一种汽车挡风玻璃花点缺陷的自动检测装置
本技术应用于汽车玻璃生产,尤其涉及一种汽车挡风玻璃花点缺陷的自动检测装置。
背景技术:
1、在花点图案的丝网印刷和烘干过程中不可避免会出现花点的黏连、残缺与缺失等缺陷,这是由印刷网版破损、网孔增大、网孔堵塞以及高温烧结不均匀等因素造成的。花点缺陷不仅微小,而且不同型号汽车玻璃上的花点图案各不相同(表现为花点的排列方式、排列层数和密集度是多种多样的,黑白背景交界处的底纹也各式各样),这使得花点缺陷的自动检测难度较大。此外由于汽车挡风玻璃的面积较大(1.5m*0.8m左右),而花点的面积又较小(最大直径为1.0mm/个,最小直径为0.3mm/个),因此既要清晰采集花点缺陷又要尽量降低图像采集系统的硬件成本。
2、目前汽车挡风玻璃花点缺陷检测技术主要包括以下三种:
3、①人工检测:通过人工肉眼查看汽车挡风玻璃的花点图案来判断是否存在花点缺陷。人工检测的问题:人工成本高,检测效率低。为了突显花点图像,检测人员需要长时间在强光下工作,造成用眼疲劳,容易出现误检和漏检,导致检测数据因人而异、收集及分析困难等问题。
4、②特性参数检测技术:通过对玻璃的透光率、折射率以及表面应力检测玻璃是否镀膜、玻璃的材质以及玻璃的钢化程度。该技术目前主要用于检测玻璃的材质种类与质量好坏,无法用于成品汽车玻璃花点缺陷的检测。
5、③机器视觉检测技术:通过图像的预处理算法、分割算法及比对算法等实现玻璃表面的缺陷检测。需要为每一种型号的汽车玻璃准备1套花点图案比对模板,而且还需要进行复杂的图像预处理。此外,由于花点图案中的每个黑点的面积均非常小,因此花点的各种缺陷也相对较小,更增加了花点缺陷检测的难度,导致传统的检测算法的准确性难以提高。
技术实现思路
1、为克服现有技术中的不足,本实用新型的目的在于提供一种汽车挡风玻璃花点缺陷的自动检测装置,实现汽车挡风玻璃花点缺陷图像的清晰采集,以及花点缺陷的在线自动检测,以便替代人工检测,解决挡风玻璃花点图案印刷和烘干质量的实时在线检测问题,并达到工业产线要求的检测准确率。
2、为实现上述目的,本实用新型采用以下技术方案:
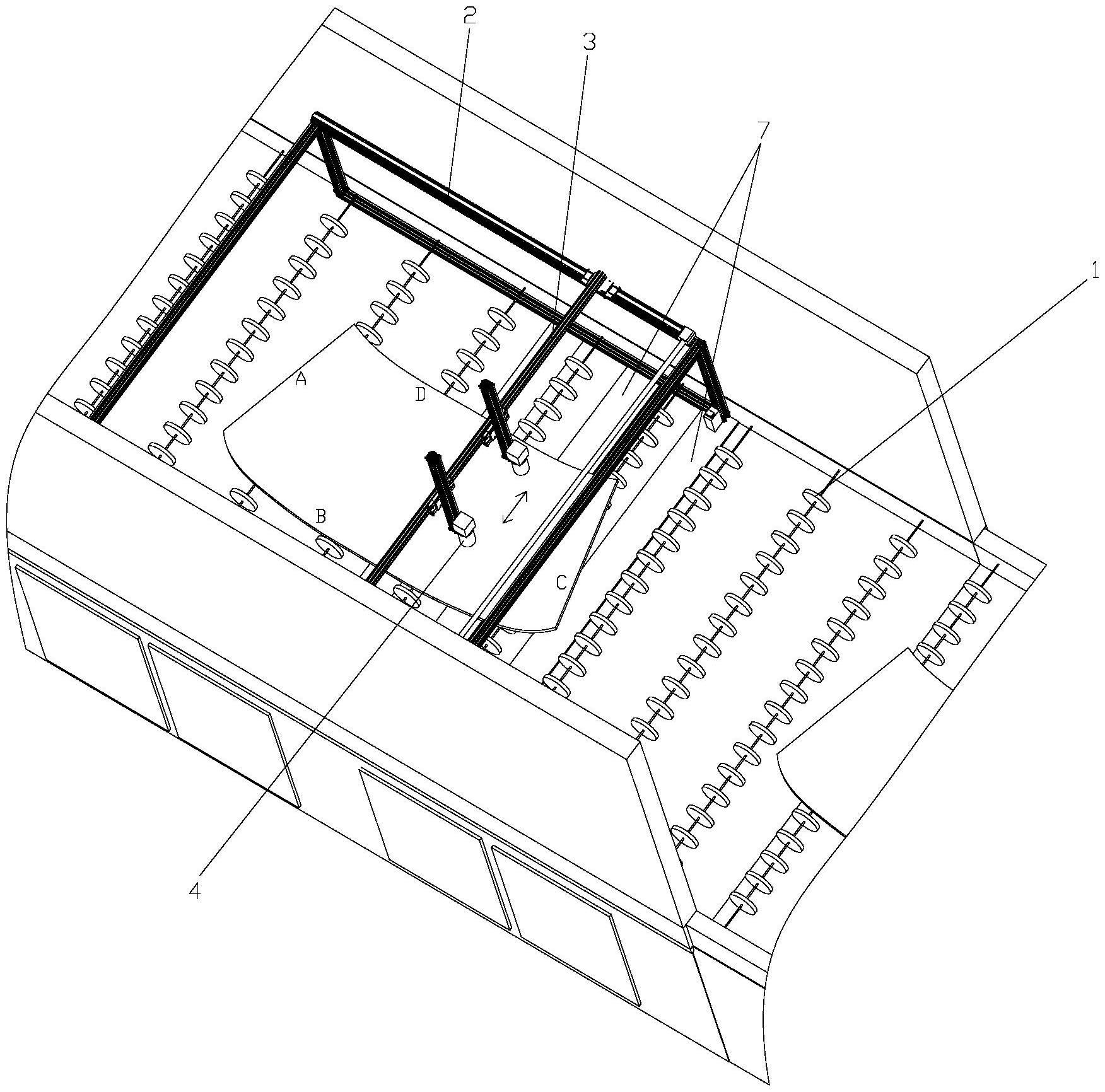
3、一种汽车挡风玻璃花点缺陷的自动检测装置,包括上位机、plc、支撑架和单轴滑轨驱动模组,所述支撑架架设在产线的正上方,所述单轴滑轨驱动模组设于支撑架的顶部,且单轴滑轨驱动模组与产线传动方向垂直设置,所述单轴滑轨驱动模组上连接有两个间隔设置的工业相机,两个工业相机由单轴滑轨驱动模组驱动同步移动,单轴滑轨驱动模组由plc控制,两工业相机和plc分别电连接至上位机,汽车挡风玻璃随产线移动到两工业相机的拍摄区域下方,两工业相机将摄取的图像传送至上位机。
4、进一步的,所述单轴滑轨驱动模组的动力源为步进电机,步进电机连接的步进驱动器电连接至plc。
5、进一步的,两个工业相机之间的间距为50cm。
6、进一步的,所述产线上且在两个工业相机的拍摄区域内设置有若干个条形光源,各条形光源分别置于产线相邻两个辊道之间。
7、进一步的,所述支撑架上并位于两工业相机拍摄区域的上方固定有遮光罩。
8、本实用新型采用以上技术方案,具有以下有益技术效果:
9、本实用新型的检测装置采用机器视觉技术来提取花点图案的轮廓,然后用plc控制2台工业相机沿着轮廓轨迹移动,从而实现挡风玻璃4条黑边花点图案的分块采集,以便获得微小花点的清晰图像;最后在上位机内采用csi-yolov5s算法来实现花点缺陷类型和位置的在线检测,并且有效提高了检测准确率。
技术特征:
1.一种汽车挡风玻璃花点缺陷的自动检测装置,其特征在于:包括上位机、plc、支撑架和单轴滑轨驱动模组,所述支撑架架设在产线的正上方,所述单轴滑轨驱动模组设于支撑架的顶部,且单轴滑轨驱动模组与产线传动方向垂直设置,所述单轴滑轨驱动模组上连接有两个间隔设置的工业相机,两个工业相机由单轴滑轨驱动模组驱动同步移动,单轴滑轨驱动模组由plc控制,两工业相机和plc分别电连接至上位机,汽车挡风玻璃随产线移动到两工业相机的拍摄区域下方,两工业相机将摄取的图像传送至上位机。
2.根据权利要求1所述的一种汽车挡风玻璃花点缺陷的自动检测装置,其特征在于:所述单轴滑轨驱动模组的动力源为步进电机,步进电机连接的步进驱动器电连接至plc。
3.根据权利要求1所述的一种汽车挡风玻璃花点缺陷的自动检测装置,其特征在于:两个工业相机之间的间距为50cm。
4.根据权利要求1所述的一种汽车挡风玻璃花点缺陷的自动检测装置,其特征在于:所述产线上且在两个工业相机的拍摄区域内设置有若干个条形光源,各条形光源分别置于产线相邻两个辊道之间。
5.根据权利要求1所述的一种汽车挡风玻璃花点缺陷的自动检测装置,其特征在于:所述支撑架上并位于两工业相机拍摄区域的上方固定有遮光罩。
技术总结
本技术公开一种汽车挡风玻璃花点缺陷的自动检测装置,包括上位机、PLC、支撑架和单轴滑轨驱动模组,单轴滑轨驱动模组设于支撑架的顶部,且单轴滑轨驱动模组与产线传动方向垂直设置,所述单轴滑轨驱动模组上连接有两个间隔设置的工业相机,两个工业相机由单轴滑轨驱动模组驱动同步移动,单轴滑轨驱动模组由PLC控制,两工业相机和PLC分别电连接至上位机。本技术能实现汽车挡风玻璃花点缺陷图像的清晰采集,以及花点缺陷的在线自动检测,以便替代人工检测,解决挡风玻璃花点图案印刷和烘干质量的实时在线检测问题,并达到工业产线要求的检测准确率。
技术研发人员:陈炜,沈力,陈炜杰,马莹,李建兴,罗堪
受保护的技术使用者:福建工程学院
技术研发日:20221122
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!