车辆密封堵孔检测系统的制作方法
1.本实用新型涉及及车辆工艺孔密封检测技术领域,特别涉及一种车辆密封堵孔检测系统。
背景技术:
2.目前车辆在制造过程中,为满足焊接、涂装和总装等工艺需求,车身的特定位置会设计特殊的工艺孔,在一些车型生产中,整车的工艺孔多达200 多个,这些孔在不同的工艺环节需要被封堵,否则会对汽车的防水、防尘、防腐蚀和降噪带来不利影响。
3.在目前的车辆制作工艺下,这些工艺孔基本都需要安装胶塞部品进行堵塞,然后在后工序由人工进行点检确认,防止胶塞部品的漏装,由于对车辆的工艺孔是否安装胶塞部品,均是由人工肉眼进行检查,人工劳动负荷比较大,车辆密封堵孔检测技术的智能性不足,同时采用人工肉眼检查的漏检风险大,经常漏装胶塞部品,进而使不良品质的车辆流入市场,严重影响了车辆的使用性能和产品口碑。
技术实现要素:
4.本实用新型的主要目的是提出一种车辆密封堵孔检测系统,旨在解决车辆的工艺孔经常漏装胶塞部品的技术问题。
5.为实现上述目的,本实用新型提出一种车辆密封堵孔检测系统,所述车辆密封堵孔检测系统包括:
6.漏装识别装置,所述漏装识别装置用于识别车辆的工艺孔是否漏装胶塞;
7.预警装置,用于输出预警提示信息;
8.plc(programmable logic controller,可编程逻辑控制器)控制装置,所述plc控制装置分别与所述漏装识别装置和所述预警装置电连接,所述plc 控制装置用于接收到所述漏装识别装置输入的胶塞漏装信号时,控制所述预警装置输出预警提示信息。
9.可选地,所述车辆密封堵孔检测系统设于胶塞漏装检测工段,所述车辆密封堵孔检测系统包括车种识别装置,所述车种识别装置与所述plc控制装置电连接,
10.所述车种识别装置设于所述胶塞漏装检测工段的前置位,所述车种识别装置用于识别车辆对应的车型信息,所述漏装识别装置设于所述胶塞漏装检测工段的后置位。
11.可选地,所述车辆密封堵孔检测系统还包括抱具和导轨,所述抱具与所述导轨滑动连接,所述plc控制装置与所述抱具电连接,所述plc控制装置用于控制所述抱具抱持车辆在所述导轨上的延伸方向滑动,所述导轨固定设置于所述胶塞漏装检测工段。
12.可选地,所述车辆密封堵孔检测系统还包括车体到位感应装置,所述车体到位感应装置与所述plc控制装置电连接,所述车体到位感应装置设于所述后置位,所述车体到位感应装置用于检测所述车辆是否移动至所述后置位的预设固定位。
13.可选地,所述车体到位感应装置为电感式接近传感器。
14.可选地,所述车种识别装置为射频识别读取器,所述射频识别读取器用于读取车
辆上的携带有车型信息的电子标签。
15.可选地,所述车种识别装置为扫码器,所述扫码器用于读取车辆上的携带有车型信息的条形码。
16.可选地,所述预警装置为蜂鸣喇叭和/或报警指示灯。
17.可选地,所述漏装识别装置为相互电连接的光电测距传感器和第一处理芯片,所述光电测距传感器用于检测所述漏装识别装置到所述工艺孔的距离,以供所述第一处理芯片根据所述距离,识别车辆的工艺孔是否漏装胶塞。
18.可选地,所述漏装识别装置为相互电连接的摄像头和第二处理芯片,所述摄像头用于拍摄所述工艺孔所在区域的图像,以供所述第二处理芯片根据所述图像,识别车辆的工艺孔是否漏装胶塞。
19.本实用新型通过将车辆密封堵孔检测系统设置为漏装识别装置、预警装置和plc控制装置,并基于plc控制装置分别与漏装识别装置和预警装置电连接的连接关系,从而可自动识别车辆的工艺孔是否漏装胶塞,替代人工二次品质确认的作业,杜绝了人工确认作业的点检失误现象,进而消除了工艺孔漏装胶塞导致车辆品质降低的情况,提高了对工艺孔漏装胶塞进行检测的效率和识别率,对于漏装识别装置识别出的存在漏装胶塞的工艺孔,通过预警装置进行报警处理,从而便于提醒工作人员采取进一步的复核修补工作,以确保胶塞部件正确安装至所有工艺孔,有效提高了车辆相关工艺孔胶塞安装作业的品质,消除了工艺孔漏装胶塞部品的风险,降低了人工成本,提升了生产效益,克服了车辆的工艺孔经常漏装胶塞部品的技术问题。
附图说明
20.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
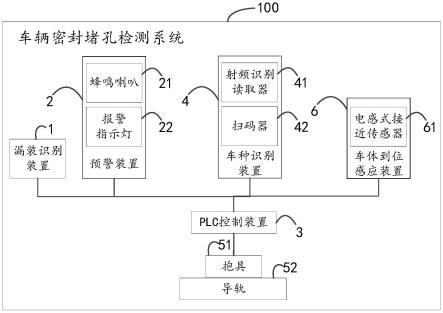
21.图1为本实用新型一实施例中车辆密封堵孔检测系统的硬件结构示意图;
22.图2为本实用新型一实施例中漏装识别装置的硬件结构示意图;
23.图3为本实用新型另一实施例中漏装识别装置的硬件结构示意图;
24.图4为本实用新型一实施例中车辆密封堵孔的检测场景示意图。
25.附图标号说明:
[0026][0027][0028]
本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
[0029]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0030]
需要说明,若本实用新型实施例中有涉及方向性指示(诸如上、下、左、右、前、后
……
),则该方向性指示仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0031]
另外,若本实用新型实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
[0032]
本实用新型中对“上”、“下”、“左”、“右”等方位的描述以图1所示的方位为基准,仅用于解释在图1所示姿态下各部件之间的相对位置关系,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0033]
在目前的车辆制作工艺下,这些工艺孔基本都需要安装胶塞部品进行堵塞,然后在后工序由人工进行点检确认,防止胶塞部品的漏装,由于对车辆的工艺孔是否安装胶塞部品,均是由人工肉眼进行检查,人工劳动负荷比较大,车辆密封堵孔检测技术的智能性不足,同时采用人工肉眼检查的漏检风险大,经常漏装胶塞部品,进而使不良品质的车辆流入市场,严重影响了车辆的使用性能和产品口碑。
[0034]
基于此,本实用新型实施例提出一种车辆密封堵孔检测系统100。
[0035]
请参照图1至图3,车辆密封堵孔检测系统100包括漏装识别装置1、预警装置2和plc(programmable logic controller,可编程逻辑控制器)控制装置3,漏装识别装置1用于识别车辆的工艺孔是否漏装胶塞;预警装置2用于输出预警提示信息;plc控制装置3分别与漏装识别装置1和预警装置2 电连接,plc控制装置3用于接收到漏装识别装置1输入的胶塞漏装信号时,控制预警装置2输出预警提示信息。
[0036]
在本实施例中,示例性地,预警装置2为蜂鸣喇叭21和/或报警指示灯 22。
[0037]
作为一种示例,漏装识别装置1为相互电连接的光电测距传感器11和第一处理芯片12,光电测距传感器11用于检测漏装识别装置1到工艺孔的距离,以供第一处理芯片12根据距离,识别车辆的工艺孔是否漏装胶塞。
[0038]
在一实施例中,该光电测距传感器11可为红外测距传感器。在另一实施例中,该光电测距传感器11可为激光测距传感器。
[0039]
可知的是,目前在车辆制造过程中,基本要对车体底盘进行相关工艺孔的胶塞堵孔,由于需要人工安装胶塞及后工序的人工点检作业,在这个过程很容易出现前工序人员漏装,后工序人员漏点检的现象,从而使不良品质的车辆流入市场,导致车辆漏水事件频发,严重影响了车辆的使用性能和产品口碑。而本实施例可基于车辆的工艺孔在安装胶塞前和安装胶塞后与漏装识别装置1之间的距离变化原理,来检测车辆的工艺孔是否漏装胶塞。容易理解的是,车辆的工艺孔在安装胶塞后相距漏装识别装置1的距离,相比于安装胶塞前相距漏装识别装置1的距离更近(减少的距离即为胶塞的长度),因此,本实施例可通过将漏装识别装置1设置为相互电连接的光电测距传感器11和第一处理芯片12,光电测距传感器11用于检测漏装识别装置1到工艺孔的距离,以供第一处理芯片12根据距离,识别车辆的工艺孔是否漏装胶塞,从而更加。
[0040]
进一步地,该漏装识别装置1的产品型号为lr-tb2000。
[0041]
作为另一种示例,漏装识别装置1为相互电连接的摄像头13和第二处理芯片14,摄像头13用于拍摄工艺孔所在区域的图像,以供第二处理芯片14 根据图像,识别车辆的工艺孔是否漏装胶塞。
[0042]
本实施例基于车辆的工艺孔在安装胶塞前和安装胶塞后的图像会存在差异或者变化的原理,通过将漏装识别装置1为相互电连接的摄像头13和第二处理芯片14,摄像头13用于拍摄工艺孔所在区域的图像,以供第二处理芯片 14根据图像,识别车辆的工艺孔是否漏装胶塞,从而利用视觉检测技术对车辆的工艺孔是否漏装胶塞进行复核检测,通过图像识别技术准确地识别出车辆的工艺孔是否漏装胶塞。
[0043]
本实施例通过将车辆密封堵孔检测系统100设置为漏装识别装置1、预警装置2和plc控制装置3,并基于plc控制装置3分别与漏装识别装置1和预警装置2电连接的连接关系,从而可自动识别车辆的工艺孔是否漏装胶塞,替代人工二次品质确认的作业,杜绝了人工确认作业的点检失误现象,进而消除了工艺孔漏装胶塞导致车辆品质降低的情况,提高了对工艺孔漏装胶塞进行检测的效率和识别率,对于漏装识别装置1识别出的存在漏装胶塞的工艺孔,通过预警装置2进行报警处理,从而便于提醒工作人员采取进一步的复核修补工作,以确保胶塞部件正确安装至所有工艺孔,有效提高了车辆相关工艺孔胶塞安装作业的品质,消除了工艺孔漏装胶塞部品的风险,降低了人工成本,提升了生产效益,克服了车
辆的工艺孔经常漏装胶塞部品的技术问题。
[0044]
在一种可能的实施方式中,车辆密封堵孔检测系统100设于胶塞漏装检测工段,车辆密封堵孔检测系统100包括车种识别装置4,车种识别装置4与 plc控制装置3电连接,车种识别装置4设于胶塞漏装检测工段的前置位,车种识别装置4用于识别车辆对应的车型信息;漏装识别装置1设于胶塞漏装检测工段的后置位,以供plc控制装置3接收车种识别装置4输入的车型信息,并根据该车型信息,控制漏装识别装置1在车型信息对应的空间位置识别车辆的工艺孔是否漏装胶塞,进而更准确地识别出车辆的工艺孔是否漏装胶塞。
[0045]
在本实施例中,本领域技术人员可以理解的是,不同车型的车辆,其工艺孔开设位置往往不一样,因此在面对不同车型的车辆时,需要在车辆上的不同空间位置对工艺孔是否堵塞胶塞进行检测,以提高识别车辆的工艺孔是否漏装胶塞的鲁棒性。
[0046]
在一种可能的实施方式中,车辆密封堵孔检测系统100还包括抱具51和导轨52,抱具51与导轨52滑动连接,plc控制装置3与抱具51电连接,plc 控制装置3用于控制抱具51抱持车辆在导轨52上的延伸方向滑动,导轨52 固定设置于胶塞漏装检测工段,从而提高了车辆密封堵孔检测系统100所在产线的自动化程度,提升了车辆密封堵孔检测技术的智能性。
[0047]
在一种可能的实施方式中,车辆密封堵孔检测系统100还包括车体到位感应装置6,车体到位感应装置6与plc控制装置3电连接,车体到位感应装置6设于后置位,车体到位感应装置6用于检测车辆是否移动至后置位的预设固定位,以供plc控制装置3接收到车辆移动至后置预设固定位的车体抵达信号时,控制漏装识别装置1在车型信息对应的空间位置识别车辆的工艺孔是否漏装胶塞,进一步提高了识别车辆的工艺孔是否漏装胶塞的鲁棒性。
[0048]
在本实施例中,该车体到位感应装置6可为接近传感器,例如红外接近传感器或者电感式接近传感器61等。
[0049]
为了助于理解本技术的技术构思,列举一具体实施例:
[0050]
如图4所示,由于车体底部需要进行工艺孔的人工胶塞安装作业,而人工操作经常忘记安装胶塞,后工序人员也容易忘记确认,所以导致胶塞漏装的品质不良现象经常发生。因此本实施例通过安装漏装识别装置1,对车辆底部的工艺孔位置进行检测,识别工艺孔的胶塞部件是否安装正常,若异常(即漏装胶塞部件)时报警,防止不良品质的产品流出。其工作原理为:抱具51 保持车体移动时,车种识别装置4首先识别车型信息并输入至plc控制装置 3,然后抱具51保持车体移动至固定停止位,此时车体到位感应装置6感应到该车体,于是发送车体抵达信号至plc控制装置3的,然后plc控制装置 3根据车型信息,发出指令使漏装识别装置1对车型信息为a车型的工艺孔胶塞安装位置b和d进行红外线距离检测,对车型信息为b车型的工艺孔胶塞安装位置a和c进行红外线距离检测,由于车辆的工艺孔在安装胶塞前和安装胶塞后与漏装识别装置1之间的距离不同,因此漏装识别装置1可根据检测距离数据来识别车辆的工艺孔是否漏装胶塞,如果工艺孔胶塞漏装,则检测的距离就超出了原来的设定距离,plc控制装置3会发出指令使预警装置2 开始闪亮并声音报警,提示工作人员进行异常处理,反则(胶塞有安装)不报警。
[0051]
需要说明的是,该具体实施例仅助于理解本技术,并不构成对本技术车辆密封堵孔检测系统100的限定,基于此技术构思进行更多形式的简单变换,均在本技术的保护范围内。
[0052]
在一种可能的实施方式中,车体到位感应装置6为电感式接近传感器61。
[0053]
在本实施例中,电感式接近传感器61也可称为电感式接近开关,该电感式接近开关由三大部分组成:振荡器、开关电路及放大输出电路。其中,振荡器产生一个交变磁场,当抱具51抱持的车体接近这一磁场时,能进行感应识别。
[0054]
在一种可能的实施方式中,车种识别装置4为射频识别读取器41,射频识别读取器41用于读取车辆上的携带有车型信息的电子标签。
[0055]
在本实施例中,本领域技术人员可以理解的是,射频识别(rfid,radiofrequency identification)技术是一种非接触式的自动识别技术,它通过射频信号自动识别目标对象并获取相关数据。每个rfid标签中都可以存储一个唯一的识别码,识别工作无须人工干预。rfid这种无线射频识别技术,其主要核心部件是一个电子标签,直径仅为2毫米不到。它通过相距几米到几十米距离内读取器(reader)发射的无线电波,可以读取电子标签内储存的信息,识别电子标签携带的身份信息,例如,可通过射频识别读取器41用于读取车辆上的携带有车型信息的电子标签。
[0056]
在一种可能的实施方式中,车种识别装置4为扫码器42,扫码器42用于读取车辆上的携带有车型信息的条形码。
[0057]
在本实施例中,本领域技术人员可以理解的是,扫码器42是一种读取条形码信息的机器,能利用发射出红外线光源,然后根据反射的结果,利用芯片来译码,来读取车辆上的携带有车型信息的条形码。
[0058]
以上仅为本实用新型的优选实施例,并非因此限制本实用新型的专利范围,凡是在本实用新型的实用新型构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1