片状物的凹凸测定装置、片状物的凹凸测定方法与流程
本发明涉及测定片状物的凹凸的方法、能够实现该测定方法的片状物的凹凸测定装置。
背景技术:
1、以往,提出了下述检查装置,其以对膜、纤维束、钢板等片状物中是否存在凹凸、伤痕等缺陷进行检查为目的,对被检查体的表面从光照射单元照射光,用摄像单元对来自被检查体的透过光或反射光进行接收,利用摄像单元的图像信号进行被检查体的表面检查。在制造工序内、制品出货前,通过利用缺陷检查装置的检查发现凹凸、伤痕等缺陷,由此实现品质保证、工序改善。
2、然而,近年来,对膜、纤维束、钢板等片状物的品质要求越来越严格,即便是缺陷强度非常小的等级,连该缺陷的凹凸的高度、伤痕等的尺寸都被要求进行管理、保证。
3、作为测定被检查体的凹凸的方法,可举出光切断方式、透射型尺寸测定方式等。作为光切断方式,提出了:在钢板等的生产线,通过对钢板的表面照射线状激光,利用延迟积分型摄像头对钢板的表面进行摄像并输出光切断图像,从而对钢板的表面的凹陷、伤痕等表面缺陷进行检测(例如,参见专利文献1)。此外,作为透射型尺寸测定方式,提出了:通过利用摄像单元对被检查体遮蔽来自光照射单元的照射光时的光量变化进行接收,对被检查体的各种尺寸进行测定(例如,参见专利文献2~4)。
4、现有技术文献
5、专利文献
6、专利文献1:日本特开2017-187348号公报
7、专利文献2:日本特开2010-286244号公报
8、专利文献3:日本特开2008-51733号公报
9、专利文献4:日本特开平11-201739号公报
技术实现思路
1、发明要解决的课题
2、然而,在上述专利文献1~4公开的技术中,难以对高速输送工序中制造的膜、纤维束等片状物中存在的微细凹凸进行检查及高度测定。
3、具体而言,就专利文献1中公开的光切断方式而言,对来自膜、纤维束、钢板等片状物的最表面的反射光进行检测来测定凹凸的高度。在片状物的反射率高的情况下,能够检测凹凸,但在片状物的反射率低的情况下、根据结构的不同,光会向片状物内部透射,检测到散射的光,导致高度测定的精度下降,因此难以检测凹凸。
4、专利文献2~4中公开的透射型测定方式通过利用面摄像头对照射至膜、纤维束、钢板等片状物的表面的光的遮光量的变化进行接收,从而测定凹凸的高度,但在高速输送工序中,该测定是困难的。在超过200m/min的高速输送工序中,以8bit、50khz以上对具有4096×64的像素数的单色图像进行摄像时的数据传输速率如下算出。
5、8[bit]×4096×64×50[khz]=105[gbps]
6、就作为工业用图像处理规格的coaxpress而言,输出极限为25gbps,而就作为现在最新技术的coaxpress2.0而言,虽然最大可输出50gbps,但无法实现上述的数据传输速率,导致高度测定的精度下降,因此难以检测凹凸。
7、本发明考虑到以上的方面而完成,提供对膜、纤维束、钢板等片状物的凹凸进行测定的方法、能实现该测定方法的片状物的凹凸测定装置。
8、用于解决课题的手段
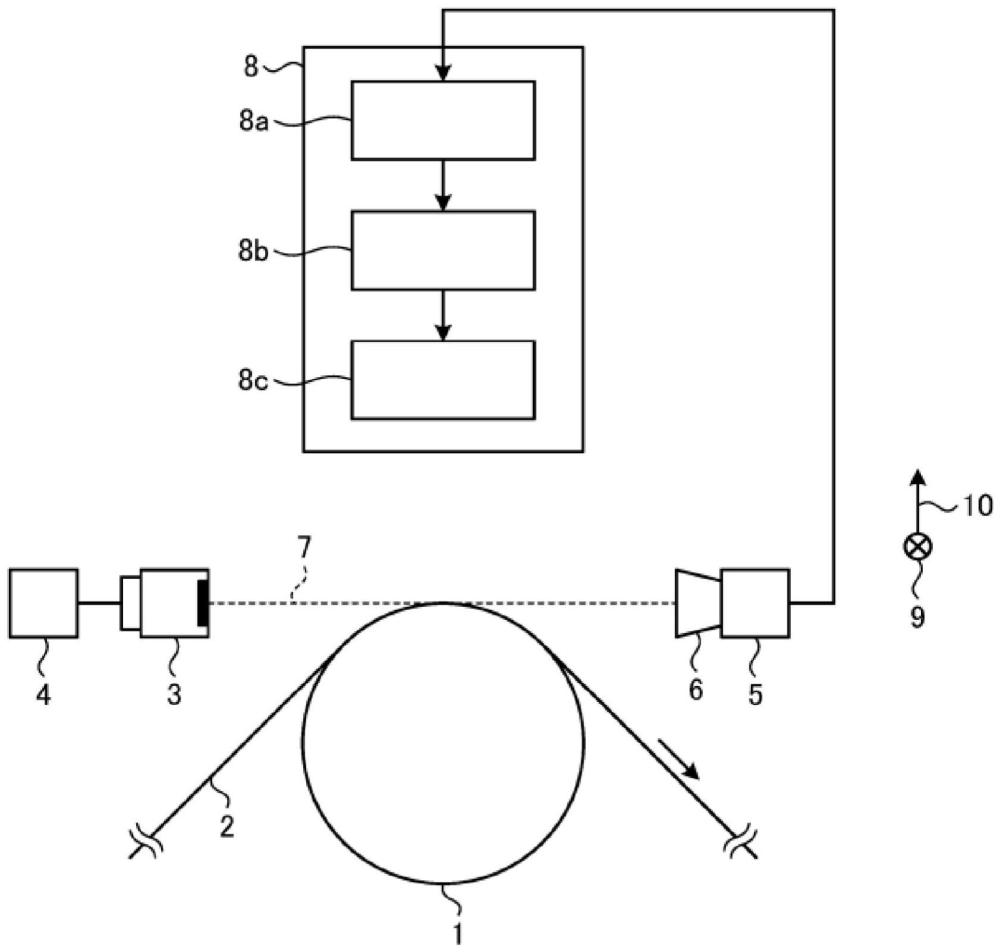
9、[1]解决上述课题的本发明的片状物的凹凸测定装置为以被抱持在辊上的片状物的表面作为测定对象部对输送中的片状物的局部的凹部的深度及/或凸部的高度进行测定的装置,其中,
10、上述片状物的凹凸测定装置具备:
11、光照射单元,其以被抱持在辊上的片状物的同与辊接触的部分为相反侧的面作为测定对象部对该测定对象部照射照明光;
12、时间延迟积分型的摄像单元,其与上述光照射单元相对配置,对来自光照射单元的照明光进行接收;
13、亮度分布算出单元,其根据由上述摄像单元生成的摄像图像算出主扫描方向的亮度分布;
14、凹凸判定单元,其基于上述亮度分布对片状物中是否存在凹部及/或凸部进行判定;
15、凹凸算出单元,其基于上述亮度分布对上述凹部的深度及/或上述凸部的高度进行推定。
16、[2]上述[1]的凹凸测定装置优选上述凹凸判定单元求出从基于上述亮度分布算出的基准亮度分布中减去上述亮度分布而得的亮度差分布,提取出该亮度差分布比上侧阈值大的区域、比下侧阈值小的区域、或这两者的区域,并判定为在所提取出的区域中存在凹部及/或凸部,
17、上述凹凸算出单元基于上述亮度差分布并根据预先确定的换算式对上述凹部的深度及/或上述凸部的高度进行推定。
18、[3]上述[1]的凹凸测定装置优选上述凹凸判定单元求出将基于上述亮度分布算出的基准亮度分布除以上述亮度分布而得的亮度除算分布,提取出该亮度除算分布大于上侧阈值的区域、小于下侧阈值的区域、或这两者的区域,并判定为在所提取出的区域中存在凹部及/或凸部,
19、上述凹凸算出单元基于上述亮度除算分布并根据预先确定的换算式对上述凹部的深度及/或上述凸部的高度进行推定。
20、[4]上述[1]~[3]中任一项的凹凸测定装置优选安装于上述摄像单元的透镜为远心透镜。
21、[5]上述[1]~[3]中任一项的凹凸测定装置优选上述光照射单元具有对所照射的照明光的亮度的变动进行补正的输出变动补正机构。
22、[6]解决上述课题的本发明的片状物的凹凸测定方法为以被抱持在辊上的片状物的表面作为测定对象部对输送中的片状物有无局部的凹部及/或凸部进行测定的方法,其中,
23、将被抱持在辊上的片状物的同与辊接触的部分为相反侧的面作为测定对象部对该测定对象部照射照射光,
24、一边对从上述测定对象部通过的上述照射光进行时间延迟积分,一边进行摄像而生成摄像图像,
25、根据上述摄像图像算出主扫描方向的亮度分布,
26、基于上述亮度分布对片状物是否存在凹部及/或凸部进行判定,
27、基于上述亮度分布对片状物的上述凹部的深度及/或上述凸部的高度进行推定。
28、[7]上述[6]的凹凸测定方法优选通过求出从基于上述亮度分布算出的基准亮度分布中减去上述亮度分布而得的亮度差分布,提取出该亮度差分布比上侧阈值大的区域、比下侧阈值小的区域、或这两者的区域,并判定为在所提取出的区域中存在凹部及/或凸部,由此进行上述片状物中是否存在凹部及/或凸部的判定,
29、通过基于上述亮度差分布并根据预先确定的换算式进行推定,由此进行上述凹部的深度及/或上述凸部的高度的推定。
30、[8]上述[6]的凹凸测定方法优选通过求出将基于上述亮度分布算出的基准亮度分布除以上述亮度分布而得的亮度除算分布,提取出该亮度除算分布大于上侧阈值的区域、小于下侧阈值的区域、或这两者的区域,并判定为在所提取出的区域中存在凹部及/或凸部,由此进行上述片状物中是否存在凹部及/或凸部的判定,
31、通过基于上述亮度除算分布并根据预先确定的换算式进行推定,由此进行上述凹部的深度及/或上述凸部的高度的推定。
32、[9]上述[6]~[8]中任一项的凹凸测定方法优选以相对于上述测定对象部的进深方向的变化而言摄像倍率不改变的方式进行摄像。
33、[10]上述[6]~[8]的凹凸测定方法优选使上述照射光的亮度成为恒定。
34、发明的效果
35、根据本发明,能提供一种不会因片状物的透过率、结构、输送速度而导致精度下降的测定凹凸的方法及能实现该测定方法的片状物的凹凸测定装置。
- 还没有人留言评论。精彩留言会获得点赞!