一种车门B柱、C柱焊装调整线快速检测辅具的制作方法
一种车门b柱、c柱焊装调整线快速检测辅具
技术领域
1.本实用新型涉及白车身几何尺寸检测技术领域,涉及一种车门b柱、c柱焊装调整线快速检测辅具。
背景技术:
2.目前对于白车身安装及调整的检测手段普遍应用白车身嵌合检具、三坐标测量等测量手段,需要大量的人力物力,且无法对生产的批量进行监控评价与调整指导,不能满足现阶段高速生产需要。在焊装调整线,前门与后门b柱间隙面差及后门与侧围的间隙面差没有快速检测手段,白车身嵌合的装配与测量无法满足现有的生产节拍。白车身到总装车间进行总装件装配完毕后,缺陷无法修正,需要焊装调整线在满足现有的节拍下,对该两处进行快速检测与装调。
3.前车门b柱与后车门b柱、后门c柱与侧围角窗的匹配关系,一直以来为顾客感知的敏感部位,该两处间隙面差的好坏直接影响着顾客对整车质量的评估。整车呈现出的尺寸问题,需耗费大量的人力与物力进行返修且效果不良,极易造成车辆报废。
4.专利文献cn202240214u公开了一种汽车白车身焊装线上总拼侧围翻转机构,其特征是:设置一固定支座,固定支座是在水平底板上固定设置一支承座,支承座的顶部端面固定设置一回转架;驱动气缸的气缸座与固定设置在水平底板上的连接耳铰接;在侧围板的背部固定设置一连接板,在连接板上分别设置有:用于和支承座上回转架以销轴铰接的转动点支架;用于和驱动气缸的气缸杆杆端铰接的驱动点支架,驱动点支架处在转动点支架的下方。以本实用新型可以实现汽车白车身焊装线上机器人上件。
5.专利文献cn105157521b涉及白车身几何尺寸检测技术领域,具体涉及一种翼子板功能面厚度快速检测工装及其检测方法。包括底座、支架和检测块,底座底部设有突出于底座底面的定位销,定位销通过车身上的定位孔对底座定位,支架一端固定于底座上端面,另一端向外延伸至底座外侧,支架位于底座外侧一端的下端面上设有检测块,检测块底面为功能检测面,功能检测面用于检测翼子板的功能厚度。无需在整车都装配完成后进行,而可以直接对翼子板进行检测。体积小,装车出现缺陷时,可以不因地点的限制,随时检测单个分总成的厚度,快速判断分总成的尺寸缺陷与整车缺陷的对应性定位和操作,其简单快捷,可以随带,能对流水线缺陷车辆做出快速判断和反映。
6.专利文献cn104990480b涉及白车身几何尺寸检测技术领域,具体涉及一种机罩功能面厚度快速检测工装及其检测方法,包括底座、检测块和定位销,检测块和定位销分别固定于底座上端面的两端,底座上端面安装检测块一端的水平高度高于安装定位销一端的水平高度,检测块上端面为功能检测面,用于检测机罩功能面的厚度,检测块朝向定位销一侧设有y向定位面,用于与机罩定位面接触,实现底座的y向定位。利用该检具进行机罩功能面厚度检测,无需在整车都装配完成后进行,而可以直接对机罩进行检测。其体积小,装车出现缺陷时,可以不因地点的限制,随时检测单个分总成的厚度,快速判断分总成的尺寸缺陷与整车缺陷的对应性定位和操作。
技术实现要素:
7.本实用新型所要解决的技术问题是克服了现有技术存在的汽车车门b柱、c柱窗框区域没有快速检测手段,缺陷无法快速识别且易流出问题,提供了一种车门b柱、c柱焊装调整线快速检测辅具。
8.该快速检测辅具可在焊装调整线生产过程中,为快速检测b柱、c柱匹配关系提供高效测量手段,对批量监控及预调整指导具有十分重要的意义,且适应现代化汽车企业的高速生产模式。
9.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
10.为解决上述技术问题,本实用新型是采用如下技术方案实现的:
11.一种车门b柱、c柱焊装调整线快速检测辅具,包括检测辅具块9;
12.检测辅具块9上设置检测面a2和检测面b3;
13.检测面a2和检测面b3互相垂直;
14.以检测面a2为y向基准,应用面差表对匹配面进行面差检测,以检测面b3为x向基准应用楔形尺对匹配间隙进行快速检测;
15.进一步地,一种车门b柱、c柱焊装调整线快速检测辅具,其特征在于:还包括定位销;所述定位销用于将检测辅具块9固定在白车身上的x、z方向位置。
16.进一步地,所述定位销设置两个,分别为定位销a4、定位销b5;定位销a4、定位销b5用于固定快速检测辅具在白车身上的x、z方向位置。
17.进一步地,一种车门b柱、c柱焊装调整线快速检测辅具,还包括磁铁;所述磁铁用于将检测辅具块9固定在白车身上的y向位置。
18.进一步地,所述磁铁设置三个,分别为磁铁a6、磁铁b7、磁铁c8,用于固定快速检测辅具在白车身上的y向位置。
19.进一步地,一种车门b柱、c柱焊装调整线快速检测辅具,还包括把手1,把手1固定在检测辅具块9上。
20.进一步地,所述定位销a4、定位销b5插入白车身上对应的定位孔中,实现x、z方向的定位。
21.进一步地,所述磁铁a6、磁铁b7、磁铁c8与白车身吸附,实现y方向定位。
22.进一步地,所述定位销可拆卸可替换。
23.进一步地,所述车门b柱、c柱焊装调整线快速检测辅具安装在车门钣金上,对间隙和面差分别进行检测。
24.与现有技术相比本实用新型的有益效果是:
25.本实用新型快速测量辅具体积小、安装拆卸方便,在不影响节拍的情况下可快速检测b柱、c柱区域的间隙及面差。提高白车身尺寸并提前保证整车尺寸,加强生产间的过程控制,有效减少返修工时及售后问题。
附图说明
26.下面结合附图对本实用新型作进一步的说明:
27.图1本实用新型所述一种车门b柱、c柱焊装调整线快速检测辅具检测面a所在位置示意图;
28.图2本实用新型所述一种车门b柱、c柱焊装调整线快速检测辅具结构示意图;
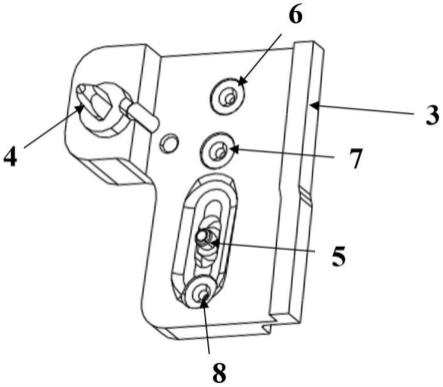
29.图3为本实用新型所述一种车门b柱、c柱焊装调整线快速检测辅具结构立体图;
30.图4为本实用新型所述一种车门b柱、c柱焊装调整线快速检测辅具应用示意图。
31.图中:1.把手;2.检测面a;3、检测面b;4、定位销a;5、定位销b;6、磁铁a;7、磁铁b;8、磁铁c;9、检测辅具块。
具体实施方式
32.为使本实用新型实施的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行更加详细的描述。在附图中,自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型,而不能理解为对本实用新型的限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。下面结合附图对本实用新型的实施例进行详细说明。
33.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制。
34.下面结合附图对本实用新型作详细的描述:
35.参阅图1、图2,一种车门b柱、c柱焊装调整线快速检测辅具,包括把手1、检测面a2、检测面b3、定位销a4、定位销b5、磁铁a6、磁铁b7、磁铁c8。
36.快速检测辅具的把手1,起到方便手持与拆卸;检测面a、检测面b,用于实现间隙、面差的测量;定位销a4、定位销b5用固定快速检测辅具在白车身上的x、z方向位置,磁铁a6、磁铁b7、磁铁c8用于固定快速检测辅具在白车身上的y向位置;
37.本实用新型为通过定位销a4、定位销b5与磁铁a6、磁铁b7、磁铁c8安装在车门钣金上的检测辅具;
38.通过定位销与磁铁安装到钣金上后,使用面差尺及间隙尺通过检测面a2、检测面a3进行面差及间隙的检测。间隙和面差分别检测。
39.参阅图3、图4,此快速检测辅具的操作说明如下:
40.握持把手1,将定位销a4、定位销b5插入白车身上对应的定位孔中,实现x、z方向的定位,按压使磁铁a6、磁铁b7、磁铁c8与白车身吸附,实现y方向定位。快速检测辅具定位后,以检测面a2为y向基准,应用面差表对匹配面进行面差检测,以检测面b3为x向基准应用楔形尺对匹配间隙进行快速检测。
41.该测量辅具实现在线快速检测;定位销可拆卸可替换;应用总装件定位基准的基
础上简化操作,模拟总装零件环境实现检测。
42.以上所述,仅为本实用新型的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,都应涵盖在本实用新型的保护范围之内。同时本说明书中未作详细描述的内容均属于本领域技术人员公知的现有技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1