一种覆盖热轧全厚度钢卷高效组合取样打包产线的制作方法
本技术涉及热轧成品钢卷取样装置,尤其涉及一种覆盖热轧全厚度钢卷高效组合取样打包产线。
背景技术:
1、传统的热轧成品钢卷取样采用天然气(乙炔等)、氧气割刀人工取样,这种取样方式较为原始,可以覆盖热轧钢卷1.2mm~25.4mm全覆盖,但纯人工取样方式,安全性非常差;或者采用检查线机组、切边机组等设备零星取样,但无论采用哪种机组,都只能是零星取样,不能覆盖钢卷全厚度取样范围。传统的钢卷打包采用人工穿带打包,对人的依赖性较强。各厂通常需要配置1~2个班组专门用于热轧钢卷的人工取样和人工打包。
技术实现思路
1、基于此,有必要针对上述技术问题,提供一种覆盖热轧全厚度钢卷高效组合取样打包产线。
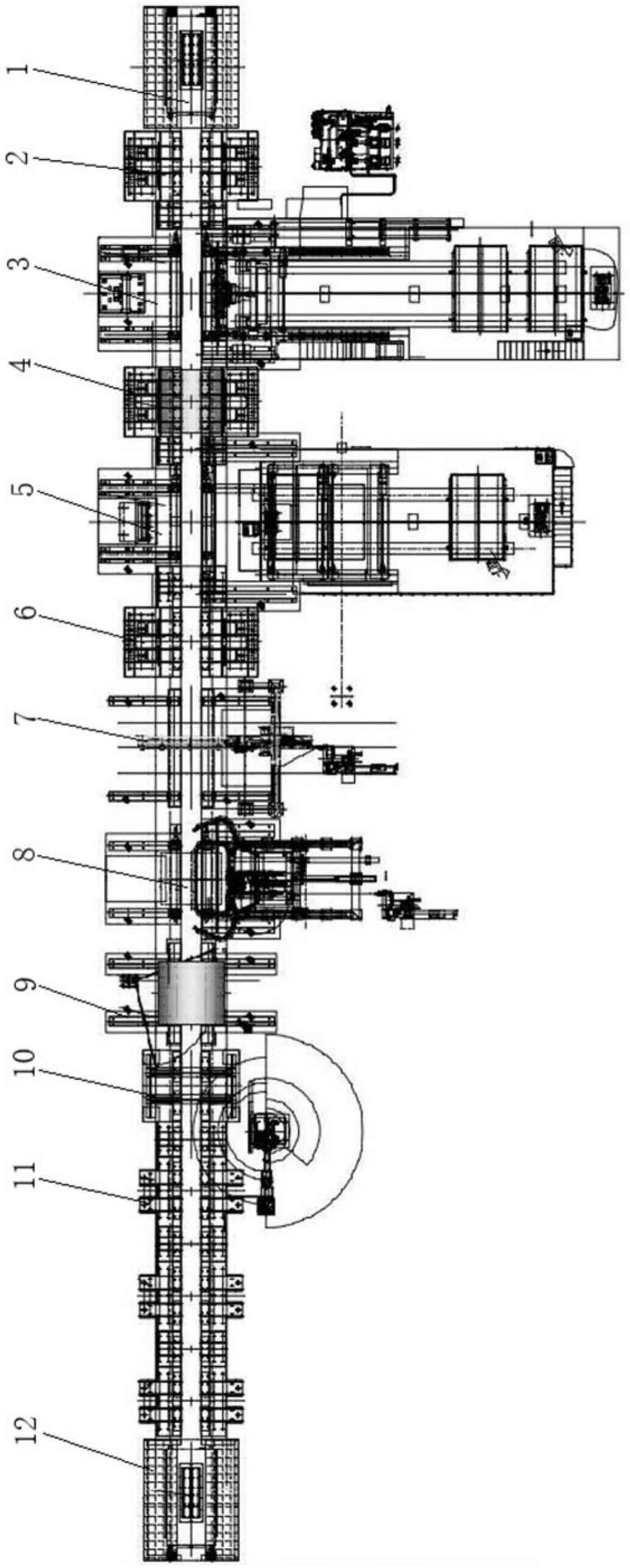
2、一种覆盖热轧全厚度钢卷高效组合取样打包产线,包括依次设置的:
3、钢卷自动运输车,用于承载和运输钢卷;
4、火焰切割取样机组,用于对达到第一设定厚度范围的钢卷进行取样;
5、切头剪取样机组,用于对达到第二设定厚度范围的钢卷进行取样;
6、打捆单元,用于对取样下来的钢卷样品进行自动或手动打捆;
7、出料鞍座,用于对打捆后的钢卷样品进行出料。
8、在其中一个实施例中,所述火焰切割取样机组包括:
9、取样卷,放置在所述钢卷自动运输车上;
10、第一压辊装置,设置在所述钢卷自动运输车的一侧,所述第一压辊装置能够压附在所述取样卷的顶部;
11、第一地辊装置,设置在所述钢卷自动运输车的两侧,所述第一地辊装置能够滚动支托在所述取样卷的下部两侧;
12、取样小车,用于对所述取样卷进行开卷、夹紧和火焰切割;
13、样品及废料收集小车,设置在所述取样小车的下方,所述样品及废料收集小车用于收集钢卷样品和废料。
14、在其中一个实施例中,所述取样小车包括:
15、开卷装置,用于对所述取样卷进行开卷;
16、第一夹紧装置,用于夹紧所述取样卷开卷后的一端并输送至样品及废料收集小车上;
17、火焰切割装置,用于对取样卷进行火焰切割。
18、在其中一个实施例中,所述切头剪取样机组包括:
19、第二压辊装置,设置在所述钢卷自动运输车的一侧,所述第二压辊装置能够压附在所述取样卷的顶部;
20、第二地辊装置,设置在所述钢卷自动运输车的两侧,所述第二地辊装置能够滚动支托在所述取样卷的下部两侧;
21、切头剪装置,用于对所述取样卷进行夹紧、切头和出料导出;
22、样品收集小车,设置在所述切头剪装置的一侧,所述样品收集小车用于收集钢卷样品;
23、废料收集小车,设置在所述样品收集小车的下方,所述废料收集小车用于收集废料;
24、在其中一个实施例中,所述切头剪装置包括:
25、第二夹紧装置,用于夹紧所述取样卷开卷后的一端;
26、切头装置,用于对所述取样卷进行切头;
27、出料导出装置,用于将钢卷样品导入样品收集小车内。
28、在其中一个实施例中,所述打捆单元的一侧与打包上料位鞍座相连接,且所述打捆单元包括依次设置的:
29、全自动周向打捆机组,用于对钢卷样品进行周向自动打包;
30、全自动径向打捆机组,用于对钢卷样品进行径向自动打包;
31、人工打包鞍座,用于对钢卷样品进行人工打包。
32、在其中一个实施例中,所述人工打包鞍座和所述出料鞍座之间还设有全自动称量机组,所述全自动称量机组能够对打捆后的钢卷样品进行称量和喷印。
33、在其中一个实施例中,所述火焰切割取样机组的一侧设有火焰切割取样机组上料位鞍座;所述切头剪取样机组的一侧设有切头剪取样机组上料鞍座,
34、在其中一个实施例中,所述出料鞍座的数量有多个,最末端所述出料鞍座的一侧设有小车检修位。
35、在其中一个实施例中,所述第一设定厚度范围和第二设定厚度范围分别为6-25.4mm和1.5-8mm。
36、上述覆盖热轧全厚度钢卷高效组合取样打包产线,可以最大限度的发挥火焰切割取样机组和切头剪取样机组的取样优势和作业效率,并且覆盖了当前热轧的所有厚度的钢卷,其组合非常巧妙,并且能够有效减少作业人员靠近热卷作业时的温度烫伤风险,提升作业温度至350~400℃,从而有效降低热卷在库区内的占库时间,提高热卷库周转效率。
技术特征:
1.一种覆盖热轧全厚度钢卷高效组合取样打包产线,其特征在于,包括依次设置的:
2.如权利要求1所述的覆盖热轧全厚度钢卷高效组合取样打包产线,其特征在于,所述火焰切割取样机组(3)包括:
3.如权利要求2所述的覆盖热轧全厚度钢卷高效组合取样打包产线,其特征在于,所述取样小车(34)包括:
4.如权利要求2或3所述的覆盖热轧全厚度钢卷高效组合取样打包产线,其特征在于,所述切头剪取样机组(5)包括:
5.如权利要求4所述的覆盖热轧全厚度钢卷高效组合取样打包产线,其特征在于,所述切头剪装置(53)包括:
6.如权利要求1所述的覆盖热轧全厚度钢卷高效组合取样打包产线,其特征在于,所述打捆单元的一侧与打包上料位鞍座(6)相连接,且所述打捆单元包括依次设置的:
7.如权利要求6所述的覆盖热轧全厚度钢卷高效组合取样打包产线,其特征在于,所述人工打包鞍座(9)和所述出料鞍座(11)之间还设有全自动称量机组(10),所述全自动称量机组(10)能够对打捆后的钢卷样品进行称量和喷印。
8.如权利要求1所述的覆盖热轧全厚度钢卷高效组合取样打包产线,其特征在于,所述火焰切割取样机组(3)的一侧设有火焰切割取样机组上料位鞍座(2);所述切头剪取样机组(5)的一侧设有切头剪取样机组上料鞍座(4)。
9.如权利要求8所述的覆盖热轧全厚度钢卷高效组合取样打包产线,其特征在于,所述出料鞍座(11)的数量有多个,最末端所述出料鞍座(11)的一侧设有小车检修位(12)。
10.如权利要求1所述的覆盖热轧全厚度钢卷高效组合取样打包产线,其特征在于,所述第一设定厚度范围和第二设定厚度范围分别为6-25.4mm和1.5-8mm。
技术总结
本技术公开了一种覆盖热轧全厚度钢卷高效组合取样打包产线,包括依次设置的:钢卷自动运输车,用于承载和运输钢卷;火焰切割取样机组,用于对达到第一设定厚度范围的钢卷进行取样;切头剪取样机组,用于对达到第二设定厚度范围的钢卷进行取样;打捆单元,用于对取样下来的钢卷样品进行自动或手动打捆;出料鞍座,用于对打捆后的钢卷样品进行出料。本技术可以最大限度的发挥火焰切割取样机组和切头剪取样机组的取样优势和作业效率,并且覆盖了当前热轧的所有厚度的钢卷,其组合非常巧妙,并且能够有效减少作业人员靠近热卷作业时的温度烫伤风险,提升作业温度至350~400℃,从而有效降低热卷在库区内的占库时间,提高热卷库周转效率。
技术研发人员:蔡国良,陈良,王勇
受保护的技术使用者:上海梅山工业民用工程设计研究院有限公司
技术研发日:20221215
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!