中形成光带。
42.一图像采集模块300,该图像采集模块300设置于检测工位上方,用于采集输送至检测工位的待检测烟支600的实时光带图。
43.一图像比对模块400;该图像比对模块400与图像采集模块300电连接,用于接收图像采集模块300采集的实时光带图,并将实时光带图与预先设置的标准光带图比对;
44.一输出模块500,该输出模块500与图像比对模块400电连接,用于输出实时光带图与标准光带图的比对结果。
45.本技术先通过烟支输送模块100将待检测烟支600依次输送至检测工位,再通过激光照射模块200向检测工位的待检测烟支600射出检测光束202,利用检测光束202可在待检测烟支600的滤嘴段610丝束中形成光带,且检测光束202不能通过塑料件612的原理,同时配合图像采集模块300获取检测工位的待检测烟支600的实时光带图,并在图像比对模块400中将采集的实时光带图与标准光带图进行比对,进而确定待检测烟支600是否存在塑料件缺陷并输出,可快速准确的检测出具有塑料件缺失和缺位缺陷的烟支,进而保证烟支的生产质量。
46.在一具体实施例中,如图1所示,烟支输送模块100包括鼓轮101、编码器102和驱动电机103,鼓轮101通过传动机构与驱动电机103的动力输出轴传动连接,以通过驱动电机103的动力输出轴的转动,带动鼓轮101转动,进而带动鼓轮101上的待检测烟支600依次转动至检测工位;其中,检测工位是指待检测烟支600随鼓轮101转动的最高位置;编码器102固定设置在驱动电机103的动力输出轴上,用于检测动力输出轴的转速,且编码器102与图像比对模块400电连接,图像比对模块400可根据驱动电机103的动力输出轴的转速计算出鼓轮101的转速,鼓轮101的转速等于待检测烟支600的输送速度,也就是烟支生产速度。如此设置,是因为:鼓轮101和驱动电机103均为烟支生产线现有设备,在对现有烟支生产线进行改造时,只需要在驱动电机103的动力输出轴上安装编码器102即可完成对烟支输送模块100的改造,极大的降低了装置制造成本。
47.在一具体实施例中,如图1所示,激光照射模块200包括红外激光发射器201,该红
外激光发射器201沿烟支输送模块100的鼓轮101的轴线方向,设置于鼓轮101的一侧,且红外激光发射器201与检测工位位置正对,使得红外激光发射器201射出的检测光束202,可准确的射入随鼓轮101转动至检测工位的待检测烟支600,并在待检测烟支600的滤嘴段610的第一丝束段611中形成光带。如此设置,是因为:红外激光可穿过烟用丝束中,并在丝束中形成亮斑,但红外激光不能穿透塑料件,所以,通过对待检测烟支600的滤嘴段610中光带的长度和位置进行比较,可准确确定烟支是否存在塑料件缺陷。
48.在一具体实施例中,如图1所示,图像采集模块300包括工业相机301,该工业相机上设有相机镜头302,并位于检测工位的正上方,且工业相机301的拍照速度与待检测烟支600的输送速度相等,以使工业相机301对转动至检测工位,并与激光照射模块200正对的待检测烟支600进行拍照,进而获得待检测烟支600的实时光带图。如此设置,是因为:要获得待检测烟支600的实时光带图,需满足两个条件,一是将检测光束202射入待检测烟支600的滤嘴段610,并形成光带;二是使用工业相机301准确捕捉待检测烟支600的实时光带图。所以,将工业相机301设置在检测工位的正上方,并将工业相机301的拍照速度设置成与待检测烟支600的输送速度相等后,可使待检测烟支600随烟支输送模块100的鼓轮101转动至检测工位后,激光照射模块200射出的检测光束202射入待检测烟支600的滤嘴段610,并在滤嘴段610中形成光带,同时,工业相机301自动对待检测烟支600的滤嘴段610的光带进行拍照,准确采集每个待检测烟支600的实时光路图。
49.在一具体实施例中,如图1所示,图像比对模块400包括工控机,该工控机与烟支输送模块100电连接,用于获取待检测烟支600的输送速度;该工控机与激光照射模块200电连接,用于控制激光照射模块200向输送至检测工位的待检测烟支600射出检测光束202;该工控机与图像采集模块300电连接,用于获取图像采集模块300采集到的实时光带图;该工控机与输出模块500电连接,用于将待检测烟支600的实时光带图与标准光带图的比对结果发送至输出模块500。如此设置,是因为:工控机为烟支生产线原有设备,利用工控机对烟支输送模块100、激光照射模块200、图像采集模块300和输出模块500控制,可降低烟支生产线的改造成本。
50.在一具体实施例中,如图1所示,输出模块500包括用于将检测到的具有塑料件缺陷烟支剔除的剔除单元501。其中,剔除单元501为烟支生产线现有设备,在次不再一一赘述。
51.优选的,该输出模块500还包括起警示作用的报警灯502。如此设置,是因为:当检测出待检测烟支600有塑料件缺陷时,通过报警灯502的警示作用,可以警示生产人员及时将生产线上的有塑料件缺陷的烟支剔除,同时也可以警示生产人员观察剔除单元501是否准确的将具有塑料件缺陷的烟支剔除。
52.更优选的,该输出模块500还包括用于展示实时光带图与标准光带图的显示器503。如此设置,是因为:通过对实时光带图和标准光带图的显示,便于观察具有塑料件缺陷的烟支的缺陷类型,为生产人员调整烟支生产线提供可靠依据。
53.本实用新型的检测装置的工作过程如下:
54.编码器102安装于驱动鼓轮101转动的驱动电机103的动力输出轴上,当卷烟机设备运行时,该编码器102给检测装置的工控机发送驱动电机103运行的实时转速,工控机根据接收到编码器102的速度,计算出烟支的实时生产速度(输送速度),同时依据烟支的实时
生产速度发出控制指令,控制红外激光发射器201和工业相机301同时工作,鼓轮101上的烟支转动至工业相机301正下方时,红外激光发射器201向烟支射出红外激光,同时工业相机301对待检测烟支600的滤嘴段610进行实时拍照,并将拍到照片上传给工控机,工控机先对烟支的实时光带图进行处理,然后将实时光带图中的光带位置和光带长度与工控机内预先设置的标准光带图进行比对并得出结果,当检测处理的结果是异常时,工控机分两路输出,一路输出给报警灯502报警,一路输出给剔除单元501。
55.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1