高压涡轮叶片间隙电子检具的制作方法
本技术涉及涡轮叶片检具,尤其涉及高压涡轮叶片间隙电子检具。
背景技术:
1、多联叶片零件的叶片之间的间隙尺寸对于涡轮发动机的整体性能起到及其重要的作用,该尺寸是重点关注尺寸,需要100%测量。由于零件叶片本身是复杂的曲面并且对测量位置有着精确的要求,常用量具无法直接测量,而选择使用三坐标或白光/蓝光扫描检测,成本高,操作复杂,检测花费时间长,对检验人员的技能水平也要求较高,不具备量产性。
技术实现思路
1、针对现有技术中所存在的不足,本实用新型提供了高压涡轮叶片间隙电子检具。
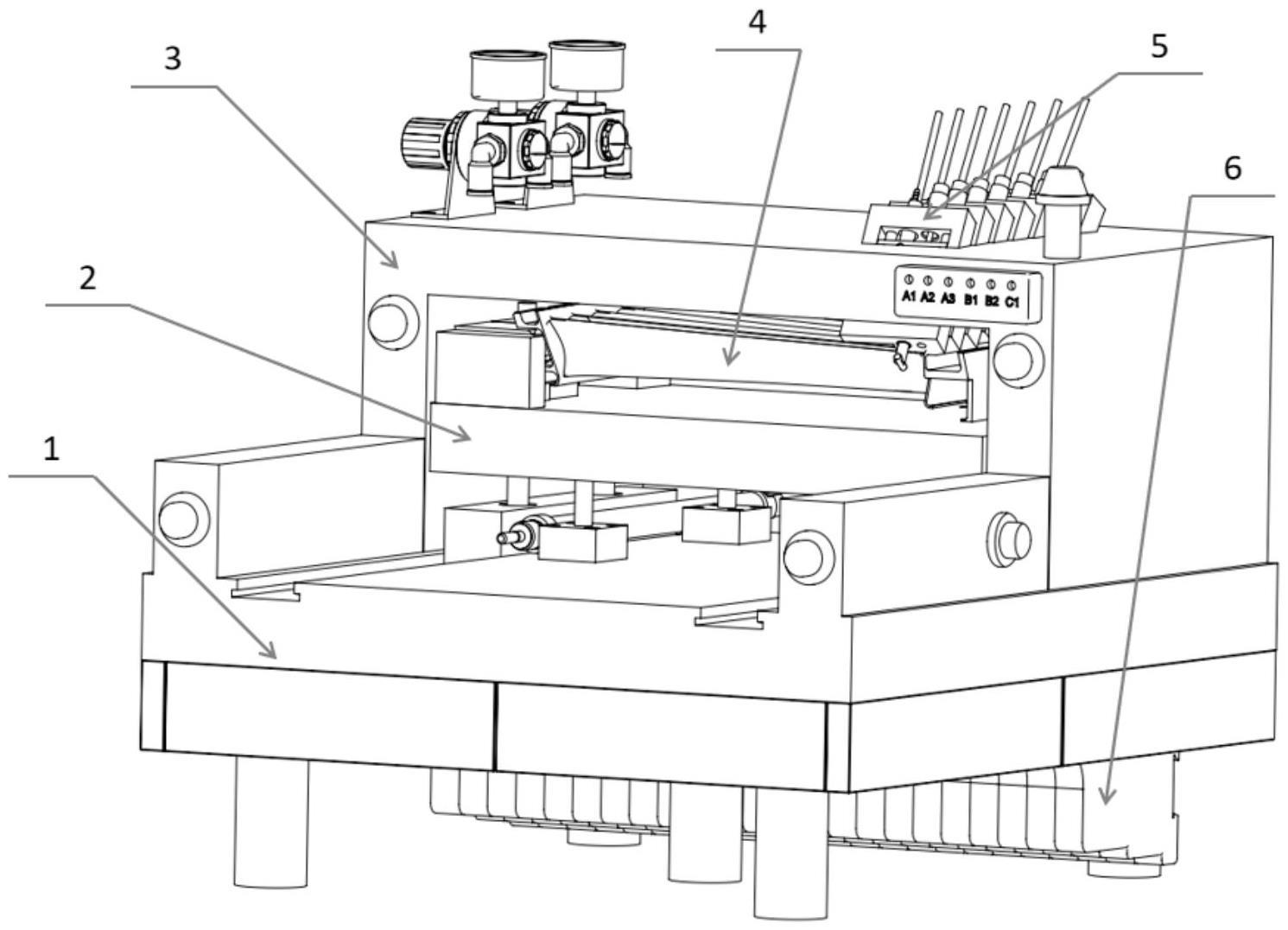
2、本实用新型的实施例提供了高压涡轮叶片间隙电子检具,包括:
3、底座、检测平台、待检测零件、测量模块固定座;
4、所述底座上安装有滑轨和气缸,所述滑轨上滑动有用于驱动检测平台移动的滑块,所述滑块与气缸的输出端相连接;所述底座上安装有用于检测平台升降的四个薄型气缸;
5、所述检测平台上安装有对待检测零件限位的第一定位座、第二定位座、第三定位座、第四定位座;
6、所述测量模块固定座连接有气动测头、迷你气缸、定位块,所述定位块通过导向杆与测量模块固定座连接,所述气动测头与定位块连接,所述定位块上安装有连接杆,所述连接杆上安装有测量块、测量杆。
7、进一步地,所述底座的底部安装有plc控制器。
8、进一步地,所述底座上安装有启动开关一、启动开关二、急停开关一和急停开关二。
9、进一步地,所述第一定位座上连接有对待检测零件定位的第一限位部;
10、所述第二定位座上连接有对待检测零件定位的第二限位部;
11、所述第三定位座上连接有对待检测零件定位的第三限位部、第四限位部;
12、所述第三定位座上连接有对待检测零件固定的压板;
13、所述第四定位座上连接有对待检测零件定位的第五限位部;
14、所述第四定位座上连接有对待检测零件定位的第六限位部。
15、进一步地,上盖板连接有用于测量过程中断后检测平台回到初始位置的复位开关。
16、进一步地,所述上盖板上连接有零件基准点接触提示灯。
17、相比于现有技术,本实用新型具有如下有益效果:
18、本实用新型可以在检测实验室进行,也可以放在现场进行作业,节省转运成本;使用三坐标检测1个6联叶片零件的叶片间隙通常需要5分钟左右,而本检具可以在1分钟以内完成,效率提升巨大;对作业人员的专业技能要求较低,作业人员只需要简单培训就可以操作。
技术特征:
1.高压涡轮叶片间隙电子检具,其特征在于,包括:
2.根据权利要求1所述的高压涡轮叶片间隙电子检具,其特征在于,其中:
3.根据权利要求1所述的高压涡轮叶片间隙电子检具,其特征在于,其中:
4.根据权利要求1所述的高压涡轮叶片间隙电子检具,其特征在于,其中:
5.根据权利要求1所述的高压涡轮叶片间隙电子检具,其特征在于,其中:
6.根据权利要求5所述的高压涡轮叶片间隙电子检具,其特征在于,其中:
技术总结
本技术提供了高压涡轮叶片间隙电子检具,其属于涡轮叶片检具领域,其包括:底座、检测平台、待检测零件、测量模块固定座;所述底座上安装有滑轨和气缸,所述滑轨上滑动有用于驱动检测平台移动的滑块,所述滑块与气缸的输出端相连接;所述底座上安装有用于检测平台升降的四个薄型气缸;所述检测平台上安装有对待检测零件限位的第一定位座、第二定位座、第三定位座、第四定位座。本技术可以在检测实验室进行,也可以放在现场进行作业,节省转运成本;使用三坐标检测1个6联叶片零件的叶片间隙通常需要5分钟左右,而本检具可以在1分钟以内完成,效率提升巨大;对作业人员的专业技能要求较低,作业人员只需要简单培训就可以操作。
技术研发人员:高杰,袁德贝,吴翠鑫
受保护的技术使用者:青岛华翔航空科技有限公司
技术研发日:20221231
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!