一种汽车面漆检测装置的制作方法
1.本实用新型属于视觉检测系统领域,尤其是一种汽车面漆检测装置。
背景技术:
2.汽车车身涂装工艺是展现汽车表面涂层的外观质量、防腐性能的必要措施之一,为提高生产效率,需将汽车面漆涂装进行自动检测,并根据检测数据将检验车辆按照面漆好坏程度进行划分,为后续质检返工工作提供可靠的数据支持,汽车漆面测试内容主要有以下几个方面:1、检测汽车面漆厚度;2、检测汽车面漆漆层质量。
3.目前,我国汽车企业中的涂装瑕疵检测环节均由人工或半自动化设备完成,通过打油石、光照等接触式测量方法,从不同角度结合观察和触摸等方式对汽车车身进行检测。但是采用人工检测的方法也无法适应目前高速、精准、自动化的生产要求。
技术实现要素:
4.为了克服上述技术缺陷,本实用新型提供一种汽车面漆检测装置,以解决背景技术所涉及的问题。
5.本实用新型提供一种汽车面漆检测装置,包括:
6.传输组件,适于传送待检测汽车框架;
7.检测组件,包括设置在所述传输组件的两侧的工业机器人,分别安装在所述工业机器人输出端上、以预定频率播放按预定相位移动的条纹图像的面光源,以及分别设置在所述工业机器人输出端上、且与所述面光源呈预定夹角、适于获取待检测汽车框架的反射图像的工业相机;
8.控制器,与所述工业机器人、面光源、工业相机信号连接,预先输入所述待检测汽车框架的尺寸数据,基于所述尺寸数据调整所述工业机器人输出端的位姿,使得所述面光源、待检测汽车框架表面、工业相机的安装满足光线的反射定律。
9.优选地或可选地,所述工业机器人至少包括6个自由度。
10.优选地或可选地,所述条纹图像为格雷码条纹、正弦或余弦条纹中的一种。
11.优选地或可选地,所述工业相机均采用面阵相机,并搭配千万像素级镜头使用。
12.优选地或可选地,所述检测组件内包括至少四个面光源和四个面阵相机。
13.优选地或可选地,所述传输组件包括:
14.安装架,在所述安装架的纵向上设置有齿条和两个滑动导轨;
15.承载架,滑动安装在所述滑动导轨上,适于放置待检测汽车框架;在所述承载架上设置有减速电机,所述减速电机的输出端上设置有驱动齿轮,所述驱动齿轮与所述齿条相啮合。
16.优选地或可选地,所述传输组件还包括磁栅尺,适于检测所述承载架的位移量。
17.优选地或可选地,所述检测装置还包括归正组件,适于待检测汽车框架的位置归正。
18.优选地或可选地,所述归正组件:包括设置在所述安装架上的位于不同方向上的至少三个可以调节位置的定位柱,且所述定位柱的连线与所述待检测汽车框架的内部轮廓相适配。
19.本实用新型涉及一种汽车面漆检测装置,相较于现有技术,具有如下有益效果:本实用新型通过将检测组件设置在传输组件的两侧,通过工业机器人调整面光源和工业相机位置,使得面光源、待检测汽车框架表面、工业相机的安装满足光线的反射定律。然后通过面光源发射条纹图像,经过待检测汽车车身反射,工业相机接收反射图像,根据畸变图像,经过解算复原待检测汽车车身的表面数据。可以取代流水线连续工作的检测工人,提高汽车自动化检测的检测效率和准确率。
附图说明
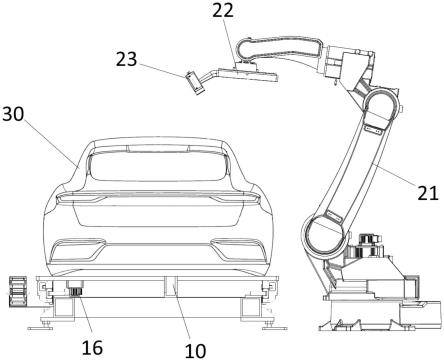
20.图1是本实用新型的结构示意图。
21.图2是本实用新型中检测组件的结构示意图。
22.图3是本实用新型中传输组件的局部放大图。
23.附图标记为:传输组件10、安装架11、齿条12、滑动导轨13、承载架14、减速电机15、驱动齿轮16、检测组件20、工业机器人21、面光源22、工业相机23、汽车框架30。
具体实施方式
24.在下文的描述中,给出了大量具体的细节以便提供对本实用新型更为彻底的理解。然而,对于本领域技术人员而言显而易见的是,本实用新型可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本实用新型发生混淆,对于本领域公知的一些技术特征未进行描述。
25.参阅附图1至3,一种汽车面漆检测装置,包括:传输组件10、检测组件20和控制器。
26.其中,传输组件10适于传送待检测汽车框架30;参阅附图1和附图3,所述传输组件10包括:安装架11、齿条12、滑动导轨13、承载架14、减速电机15和驱动齿轮16。在所述安装架11的纵向上设置有齿条12和两个滑动导轨13;承载架14滑动安装在所述滑动导轨13上,适于放置待检测汽车框架30;在所述承载架14上设置有减速电机15,所述减速电机15的输出端上设置有驱动齿轮16,所述驱动齿轮16与所述齿条12相啮合。通过减速电机15驱动所述驱动齿轮16相对与齿条12运动,使得所述承载架14和放置在所述承载架14上的待检测汽车框架30沿着滑动导轨13运动,实现与检测组件20之间的相对运动。
27.当然,所述检测装置还包括归正组件,适于待检测汽车框架30的位置归正。具体地,所述归正组件包括设置在所述安装架11上的位于不同方向上的至少三个可以调节位置的定位柱,且所述定位柱的连线与所述待检测汽车框架30的内部轮廓相适配。通过调整所述定位柱的位置,以符合该车型的内部轮廓,然后通过吊装装置,移动待检测汽车框架30,使之与各个定位柱相抵,实现对待检测汽车框架30的定位。
28.检测组件20包括:设置在所述传输组件10的两侧的工业机器人21,分别安装在所述工业机器人21输出端上、以预定频率播放按预定相位移动的条纹图像的面光源22,以及分别设置在所述工业机器人21输出端上、且与所述面光源22呈预定夹角、适于获取待检测汽车框架30的反射图像的工业相机23。
29.所述检测组件20内包括至少四个工业相机23和四个面光源22。分别位于所述传输组件10的两侧。如此,所述检测组件20对同一个待检测汽车框架30进行检测,四个面阵相机可以采集由四个面光源22发射的图像,大大的提高了检测效率。
30.其中,面漆漆层质量和面漆厚度检测要求精度非常高,如此所述工业相机23均采用面阵相机,并搭配千万像素级镜头使用,以满足面漆漆层质量和面漆厚度检测要求。
31.所述面光源22与计算机相连接,以预定频率播放按预定相位移动的条纹图像,所述条纹码为所述条纹图像为格雷码条纹、正弦或余弦条纹中的一种。所述正弦或余弦条纹的相位变化图像至少为三个;其中,所述正弦或余弦条纹的相位变化角度为π/2,利用移相方法解相位并进行相位解包裹;将相位分布转化为位置坐标分布,将位置坐标转化为倾斜角度分布,最后将倾斜角度分布合成为三维面型分布。所述格雷码条纹的形状棋盘黑白格子状,其原理与正弦或余弦条纹相似,在此不做进一步赘述。
32.参阅附图2,所述工业机器人21至少包括6个自由度。具体地,所述工业机器人21包括:底部旋转轴轴、下臂轴、上臂轴、手腕旋转轴、手腕摆动轴和手腕回转轴;6个关节合成实现末端的6自由度动作,具有高灵活性、超大负载、高定位精度等众多优点。能够自由调整所述面光源22和工业相机23位置和姿态。
33.控制器与所述工业机器人21、面光源22、工业相机23信号连接,预先输入所述待检测汽车框架30的尺寸数据,基于所述尺寸数据调整所述工业机器人21输出端的位姿,使得所述面光源22、待检测汽车框架30表面、工业相机23的安装满足光线的反射定律。
34.为了方便理解汽车面漆检测装置的技术方案,对其检测流程做出简要说明:
35.1、人工将待检车辆停放至检测设备内的位置点,此处对车辆有位置归正要求,通过地面安装归正组件来实现;
36.2、人员退出检测区,按下启动检测按钮后,传输带动待检测汽车框架30移动,同时,工业机器人21调整面光源22和工业相机23位置,使得面光源22、待检测汽车框架30表面、工业相机23的安装满足光线的反射定律,然后面光源22发射变化的条纹图像,经过待检测的汽车车身反射,工业相机23接收反射图像,直至扫描全部面漆范围后结束;
37.3、在相机扫描完成之后软件系统随即进行数据处理分析,通过计算机分别对反射图像进行处理,获得待检测汽车框架30的三维面型分布,进而获得待检测汽车框架30表面的面漆厚度和面漆漆层质量;将所有面漆平整度、颗粒、色差、流挂缺陷等检测、油漆厚度结果反馈至gui,同时在检测位会有监视器显示当前检测的重要信息,方便人工介入处理相关工作;
38.4、以上工作全部完成后,设备给出检测完成的状态显示,人工将过检车辆开出放置于指定位置。
39.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合。为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1