一种高精度金属零部件自动化检测工装的制作方法
本技术涉及金属工装的领域,尤其是涉及一种高精度金属零部件自动化检测工装。
背景技术:
1、工装,即工艺装备:指制造过程中所用的各种工具的总称。包括刀具/夹具/模具/量具/检具/辅具/钳工工具/工位器具等。工装为其通用简称,而随着工业的发展,各种金属部件的应用变得广泛,但是对于环形的高精度金属部件,例如轴承等的检测,通常需要对其内壁的光滑度进行检测,但是现有的高精度金属部件检测工装通常需要工人手动检测,但是这种方式对工人操作要求比较高,而且效率较低。
2、针对上述中的相关技术,发明人认为有必要设计一款自动化的检测工装。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种高精度金属零部件自动化检测工装。
2、本实用新型提供的一种高精度金属零部件自动化检测工装采用如下的技术方案:
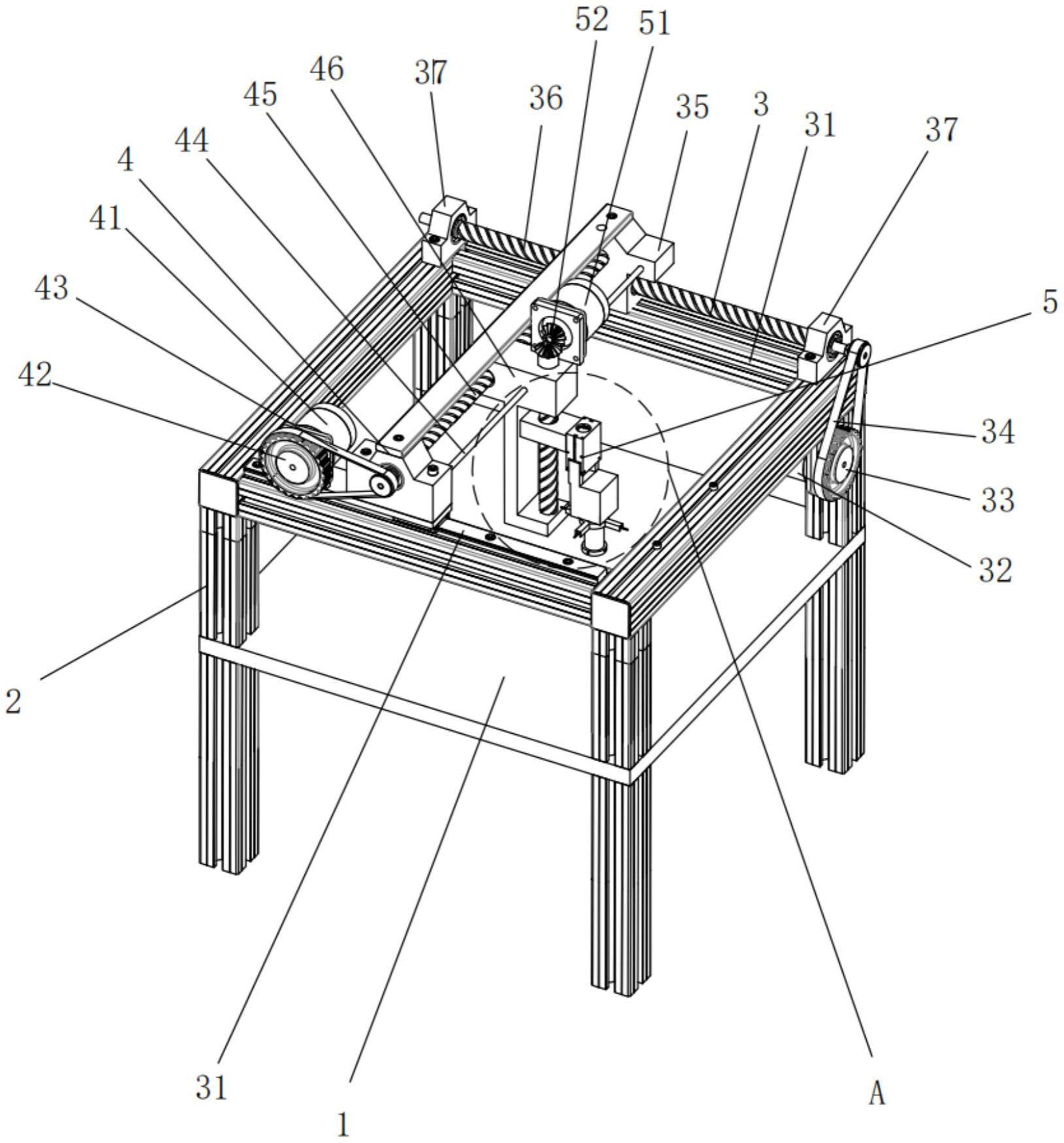
3、一种高精度金属零部件自动化检测工装,包括工作台和自动检测机构,所述自动检测机构设置在所述工作台上,所述自动检测机构包括主架、第一移动组件、第二移动组件、第三移动组件和检测组件。
4、优选的,所述第一移动组件包括滑轨、电机一、皮带轮一、皮带一、滑块一、丝杆一和固定块,所述滑轨设置有两组,两组所述滑轨设置在所述主架的顶部,所述固定块设置有两个,两个所述固定块设置在任意一组滑轨的两端,所述丝杆一的一端与所述固定块转动连接,所述丝杆一的另一端穿过所述固定块,所述丝杆一穿过所述固定块的端部设置有皮带轮一,所述电机一设置在所述主架上,所述电机一的转子上同样设置有皮带轮一,所述皮带轮一之间通过所述皮带一配合,所述滑块一设置有两组,两组所述滑块一分别与所述滑轨滑动配合,任意一组滑块一与所述丝杆一螺纹配合,两组所述滑块一之间设置有第二移动组件。
5、优选的,所述第二移动组件包括电机二、皮带轮二、皮带二、滑杆、丝杆二和滑块二,所述电机二设置在所述滑轨上,所述电机二的转子上设置有皮带轮二,所述丝杆二的一端与所述滑块一转动连接,所述丝杆二的另一端穿过另一组所述滑块一,所述丝杆二穿过所述滑块一的部分连接有皮带轮二,所述皮带轮二之间通过所述皮带二配合,所述滑块二与所述丝杆二螺纹配合,所述滑块二与所述滑杆滑动配合,所述滑块二上连接有第三移动组件。
6、优选的,所述第三移动组件包括电机三、锥齿轮、丝杆三、滑块三和连接块,所述连接块设置在所述滑块二的底部,所述电机三设置在所述滑块二上,所述电机三的转子上设置有锥齿轮,所述丝杆三的端部设置有锥齿轮,两组所述锥齿轮互相啮合,所述丝杆三与所述滑块二转动连接,所述滑块三与所述丝杆三螺纹配合,所述滑块三上连接所述检测组件。
7、优选的,所述检测组件包括连接件、检测筒、传感器、连杆、检测头和弹簧,所述连接件设置在所述滑块三上,所述检测筒设置在所述连接件上,所述传感器设置有四组,四组所述传感器沿所述检测筒环形阵列,所述检测头设置有四组,四组所述检测头沿所述检测筒环形阵列,所述检测头的端部从检测筒中伸出,所述检测头的另一端抵接所述连杆的一端,所述传感器的一端抵接所述连杆的另一端,所述弹簧套设在所述传感器的端部,所述弹簧抵接所述连杆,所述连杆的中心处与所述检测筒铰接。
8、综上所述,本实用新型包括以下至少一种有益技术效果:
9、1.启动电机一,皮带轮一带动丝杆一在固定块之间转动,滑块一随之在滑轨上水平移动带动第二移动组件移动;
10、2.启动电机二,皮带轮二带动丝杆二转动,丝杆二上的滑块二随之在水平方向移动,从而可以使第三移动组件对准工作台的任意位置,第三移动组件只需要带动检测组件上下移动即可,这种方式可以大大提高检测效率,避免人工检测出错;
11、3.通过启动电机三,可以使检测组件在竖直方向上下移动,当检测筒伸入环形高精度金属部件中时,检测头抵接环形高精度金属部件的内壁后,向内收缩并推动连杆,连杆对传感器施加压力并挤压弹簧,传感器可以将数据反馈到后台,从而得到环形高精度金属内壁的情况,这种检测效率较高,相比于人家检测来说大大减少了误差。
技术特征:
1.一种高精度金属零部件自动化检测工装,其特征在于:包括工作台(1)和自动检测机构,所述自动检测机构设置在所述工作台(1)上,所述自动检测机构包括主架(2)、第一移动组件(3)、第二移动组件(4)、第三移动组件(5)和检测组件(6),所述第一移动组件(3)包括滑轨(31)、电机一(32)、皮带轮一(33)、皮带一(34)、滑块一(35)、丝杆一(36)和固定块(37),所述滑轨(31)设置有两组,两组所述滑轨(31)设置在所述主架(2)的顶部,所述固定块(37)设置有两个,两个所述固定块(37)设置在任意一组滑轨(31)的两端,所述丝杆一(36)的一端与所述固定块(37)转动连接,所述丝杆一(36)的另一端穿过所述固定块(37),所述丝杆一(36)穿过所述固定块(37)的端部设置有皮带轮一(33),所述电机一(32)设置在所述主架(2)上,所述电机一(32)的转子上同样设置有皮带轮一(33),所述皮带轮一(33)之间通过所述皮带一(34)配合,所述滑块一(35)设置有两组,两组所述滑块一(35)分别与所述滑轨(31)滑动配合,任意一组滑块一(35)与所述丝杆一(36)螺纹配合,两组所述滑块一(35)之间设置有第二移动组件(4),所述第二移动组件(4)包括电机二(41)、皮带轮二(42)、皮带二(43)、滑杆(44)、丝杆二(45)和滑块二(46),所述电机二(41)设置在所述滑轨(31)上,所述电机二(41)的转子上设置有皮带轮二(42),所述丝杆二(45)的一端与所述滑块一(35)转动连接,所述丝杆二(45)的另一端穿过另一组所述滑块一(35),所述丝杆二(45)穿过所述滑块一(35)的部分连接有皮带轮二(42),所述皮带轮二(42)之间通过所述皮带二(43)配合,所述滑块二(46)与所述丝杆二(45)螺纹配合,所述滑块二(46)与所述滑杆(44)滑动配合,所述滑块二(46)上连接有第三移动组件(5),所述检测组件(6)包括连接件(61)、检测筒(62)、传感器(63)、连杆(64)、检测头(65)和弹簧(66),所述连接件(61)设置在滑块三(54)上,所述检测筒(62)设置在所述连接件(61)上,所述传感器(63)设置有四组,四组所述传感器(63)沿所述检测筒(62)环形阵列,所述检测头(65)设置有四组,四组所述检测头(65)沿所述检测筒(62)环形阵列。
2.根据权利要求1所述的一种高精度金属零部件自动化检测工装,其特征在于:所述第三移动组件(5)包括电机三(51)、锥齿轮(52)、丝杆三(53)、滑块三(54)和连接块(55),所述连接块(55)设置在所述滑块二(46)的底部,所述电机三(51)设置在所述滑块二(46)上,所述电机三(51)的转子上设置有锥齿轮(52),所述丝杆三(53)的端部设置有锥齿轮(52),两组所述锥齿轮(52)互相啮合,所述丝杆三(53)与所述滑块二(46)转动连接,所述滑块三(54)与所述丝杆三(53)螺纹配合,所述滑块三(54)上连接所述检测组件(6)。
3.根据权利要求2所述的一种高精度金属零部件自动化检测工装,其特征在于:所述检测头(65)的端部从检测筒(62)中伸出,所述检测头(65)的另一端抵接所述连杆(64)的一端,所述传感器(63)的一端抵接所述连杆(64)的另一端,所述弹簧(66)套设在所述传感器(63)的端部,所述弹簧(66)抵接所述连杆(64),所述连杆(64)的中心处与所述检测筒(62)铰接。
技术总结
本技术涉及一种高精度金属零部件自动化检测工装,其包括工作台和自动检测机构,所述自动检测机构设置在所述工作台上,所述自动检测机构包括主架、第一移动组件、第二移动组件、第三移动组件和检测组件,通过第一移动组件、第二移动组件和第三移动组件带动检测组件对准工作台的任意一处,并且可以使检测组件上下移动,对环形高精度金属的内径进行检测。
技术研发人员:滕建伟,张爱民,袁春生,王展
受保护的技术使用者:无锡枫景舜精密机械有限公司
技术研发日:20220805
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!