用于球颈接臂零件球头轮廓合格性判定的装置的制作方法
1.本实用新型涉及机械检具领域,具体的是一种用于球颈接臂零件球头轮廓合格性判定的装置。
背景技术:
2.机械加工中,检具的应用非常广泛。一般机械零件精加工完成之后,需要对其几何公差进行相关检测。通用轮廓度公差检测方法一般通过利用仿形测量装置,将轮廓样版与被测量轮廓比较,测其光隙大小。测量过程复杂,效率低下,不利于大规模产品的测量。
技术实现要素:
3.本实用新型所要解决的技术问题是提供一种用于球颈接臂零件球头轮廓合格性判定的装置,解决了通用检测方法检测机加工零件的不足,效率低下,检测成本较高的技术问题。
4.为解决上述技术问题,本实用新型所采用的技术方案是:一种用于球颈接臂零件球头轮廓合格性判定的装置,包括底板,所述的底板上设有辅助基准平台、压钳夹紧装置和定位平台;
5.所述的辅助基准平台顶部设有水平顶板,水平顶板一侧设有竖直侧板,在水平顶板侧边及竖直侧板上沿分别设有一道横向的“u”形槽,在竖直侧板一侧设有一道竖向的“u”形槽;
6.所述的底板上还设有与三道“u”形槽配合的第一通止规、第二通止规和第三通止规。
7.优选的方案中,所述的压钳夹紧装置上设有向下的压杆,压杆设置于定位平台上方。
8.优选的方案中,所述的定位平台包括定位基准面,定位平台中部设有第一定位销,第一定位销一侧设有第二定位销。
9.优选的方案中,所述的定位基准面用于待测件一端环形件的底面定位,第一定位销及第二定位销用于待测件一端环形件的轴线定位。
10.优选的方案中,所述的压钳夹紧装置固定于夹紧装置安装平台上,夹紧装置安装平台通过螺栓安装固定于底板上;
11.所述的辅助基准平台、定位平台均通过螺栓安装固定于底板上。
12.优选的方案中,所述的第一通止规通规端的尺寸等于待测件球头端顶部理论轮廓与基准平面之间的设计间隙,第一通止规止规端的尺寸等于设计间隙加上轮廓度公差;
13.所述的第二通止规通规端的尺寸等于待测件球头端侧部理论轮廓与基准平面之间的设计间隙,第二通止规止规端的尺寸等于设计间隙加上轮廓度公差;
14.所述的第三通止规通规端的尺寸等于待测件球头端后部理论轮廓与基准平面之间的设计间隙,第三通止规止规端的尺寸等于设计间隙加上轮廓度公差。
15.本实用新型所提供的一种用于球颈接臂零件球头轮廓合格性判定的装置,通过采用上述结构,具有以下有益效果:
16.(1)针对球颈接臂零件的球头可实现高效快速的检测目的;
17.(2)装置操作简单,检测过程中的待测件稳定性较高,有效保障了检测精度。
附图说明
18.下面结合附图和实施例对本实用新型作进一步说明:
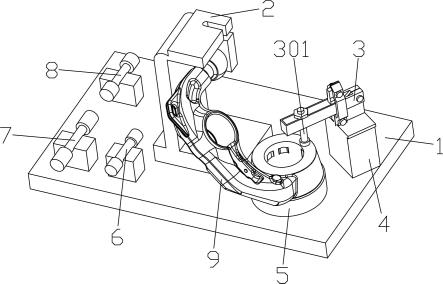
19.图1为本实用新型的整体结构示意图。
20.图2为本实用新型另一视角的整体结构示意图。
21.图3为本实用新型的定位平台结构示意图。
22.图中:底板1,辅助基准平台2,水平顶板201,竖直侧板202,压钳夹紧装置3,压杆301,夹紧装置安装平台4,定位平台5,定位基准面501,第一定位销502,第二定位销503,第一通止规6,第二通止规7,第三通止规8,待测件9,“u”形槽10。
具体实施方式
23.如图1-3中,一种用于球颈接臂零件球头轮廓合格性判定的装置,包括底板1,所述的底板1上设有辅助基准平台2、压钳夹紧装置3和定位平台5;
24.所述的辅助基准平台2顶部设有水平顶板201,水平顶板201一侧设有竖直侧板202,在水平顶板201侧边及竖直侧板202上沿分别设有一道横向的“u”形槽10,在竖直侧板202一侧设有一道竖向的“u”形槽10;
25.所述的底板1上还设有与三道“u”形槽10配合的第一通止规6、第二通止规7和第三通止规8。
26.优选的方案中,所述的压钳夹紧装置3上设有向下的压杆301,压杆301设置于定位平台5上方。
27.优选的方案中,所述的定位平台5包括定位基准面501,定位平台5中部设有第一定位销502,第一定位销502一侧设有第二定位销503。
28.优选的方案中,所述的定位基准面501用于待测件9一端环形件的底面定位,第一定位销502及第二定位销503用于待测件9一端环形件的轴线定位。
29.优选的方案中,所述的压钳夹紧装置3固定于夹紧装置安装平台4上,夹紧装置安装平台4通过螺栓安装固定于底板1上;
30.所述的辅助基准平台2、定位平台5均通过螺栓安装固定于底板1上。
31.优选的方案中,所述的第一通止规6通规端的尺寸等于待测件9球头端顶部理论轮廓与基准平面之间的设计间隙,第一通止规6止规端的尺寸等于设计间隙加上轮廓度公差;
32.所述的第二通止规7通规端的尺寸等于待测件9球头端侧部理论轮廓与基准平面之间的设计间隙,第二通止规7止规端的尺寸等于设计间隙加上轮廓度公差;
33.所述的第三通止规8通规端的尺寸等于待测件9球头端后部理论轮廓与基准平面之间的设计间隙,第三通止规8止规端的尺寸等于设计间隙加上轮廓度公差。
34.上述实施例中,压杆301可旋动电动伸缩机构,或采用丝杆通过手动旋动实现竖向移动达到顶紧目的。
35.上述实施例中,
36.采用本新型所公开的用于球颈接臂零件球头轮廓合格性判定的装置,在进行球颈接臂零件球头轮廓检测时:
37.将待检测件9通过定位平台5上的定位基准面501、第一定位销502和第二定位销503定位之后,由压钳夹紧装置3上的压杆301下压并顶紧固定待测件9,使用第一通止规6的通规和止规配合竖直侧板202上方水平的“u”形槽10来判定球头上部的轮廓度误差是否符合要求。
38.然后使用第二通止规7的通规和止规配合水平顶板201一侧水平的“u”形槽10来判定球头右部的轮廓度误差是否符合要求。
39.最后使用第三通止规8的通规和止规配合竖直侧板202一侧竖直的“u”形槽10来判定球头后部的轮廓度误差是否符合要求。
40.上述检测过程中:
41.如果通止规中,通规能够顺利的通过基准平面和待检测轮廓形成的间隙,而止规不能够通过,则说明待检测轮廓符合轮廓度的要求。
技术特征:
1.一种用于球颈接臂零件球头轮廓合格性判定的装置,其特征在于:包括底板(1),所述的底板(1)上设有辅助基准平台(2)、压钳夹紧装置(3)和定位平台(5);所述的辅助基准平台(2)顶部设有水平顶板(201),水平顶板(201)一侧设有竖直侧板(202),在水平顶板(201)侧边及竖直侧板(202)上沿分别设有一道横向的“u”形槽(10),在竖直侧板(202)一侧设有一道竖向的“u”形槽(10);所述的底板(1)上还设有与三道“u”形槽(10)配合的第一通止规(6)、第二通止规(7)和第三通止规(8)。2.根据权利要求1所述的一种用于球颈接臂零件球头轮廓合格性判定的装置,其特征在于:所述的压钳夹紧装置(3)上设有向下的压杆(301),压杆(301)设置于定位平台(5)上方。3.根据权利要求2所述的一种用于球颈接臂零件球头轮廓合格性判定的装置,其特征在于:所述的定位平台(5)包括定位基准面(501),定位平台(5)中部设有第一定位销(502),第一定位销(502)一侧设有第二定位销(503)。4.根据权利要求3所述的一种用于球颈接臂零件球头轮廓合格性判定的装置,其特征在于:所述的定位基准面(501)用于待测件(9)一端环形件的底面定位,第一定位销(502)及第二定位销(503)用于待测件(9)一端环形件的轴线定位。5.根据权利要求1所述的一种用于球颈接臂零件球头轮廓合格性判定的装置,其特征在于:所述的压钳夹紧装置(3)固定于夹紧装置安装平台(4)上,夹紧装置安装平台(4)通过螺栓安装固定于底板(1)上;所述的辅助基准平台(2)、定位平台(5)均通过螺栓安装固定于底板(1)上。6.根据权利要求1所述的一种用于球颈接臂零件球头轮廓合格性判定的装置,其特征在于:所述的第一通止规(6)通规端的尺寸等于待测件(9)球头端顶部理论轮廓与基准平面之间的设计间隙,第一通止规(6)止规端的尺寸等于设计间隙加上轮廓度公差;所述的第二通止规(7)通规端的尺寸等于待测件(9)球头端侧部理论轮廓与基准平面之间的设计间隙,第二通止规(7)止规端的尺寸等于设计间隙加上轮廓度公差;所述的第三通止规(8)通规端的尺寸等于待测件(9)球头端后部理论轮廓与基准平面之间的设计间隙,第三通止规(8)止规端的尺寸等于设计间隙加上轮廓度公差。
技术总结
一种用于球颈接臂零件球头轮廓合格性判定的装置,包括底板,所述的底板上设有辅助基准平台、压钳夹紧装置和定位平台;辅助基准平台顶部设有水平顶板,水平顶板一侧设有竖直侧板,在水平顶板侧边及竖直侧板上沿分别设有一道横向的“U”形槽,在竖直侧板一侧设有一道竖向的“U”形槽;底板上还设有与三道“U”形槽配合的第一通止规、第二通止规和第三通止规。本实用新型专利采用上述结构,解决了通用检测方法检测机加工零件的不足,效率低下,检测成本较高的技术问题。高的技术问题。高的技术问题。
技术研发人员:张建国 周绍年
受保护的技术使用者:宜都市仝鑫精密锻造有限公司
技术研发日:2022.07.18
技术公布日:2022/12/2
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1