包装盒掰耳状况检测装置的制作方法
1.本实用新型涉及印刷品品检设备,具体涉及一种包装盒掰耳状况检测装置。
背景技术:
2.随着科技进步,很多包装盒(如烟盒)的印刷生产车间大部分实现了机器化生产,印刷厂家在生产过程中,完成印刷的整版纸经过模切工序后被切成多个独立的包装盒单元,再进行品检。包装盒单元经品检合格后,送至包装盒使用单位(如烟厂)进行折叠、粘贴后,形成能够将物品(如烟支)包装在其中的包装盒。
3.模切工序中,当模切刀具磨损或者模切压力不足时,就会出现部分纸张未切透或粘连的情况,尤其是用于折叠限位或粘贴的耳朵部位置;经过掰耳朵工序后,如果掰耳朵不完全,往往仍会存在这种情况。
4.现有的品检机大多只对印刷图文的质量进行检测,而难以发现耳朵部纸张未切透或粘连的情况,这样,存在这种情况的包装盒单元送至包装盒使用单位(如烟厂)时,在包装过程中耳朵部不能顺利折叠,导致包装盒无法顺利成型。由此,包装盒使用单位将会认为印刷厂家提供的产品不合格而进行投诉。
技术实现要素:
5.本实用新型所要解决的技术问题是提供一种包装盒掰耳状况检测装置,这种包装盒掰耳状况检测装置能够对包装盒单元的掰耳状况进行检测,判断包装盒单元的耳朵部是否存在纸张未切透或粘连的情况。采用的技术方案如下:
6.一种包装盒掰耳状况检测装置,其特征在于包括机架、包装盒夹紧装置、耳朵部探测装置、控制电路、提示装置以及能够对耳朵部探测装置进行位置切换的探测装置位置切换装置,包装盒夹紧装置安装在机架上;耳朵部探测装置包括传感器支架和至少一个压力传感器,各压力传感器均安装在传感器支架上,传感器支架与探测装置位置切换装置的动力输出端连接;各压力传感器分别与控制电路相应的输入端电连接,提示装置与控制电路相应的输出端电连接。
7.通常,上述压力传感器的数量与被检测的包装盒单元上耳朵部的数量一致,且一一对应。
8.本实用新型的包装盒掰耳状况检测装置工作时,包装盒夹紧装置用于将一叠对齐的包装盒单元夹紧(将包装盒单元的主体部分夹持住,而包装盒单元的各耳朵部则处于悬空状态);包装盒夹紧装置将一叠包装盒单元夹紧后,探测装置位置切换装置驱动耳朵部探测装置朝向各耳朵部移动,直至各压力传感器分别紧密接触到各耳朵部,此时压力传感器受耳朵部阻挡,压力传感器与对应的耳朵部之间产生相互作用的压力,压力传感器将检测到的压力值传送给控制电路,控制电路将检测到的压力值与压力预设值进行比较,若检测到的压力值大于压力预设值则判断包装盒单元的耳朵部存在纸张未切透或粘连的情况,若检测到的压力值小于或等于压力预设值则判断包装盒单元的耳朵部不存在纸张未切透或
粘连的情况;然后,控制电路根据判断结果(如有至少一个耳朵部存在纸张未切透或粘连的情况,则判断为包装盒单元不合格;如果全部耳朵部均不存在纸张未切透或粘连的情况,则判断为包装盒单元合格),发送信号至提示装置,指示装置发出提示信号。
9.通常,一叠对齐的包装盒单元中各包装盒单元由模切装置的同一个模切单元进行模切,因此各包装盒单元中同一位置的耳朵部的切缝相互对齐。在包装盒单元的耳朵部存在纸张未切透或粘连的情况下,当压力传感器紧密接触到耳朵部时,耳朵部被压力传感器顶推后不会移位或者仅有极小的移位,压力传感器测得的压力值较大。在包装盒单元的耳朵部不存在纸张未切透或粘连的情况下,当压力传感器紧密接触到耳朵部时,耳朵部在压力传感器的顶推下随之移位,压力传感器测得的压力值较小。因此,通过压力传感器检测并由控制电路对比压力值的大小,即可判断包装盒单元的耳朵部是否存在纸张未切透或粘连的情况。
10.优选方案中,上述包装盒夹紧装置包括托板、压板和以及能够对压板进行位置切换的压板位置切换装置,托板与压板位置相对应,托板和压板位置切换装置均安装在机架上;托板上与压力传感器对应的位置设有第一缺口,压板上与压力传感器对应的位置设有可供压力传感器通过的通孔或第二缺口。进行检测时,将一叠对齐的包装盒单元放在托板与压板之间,包装盒单元的耳朵部与缺口位置相对应;然后压板位置切换装置驱动压板朝向托板移动,使压板和托板共同将整叠包装盒单元的主体部分夹紧,而包装盒单元的各耳朵部则处于悬空状态。另外,上述托板朝向压板的一面、压板朝向托板的一面上可分别设有胶垫层,胶垫层具有缓冲作用。
11.一种具体方案中,上述压板位置切换装置包括压板位置切换气缸,压板位置切换气缸的缸体安装在机架上,压板位置切换气缸的活塞杆与压板连接,压板位置切换气缸的设置方向为压板进行位置切换的方向。用于切换压板位置切换气缸进出气方向的电磁阀通常与控制电路相应的输出端电连接。此外,压板位置切换装置也可采用电缸、液压缸等常规装置,或者采用电机结合螺母/螺杆组成的位置切换机构。此外,可在机架上设置多个上下走向的导向柱,压板上设有相应数量的导套,各导套分别套接在各导向柱上,利用导套与导向柱的配合,使压板更平稳地移动。
12.优选方案中,上述传感器支架上设有至少一个传感器缓冲座,传感器缓冲座与压力传感器数量相同且一一对应;传感器缓冲座包括套筒、连接杆和压缩弹簧,套筒第一端与传感器支架连接,套筒第二端具有连接杆通孔,连接杆包括内置部、连接部和安装部,内置部处于套筒的腔体中,安装部处于套筒外面,连接部一端穿过连接杆通孔并与内置部连接,连接部另一端与安装部连接,内置部与连接部的连接处具有限位台阶,限位台阶与连接杆通孔的周边部位接触配合,压力传感器安装在安装部上,压缩弹簧套接在连接部上,并且压缩弹簧的两端分别与套筒第二端、安装部紧密接触。在未对包装盒单元进行检测情况下,压缩弹簧能够对安装部施加一初始推力,该初始推力等于或略小于压力预设值。当压力传感器接触到被检测的包装盒单元上对应的耳朵部时,压力传感器受耳朵部阻挡,若压力传感器受到的阻力大于上述初始推力,则压缩弹簧可收缩,起到保护压力传感器的作用。
13.更优选方案中,上述安装部与连接部通过螺纹连接,使安装部在连接部上的位置可调节,从而调节压缩弹簧受压缩的程度,实现初始压力的调节。具体设计时,可以在安装部上设置螺孔,连接部与安装部连接的一端设有与螺孔相匹配的外螺纹段;也可以在安装
部上设置外螺纹段,连接部与安装部连接的一端设有与外螺纹段相匹配的螺孔。
14.更优选方案中,上述套筒的侧壁上设有光电眼,光电眼处在套筒第一端与内置部之间,光电眼与控制电路相应的输入端电连接。在包装盒单元的耳朵部存在纸张未切透或粘连的情况下,当压力传感器紧密接触到耳朵部时,耳朵部被顶推后不会移位或者仅有极小的移位,此时压力传感器测得的压力值较大,压缩弹簧的收缩量也较大,连接杆的内置部朝向套筒第一端移动较大距离,光电眼能够检测到内置部。在包装盒单元的耳朵部不存在纸张未切透或粘连的情况下,当压力传感器紧密接触到耳朵部时,耳朵部在压力传感器的顶推下随之移位,此时压力传感器测得的压力值较小,压缩弹簧收缩量较小或者没有收缩,连接杆的内置部在套筒中的位置基本不变,光电眼不能检测到内置部。因此,结合光电眼能否检测到内置部,即可进一步确认包装盒单元的耳朵部是否存在纸张未切透或粘连的情况。
15.更进一步的优选方案中,上述光电眼包括红外光发射器和红外光接收器,红外光发射器和红外光接收器分别设于套筒相对的侧壁上。初始状态下,红外光接收器能够接收到红外光发射器发射的信号;当连接杆的内置部朝向套筒第一端移动至红外光发射器与红外光接收器之间时,受内置部的遮挡,红外光接收器接收不到红外光发射器发射的信号。
16.一种具体方案中,上述探测装置位置切换装置包括探测装置位置切换气缸,探测装置位置切换气缸的缸体安装在机架上或压板上,探测装置位置切换气缸的活塞杆与传感器支架连接,探测装置位置切换气缸的设置方向为耳朵部探测装置进行位置切换的方向。用于切换探测装置位置切换气缸进出气方向的电磁阀通常与控制电路相应的输出端电连接。此外,探测装置位置切换装置也可采用电缸、液压缸等常规装置,或者采用电机结合螺母/螺杆组成的位置切换机构。此外,可在机架上设置多个上下走向的导向柱,传感器支架上设有相应数量的导套,各导套分别套接在各导向柱上,利用导套与导向柱的配合,使传感器支架更平稳地移动。
17.一种优选方案中,上述提示装置包括发声装置和/或发光装置,控制电路作出判断后,发送信号使提示装置相应的发声和/或发光,作为提示信号。
18.另一种优选方案中,上述提示装置包括显示屏,显示屏上设有至少一个显示区域,各显示区域与各压力传感器相对应。每个显示区域显示一耳朵部的检测结果。控制电路根据压力传感器传输的压力值作出判断后,发送信号使显示屏上相应的显示区域显示相应的提示信息(例如,若判断包装盒单元的某个耳朵部存在纸张未切透或粘连的情况,则相应的显示区域显示“不合格”; 若判断包装盒单元的某个耳朵部不存在纸张未切透或粘连的情况,则相应的显示区域显示“合格”)。此外,显示屏上设有一个总体情况显示区域,显示包装盒单元的总体检测情况,例如:如有至少一个耳朵部存在纸张未切透或粘连的情况,则显示“不合格”;如果全部耳朵部均不存在纸张未切透或粘连的情况,则显示“合格”。
19.本实用新型通过压力传感器对包装盒单元的耳朵部进行检测,并由控制电路将检测到的压力值与压力预设值进行比较,从而实现包装盒掰耳状况的检测,判断包装盒单元的耳朵部是否存在纸张未切透或粘连的情况。
附图说明
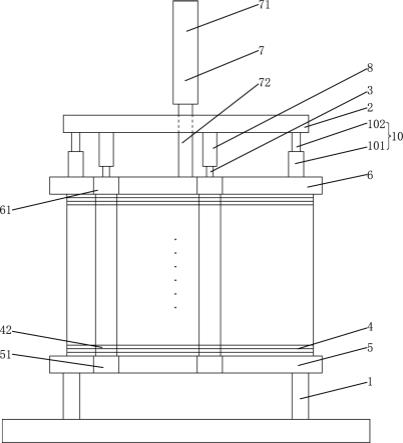
20.图1是本实用新型优选实施例的结构示意图;
21.图2是本实用新型优选实施例中耳朵部探测装置的结构示意图;
22.图3是包装盒单元的结构示意图;
23.图4是本实用新型优选实施例中托板的结构示意图;
24.图5是本实用新型优选实施例中压板的结构示意图;
25.图6是本实用新型优选实施例的电路原理框图。
具体实施方式
26.如图1所示,这种包装盒掰耳状况检测装置包括机架1、包装盒夹紧装置、耳朵部探测装置、控制电路11、提示装置以及能够对耳朵部探测装置进行位置切换的探测装置位置切换装置,包装盒夹紧装置安装在机架1上;耳朵部探测装置包括传感器支架2和至少一个(如四个)压力传感器3,各压力传感器3均安装在传感器支架2上,传感器支架2与探测装置位置切换装置的动力输出端连接;各压力传感器3分别与控制电路相应的输入端电连接,提示装置与控制电路相应的输出端电连接。压力传感器3的数量与被检测的包装盒单元4上耳朵部42的数量一致(如均为四个),且一一对应。
27.本实施例中,包装盒夹紧装置包括托板5、压板6和以及能够对压板进行位置切换的压板位置切换装置,托板5与压板6位置相对应,托板5和压板位置切换装置均安装在机架上;托板5上与压力传感器3对应的位置设有第一缺口51,压板6上与压力传感器3对应的位置设有可供压力传感器3通过的第二缺口61(也可在压板上设置通孔,替代第二缺口)。压板位置切换装置包括压板位置切换气缸7,压板位置切换气缸7的缸体71安装在机架1上,压板位置切换气缸7的活塞杆72与压板6连接,压板位置切换气缸7的设置方向为压板6进行位置切换的方向。压板位置切换气缸7上用于切换压板位置切换气缸进出气方向的电磁阀与控制电路相应的输出端电连接。
28.本实施例中,传感器支架2上设有至少一个(如四个)传感器缓冲座8,传感器缓冲座8与压力传感器3数量相同且一一对应;传感器缓冲座8包括套筒81、连接杆82和压缩弹簧83,套筒81第一端与传感器支架2连接,套筒81第二端具有连接杆通孔84,连接杆82包括内置部821、连接部822和安装部823,内置部821处于套筒81的腔体中,安装部823处于套筒81外面,连接部822一端穿过连接杆通孔84并与内置部821连接,连接部822另一端与安装部823连接,内置部821与连接部822的连接处具有限位台阶824,限位台阶824与连接杆通孔84的周边部位接触配合,压力传感器3安装在安装部823上,压缩弹簧83套接在连接部822上,并且压缩弹簧83的两端分别与套筒81第二端、安装部823紧密接触。在未对包装盒单元进行检测情况下,压缩弹簧能够对安装部施加一初始推力,该初始推力等于或略小于压力预设值。安装部823与连接部822通过螺纹连接(在安装部823上设置螺孔825,连接部822与安装部823连接的一端设有与螺孔825相匹配的外螺纹段826),使安装部823在连接部822上的位置可调节,从而调节压缩弹簧83受压缩的程度,实现初始压力的调节。
29.套筒81的侧壁上设有光电眼9,光电眼9处在套筒81第一端与内置部821之间,光电眼9与控制电路相应的输入端电连接。本实施例中,光电眼9包括红外光发射器91和红外光接收器92,红外光发射器91和红外光接收器92分别设于套筒81相对的侧壁上。初始状态下,红外光接收器92能够接收到红外光发射器91发射的信号;当连接杆82的内置部821朝向套筒81第一端移动至红外光发射器91与红外光接收器92之间时,受内置部821的遮挡,红外光
接收器92接收不到红外光发射器91发射的信号。在包装盒单元4的耳朵部42存在纸张未切透或粘连的情况下,当压力传感器3紧密接触到耳朵部42时,耳朵部42被顶推后不会移位或者仅有极小的移位,此时压力传感器3测得的压力值较大,压缩弹簧83的收缩量也较大,连接杆的内置部821朝向套筒81第一端移动较大距离,光电眼9能够检测到内置部821。在包装盒单元4的耳朵部42不存在纸张未切透或粘连的情况下,当压力传感器3紧密接触到耳朵部42时,耳朵部42在压力传感器3的顶推下随之移位,此时压力传感器3测得的压力值较小,压缩弹簧83收缩量较小或者没有收缩,连接杆的内置部821在套筒81中的位置基本不变,光电眼9不能检测到内置部821。
30.本实施例中,探测装置位置切换装置包括探测装置位置切换气缸10(探测装置位置切换气缸10可设有一个或多个,例如两个),探测装置位置切换气缸10的缸体101安装在压板6上,探测装置位置切换气缸10的活塞杆102与传感器支架2连接,探测装置位置切换气缸10的设置方向为耳朵部探测装置进行位置切换的方向。探测装置位置切换气缸10上用于切换探测装置位置切换气缸进出气方向的电磁阀与控制电路相应的输出端电连接。
31.提示装置包括显示屏12,显示屏12上设有至少一个(如四个)显示区域121,各显示区域121与各压力传感器3相对应。每个显示区域121显示一耳朵部42的检测结果。
32.本实施例中,压板6进行位置切换的方向、耳朵部探测装置进行位置切换的方向均为上下方向,压板6处于托板5的正上方,套筒81第一端、第二端分别为其上端、下端,连接杆82中内置部821、连接部822和安装部823自上至下依次连接,光电眼9处在套筒81上端与内置部821上端之间。
33.下面简述一下本包装盒掰耳状况检测装置的工作原理:
34.进行检测时,将一叠对齐的包装盒单元4放在托板5上,包装盒单元的耳朵部42与第一缺口51位置相对应;然后压板位置切换装置驱动压板6朝向托板5移动,使压板6和托板5共同将整叠包装盒单元4的主体41部分夹紧,而包装盒单元4的各耳朵部42则处于悬空状态;
35.随后,探测装置位置切换装置驱动耳朵部探测装置朝向各耳朵部移动,直至各压力传感器3分别紧密接触到各耳朵部42,此时压力传感器3受耳朵部42阻挡,压力传感器3与对应的耳朵部42之间产生相互作用的压力,压力传感器3将检测到的压力值传送给控制电路,控制电路将检测到的压力值与压力预设值进行比较。若检测到的压力值大于压力预设值(此时光电眼9能够检测到内置部821),则判断包装盒单元的耳朵部42存在纸张未切透或粘连的情况;若检测到的压力值小于或等于压力预设值(此时光电眼9不能检测到内置部821),则判断包装盒单元的耳朵部42不存在纸张未切透或粘连的情况;
36.然后,控制电路根据判断结果(如有至少一个耳朵部存在纸张未切透或粘连的情况,则判断为包装盒单元不合格;如果全部耳朵部均不存在纸张未切透或粘连的情况,则判断为包装盒单元合格),发送信号至提示装置,指示装置发出提示信号。
37.本实施例的提示装置采用显示屏12,控制电路11作出判断后,发送信号使显示屏12上相应的显示区域121显示相应的提示信息(例如,若判断包装盒单元的某个耳朵部存在纸张未切透或粘连的情况,则相应的显示区域显示“不合格”; 若判断包装盒单元的某个耳朵部不存在纸张未切透或粘连的情况,则相应的显示区域显示“合格”)。此外,显示屏12上设有一个总体情况显示区域122,显示包装盒单元的总体检测情况,例如:如有至少一个耳
朵部存在纸张未切透或粘连的情况,则显示“不合格”;如果全部耳朵部均不存在纸张未切透或粘连的情况,则显示“合格”。
38.其他实施方案中,提示装置也可包括发声装置和/或发光装置,控制电路作出判断后,发送信号使提示装置相应的发声和/或发光,作为提示信号。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1