一种漏孔检测装置的制作方法
1.本实用新型涉及漏孔检测技术领域,具体涉及一种漏孔检测装置。
背景技术:
2.随着汽车产业快速发展,实现车身轻量化的同时提高汽车的安全性能,热成型零件在汽车零部件中已被越来越广泛的应用。热成型产品零件工艺过程包括热成型冲压和激光切割边、孔,激光切孔过程中,经常存在孔漏切的现象。现有技术中一般采用人工目测检查的方式。由于汽车零部件上的孔数较多,长期目检不仅眼睛容易疲劳,准确率低,存在漏检的情况,导致后续装车过程中出现各种问题;而且目检耗费的时间较长,工作量大,效率低下,不利于汽车零部件批量化生产。
3.因此,如何快速有效的检测是否存在漏切孔的情况,成为需要解决的问题。
技术实现要素:
4.本实用新型为了解决现有技术中人工目测检测漏切孔,工作量大、效率低、准确率低的问题,提供一种漏孔检测装置。
5.本实用新型解决上述技术问题的技术方案如下:一种漏孔检测装置,包括底板及安装在底板上的定位柱和检测组件,所述定位柱用于支撑工件,所述检测组件包括探针感应器、气缸、支撑板、探针、气源和报警器,所述气缸与所述气源连接,所述气缸的输出端与所述支撑板连接,多个所述探针安装在所述支撑板上,所述探针与所述工件的待检测孔相对应,所述探针位于所述工件的一侧,所述探针感应器位于所述工件的另一侧,所述探针感应器用于感应所述探针,所述探针感应器与所述报警器通信连接。
6.在上述技术方案的基础上,本实用新型为了达到使用的方便以及装备的稳定性,还可以对上述的技术方案作出如下的改进:
7.优选的,所述支撑板与所述气缸的输出端可拆卸连接。
8.优选的,还包括滑轨,所述支撑板滑动设置在所述滑轨上。
9.优选的,所述工件呈u形,所述检测组件设有两组,两组所述检测组件设置在所述工件的两侧。
10.优选的,两组所述检测组件中所述探针的位置及数量相同或不同。
11.优选的,所述气缸为直线滑轨气缸。
12.优选的,所述定位柱设有多个,多个所述定位柱插装在所述工件上。
13.本实用新型的有益效果是:通过气缸带动支撑板及探针移动,通过探针感应器对探针是否正常插入待检测孔内进行检测,从而实现检测工件上是否存在漏切的孔,检测过程简单,提高了检测效率和准确率,满足工件批量化生产的需求,解决了人工目测存在的工作量大、检测效率低、准确性低的问题。
附图说明
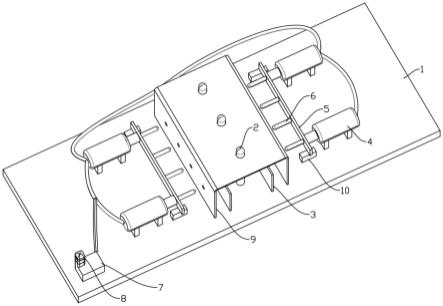
14.图1为本实用新型漏孔检测装置的示意图。
15.附图标记记录如下:1、底板;2、定位柱;3、探针感应器;4、气缸;5、支撑板;6、探针;7、气源;8、报警器;9、工件;10、滑轨。
具体实施方式
16.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
17.如图1所示,本实用新型公开了一种漏孔检测装置,包括底板1及安装在底板1上的定位柱2和检测组件,所述定位柱2用于支撑工件9,所述检测组件包括探针感应器3、气缸4、支撑板5、探针6、气源7和报警器8,所述气缸4与所述气源7连接,所述气缸4为直线滑轨10气缸,结构紧凑,占用空间小,所述气缸4的输出端与所述支撑板5连接,多个所述探针6安装在所述支撑板5上,所述探针6的位置及数量与所述工件9的待检测孔的位置及数量相对应,所述探针6位于所述工件9的一侧,所述探针感应器3位于所述工件9的另一侧,所述探针感应器3用于感应所述探针6,所述探针感应器3与所述报警器8通信连接,所述报警器8为声光报警器。
18.在本实施例中,所述报警器8为三色灯蜂鸣报警器。
19.进一步,所述支撑板5与所述气缸4的输出端可拆卸连接。可根据不同的工件9,更换不同的支撑板5及探针6,满足多种工件9的检测需求,提高使用范围,同时更换方便,提高更换效率。
20.在一个可选的实施例中,漏孔检测装置还包括滑轨10,所述气缸4的输出端设有驱动杆,所述驱动杆与所述支撑板5可拆卸连接,所述支撑板5滑动设置在所述滑轨10上,滑轨10对支撑板5起到支撑和导向的作用,保证支撑板5及探针6稳定移动。
21.所述工件9呈u形,所述定位柱2设有多个,多个所述定位柱2插装在所述工件9上,保证工件9定位的稳定性,保证探针6能够正常插入待检测孔内,所述检测组件设有两组,两组所述检测组件设置在所述工件9的两侧,所述探针感应器3设置在所述工件9内,所述探针6设置在工件9外,通过探针感应器3与探针6配合,实现对工件9两侧的待检测孔同时进行检测,进一步提高检测效率,缩短检测时间;另外探针感应器3设置在工件9内,既能满足检测需求,且节省安装空间。
22.两组所述检测组件中所述探针6的位置及数量相同或不同。根据工件9上待检测孔的位置及数量设置相应的支撑板5及探针6,更好的满足工件9的检测需求,提高使用范围。
23.本实用新型的使用过程如下:
24.将工件9安装在定位柱2上,按下气缸4上的启动按钮,气缸4带动支撑板5及探针6一起向工件9移动,当探针6穿过待检测孔时,探针感应器3检测到探针6的信号,表示工件9上无漏切的孔,工件9合格,报警器8显示绿色;
25.当工件9上有漏切的孔时,探针6与工件9碰撞停止,探针感应器3无法感应到探针6的信号,则表示工件9不合格,报警器8显示红色,并发出警报。
26.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保
护范围之内。
技术特征:
1.一种漏孔检测装置,其特征在于,包括底板(1)及安装在底板(1)上的定位柱(2)和检测组件,所述定位柱(2)用于支撑工件(9),所述检测组件包括探针感应器(3)、气缸(4)、支撑板(5)、探针(6)、气源(7)和报警器(8),所述气缸(4)与所述气源(7)连接,所述气缸(4)的输出端与所述支撑板(5)连接,多个所述探针(6)安装在所述支撑板(5)上,所述探针(6)与所述工件(9)的待检测孔相对应,所述探针(6)位于所述工件(9)的一侧,所述探针感应器(3)位于所述工件(9)的另一侧,所述探针感应器(3)用于感应所述探针(6),所述探针感应器(3)与所述报警器(8)通信连接。2.根据权利要求1所述的漏孔检测装置,其特征在于,所述支撑板(5)与所述气缸(4)的输出端可拆卸连接。3.根据权利要求1所述的漏孔检测装置,其特征在于,还包括滑轨(10),所述支撑板(5)滑动设置在所述滑轨(10)上。4.根据权利要求1所述的漏孔检测装置,其特征在于,所述工件(9)呈u形,所述检测组件设有两组,两组所述检测组件设置在所述工件(9)的两侧。5.根据权利要求4所述的漏孔检测装置,其特征在于,两组所述检测组件中所述探针(6)的位置及数量相同或不同。6.根据权利要求1所述的漏孔检测装置,其特征在于,所述气缸(4)为直线滑轨气缸。7.根据权利要求1所述的漏孔检测装置,其特征在于,所述定位柱(2)设有多个,多个所述定位柱(2)插装在所述工件(9)上。
技术总结
本实用新型涉及一种漏孔检测装置,包括底板及安装在底板上的定位柱和检测组件,定位柱用于支撑工件,检测组件包括探针感应器、气缸、支撑板、探针、气源和报警器,气缸与气源连接,气缸的输出端与支撑板连接,多个探针安装在支撑板上,探针与工件的待检测孔相对应,探针位于工件的一侧,探针感应器位于工件的另一侧,探针感应器用于感应探针,探针感应器与报警器通信连接。通过气缸带动支撑板及探针移动,通过探针感应器对探针是否正常插入待检测孔内进行检测,从而实现检测工件上是否存在漏切孔,检测过程简单,提高检测效率和准确率,满足工件批量化生产的需求,解决了人工目测存在的工作量大、检测效率低、准确性低的问题。准确性低的问题。准确性低的问题。
技术研发人员:胡亚东 王文鲜 王韦童 韩清华 白月玲 刘赛 耿硕 冯健 闫延 高雅慧
受保护的技术使用者:凌云吉恩斯科技有限公司
技术研发日:2022.12.02
技术公布日:2023/3/9
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1