一种用于补液阀动铁芯组件行程检测的工装的制作方法
本技术涉及工装组件领域,特别是涉及一种用于补液阀动铁芯组件行程检测的工装。
背景技术:
1、在国内、外汽车液压制动系统生产制造领域中,都会采用先进的工装以及高压密封检测手段对产品进行精准快速的产品性能检测,其目的在于:(1)保证产品检测数据的准确性,生产设备结构可靠,检测数据可信。(2)提高生产效率,生产设备可快速的将检测结果得出,使生产节拍更快。(3)提高生产合格率,生产过程中保证检测数据的准确性,减少设备误判,使生产合格率更高。
2、但现有装置在使用时还存在以下问题:现有一般增压阀高压密封检测的工装为气缸压紧检测形式,其不能模拟增压阀在esc系统中工作时电磁阀的受力情况,导致增压阀高压密封检测结果不够准确,容易出现误判件,降低了生产效率及产品合格率。另外增压阀高压密封检测结果是否准确直接影响其工作性能。
技术实现思路
1、本实用新型所要解决的技术问题是一般增压阀高压密封检测的工装为气缸压紧检测形式,其不能模拟增压阀在esc系统中工作时电磁阀的受力情况。
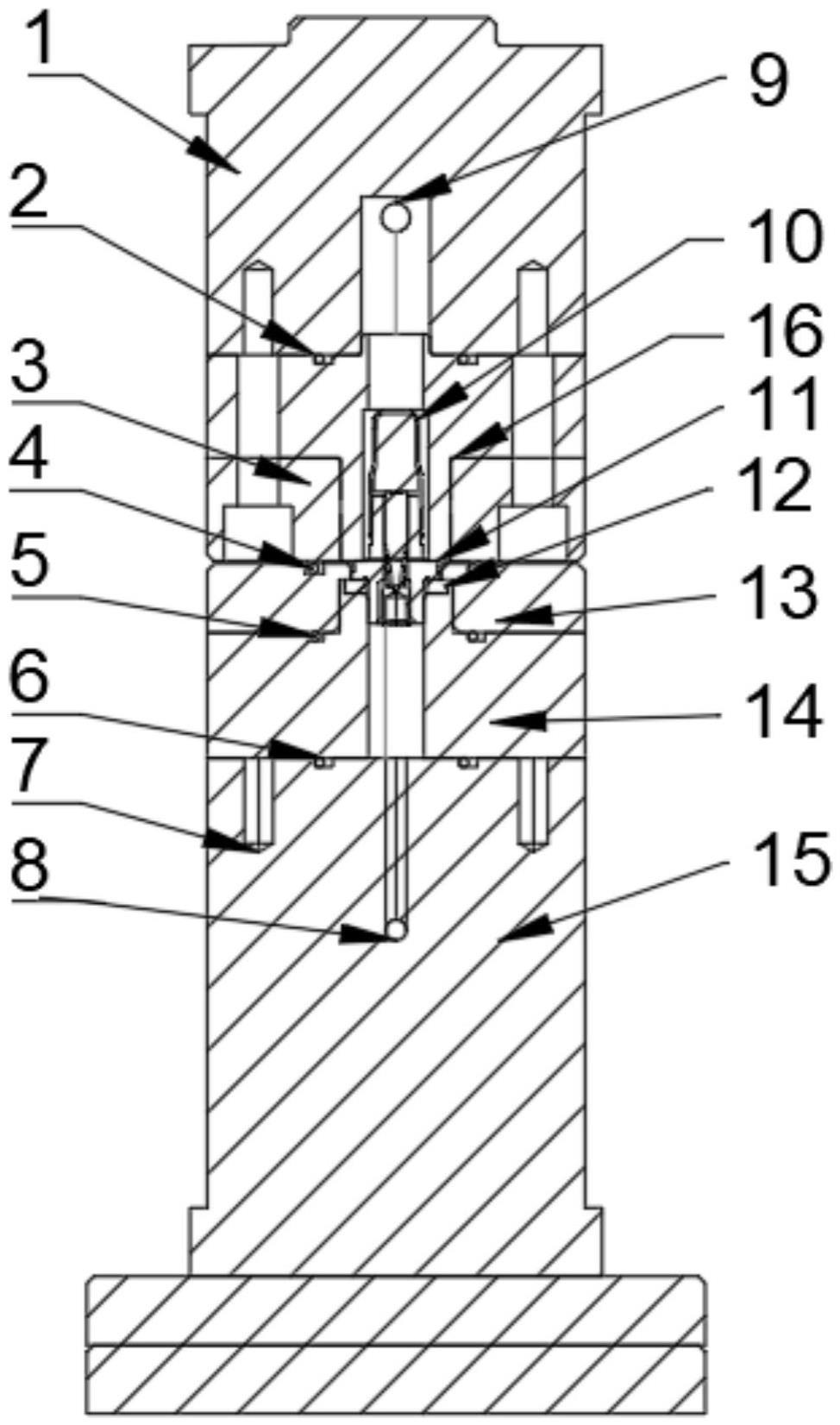
2、为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种用于补液阀动铁芯组件行程检测的工装,包括上工装主体,所述上工装主体下方设置有第二组件上工装,所述上工装主体内下方设置有电磁阀小总成且压紧有电磁阀小总成的密封处,所述电磁阀小总成下方安装有聚氨酯,且聚氨酯外侧设置有第二密封o型圈密封配合,所述第二组件上工装上方设置有第一组件上工装,所述第二组件上工装设置于上工装主体下方且之间设置有第一密封o型圈,且第二组件上工装与电磁阀小总成相抵。
3、通过上述技术方案,当实际对增压阀高压密封检测时,上工装主体下压,即气缸下压将工件与密封垫压紧,此时第二组件上工装,第一组件下工装与第二密封o型圈相抵,此时高压充气,增压阀小总成在esc系统中工作时所受的压力。
4、本实用新型进一步设置为:所述聚氨酯与电磁阀小总成下方平面相抵,所述第二密封o型圈下方设置有第三密封o型圈,且第三密封o型圈上方滑动安装有第一组件下工装,所述第二组件上工装与第一组件下工装平面相抵,所述第一组件下工装下方设置有下工装主体,所述下工装主体内设置有进气口。
5、通过上述技术方案,所第二组件上工装与电磁阀小总成相抵,可将电磁阀小总成压紧,电磁阀小总成下方与密封聚氨酯平面相抵,使电磁阀小总成处形成密封。
6、本实用新型进一步设置为:所述上工装主体内上方设置有出气口,所述第二组件上工装通过第一密封o型圈与上工装主体密封,所述下工装主体上方通过m6螺钉连接安装有第二组件下工装,且第二组件下工装与下工装主体之间使用第四密封o型圈密封。
7、通过上述技术方案,整体工装下方设置有组件压紧块,且组件压紧块内设置有密封聚氨酯,所述密封聚氨酯与电磁阀小总成相抵,可将电磁阀小总成压紧。
8、本实用新型的有益效果如下:
9、本实用新型通过组件压紧块与电磁阀小总成相抵,所述高压冲气可对电磁阀小总成施加一个模拟增压阀在esc系统中工作时的压力,能够更加准确的将增压阀高压密封检测的实际值测出,保证检测结果的准确性及稳定性。
技术特征:
1.一种用于补液阀动铁芯组件行程检测的工装,包括上工装主体(1),其特征在于:所述上工装主体(1)下方设置有第二组件上工装(3),所述上工装主体(1)内下方设置有电磁阀小总成(10)且压紧有电磁阀小总成(10)的密封处(11);
2.根据权利要求1所述的一种用于补液阀动铁芯组件行程检测的工装,其特征在于:所述聚氨酯(12)与电磁阀小总成(10)下方平面相抵。
3.根据权利要求1所述的一种用于补液阀动铁芯组件行程检测的工装,其特征在于:所述第二密封o型圈(4)下方设置有第三密封o型圈(5),且第三密封o型圈(5)上方滑动安装有第一组件下工装(13),所述第二组件上工装(3)与第一组件下工装(13)平面相抵。
4.根据权利要求3所述的一种用于补液阀动铁芯组件行程检测的工装,其特征在于:所述第一组件下工装(13)下方设置有下工装主体(15),所述下工装主体(15)内设置有进气口(8)。
5.根据权利要求1所述的一种用于补液阀动铁芯组件行程检测的工装,其特征在于:所述上工装主体(1)内上方设置有出气口(9)。
6.根据权利要求1所述的一种用于补液阀动铁芯组件行程检测的工装,其特征在于:所述第二组件上工装(3)通过第一密封o型圈(2)与上工装主体(1)密封。
7.根据权利要求4所述的一种用于补液阀动铁芯组件行程检测的工装,其特征在于:所述下工装主体(15)上方通过m6螺钉(7)连接安装有第二组件下工装(14),且第二组件下工装(14)与下工装主体(15)之间使用第四密封o型圈(6)密封。
技术总结
本技术公开了一种用于补液阀动铁芯组件行程检测的工装,包括上工装主体,所述上工装主体下方设置有第二组件上工装,所述上工装主体内下方设置有电磁阀小总成且压紧有电磁阀小总成的密封处,所述电磁阀小总成下方安装有聚氨酯,且聚氨酯外侧设置有第二密封O型圈密封配合,所述第二组件上工装上方设置有第一组件上工装。本技术通过组件压紧块与电磁阀小总成相抵,所述高压冲气可对电磁阀小总成施加一个模拟增压阀在ESC系统中工作时的压力,能够更加准确的将增压阀高压密封检测的实际值测出,保证检测结果的准确性及稳定性。
技术研发人员:杨小杰,李得帮
受保护的技术使用者:江苏瑞尔隆盛叶轮科技有限公司
技术研发日:20221229
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!