一种电磁非接触式钢丝在线计米测速方法及其装置与流程
1.本发明涉及钢丝(或绳索)在线计米测速技术领域,特别涉及一种适用于不同规格的钢丝产品,包括小规格产品在内的,高速生产过程中的电磁非接触式钢丝在线计米测速方法及其装置。
背景技术:
2.在钢丝及其制品的生产制造过程中,成品长度是重要的质量指标,成品长度的精确控制是重要的质量标准之一,长度的精度会直接影响成材率和生产效率。譬如大桥钢丝,许长不许短,一旦短了,架不上去就会成为废品;譬如定长制绳的钢丝,轮胎用钢帘线等等,很多根钢丝一起绞合,成绳长度受限于最短的一根,其他长出来的部分都是生产废品。
3.目前的钢丝生产过程中,最常见的在线计米方式是通过计米轮计米,行进中的钢丝缠绕或贴压在一个标准长度的轮子上,摩擦力带动轮子转动,感应开关检测轮子转动,轮子转动一圈为一个标准长度,根据运行过程轮子转动圈数,计算运行的长度。这种方式误差大,主要在以下两个方面的缺陷无法克服:
4.1:钢丝外形为圆柱体,计米轮的与钢丝表面仅是线接触,接触面积小,摩擦力小,运行中钢丝表面和计米轮之间存在不确定的打滑。
5.2:计米轮使用一段时间后,轮子表面会有磨损,磨损后计米轮的实际长度与原始的计米轮就会有差别,在实际使用中需要对计米轮进行周期性校验,并修改参数。因为磨损是缓慢且连续的发生的,并且持续进行的,在前后修改参数的期间,总存在着无法解决的偏差。
6.在钢丝绳测长方面,在一些文献中描述过利用电磁标记测量长度的非接触测量方式,先采用激励磁化装置磁化钢丝绳的某点,再检测该磁化点,然后再重复激励磁化装置,磁化钢丝绳的后面某点,如此循环。检测磁化点的次数来测定被测钢绳的长度。
7.这种方法对于慢速的较大规格的钢绳,尚有应用的可能,可以避免前述计米轮计米的缺陷。但是将这种装置应用于高速运行的小规格钢丝长度测量时,又具有无法回避的缺陷。
8.专利号为00223049.6的实用新型《钢丝绳测长装置》专利,采用“在被测钢丝绳旁设置有磁化线圈和固定有至少一个感应线圈或磁头的轮子”,“磁化线圈至少为一组,每个磁化线圈相对设置在钢绳之间”,“磁化线圈和轮子尽量接近并且以不接触钢绳为宜”。这种方式采取垂直于钢丝轴向的磁场对钢丝轴线上某点励磁,在磁化点的一定距离之后,用外部检测轮上安装的检测传感器检测该磁化点的方式,找到该磁化点,同时启动下次磁化。以此循环重复计米,可用于精度不是很高的慢速较大规格的钢丝绳计米检测。
9.但对于小规格的高速运行的钢丝,如胶管钢丝时,钢丝直径不到1mm,有的甚至只有0.1mm,运行速度高达1000m/min,加上高速运行时的钢丝抖动和旋转,磁化线圈和钢丝之间的距离不稳定,磁化效果不一致,剩磁曲线不确定,同时,检测轮子和钢丝之间间距和角度不稳定,检测效果也不好,磁化触发的位置在检测部位难以对应确定,故应用于高速运行
的小规格钢丝计米检测时,很难达到高精度。
10.发表于2006年6月重庆工商大学学报(自然科学版)的文章:《钢丝绳在线测长仪的研制》中提出,“用一个励磁装置对被检测点的铁磁材料磁化后,会在铁磁材料上产生剩磁。其剩磁磁场强度分布以该点为中心沿两级迅速衰减,一旦运动中保留剩磁的那段铁磁材料通过线圈时,将会产生与剩磁强弱成正比的感生电动势.很明显,通过励磁装置时被磁化瞬间所对应的那段钢丝绳所感生的信号最强,”11.这种方法用一个励磁装置对钢丝绳上单点励磁,产生“磁场强度分布以该点为中心沿两级迅速衰减”的剩磁,对于小规格的高速运行的钢丝而言,这种方式同样产生因磁化线圈和钢丝之间的距离不稳定,磁化效果不一致,剩磁曲线不确定的问题,
12.同时,这种方法采用感应线圈检测运行中的剩磁标记,钢丝从感应线圈通过,不管单点励磁磁化点的角度如何,感应线圈都能一致地检测,但因为感应线圈对剩磁标记的响应,正比于磁通量的变化率,波形一致的剩磁标记,通过感应线圈时引起的感应电压,和其相对运行速度线性相关,高速运行的钢丝,因不同的运行速度,将产生不同的感应电压,因而这种方法不能通过固定的电压比较来确认磁化点。因而,文章提出,通过最大值检测来找出钢丝上最大剩磁的点,“当通过励磁装置时被磁化瞬间所对应的钢丝绳上的点所感生的信号幅度最大.记录下这个点的同时,通过控制器立即发出磁标记的脉冲信号对当前励磁线圈处的该点钢丝绳进行充磁,并留下剩磁标记”,但检测并确认到“所感生的信号幅度最大”点时,已经不再是“所感生的信号幅度最大”点经过感应线圈的时刻,此时再去激励下次磁化,存在了不确定的时间偏差,对于高速运行的钢丝而言,这就导致了不可接受的长度偏差。
13.总之,目前所见的钢丝计米测速方法,最常见的是传统的计米轮方式,无法解决因为接触而导致的打滑、磨损、线径变化引起的误差,无法满足高精度的计米指标。也有通过本发明所涉电磁方式实现,循环对运行中的钢丝绳做磁标志点,在之后检测出来计数累加,同时做下次磁标记点的方案来测速计米。但现存的这种方案,通过对钢丝轴向某点磁化后,在轴向形成一个以该点为中心,向两边衰减的剩磁波形,其后的检测电路,检测并比较剩磁磁感应强度,寻找最大值,或者一个设定值时,以此来确定励磁位置。
14.实际应用时,对一点磁化产生稳定剩磁是很困难的,因此这种方法不能适用。因为生产过程中不同规格的钢丝、不同的生产速度、以及机器在运行中存在抖动引起的、每一次磁化时钢丝与磁化装置距离的变化,磁化效果是不一致的,因此而最大剩磁磁感应强度、剩磁磁感应强度波形都不一致。因而依此确定励磁点标志的方法是不可靠的,无法适应实际要求,因而目前这种方式,没有能够在行业内广被泛应用。
15.为了通过电磁方式实现高精度的计米测速,需要一种磁化和检测方法,可以稳定可靠地确定磁化时的磁化点标志,并且能在磁化之后可靠地检测确定,循环执行一次磁化检测过程:可以适用于小规格的钢丝,可以适应不同规格的钢丝、不同的生产速度,并且对一定程度内钢丝抖动是不敏感的。
技术实现要素:
16.本发明要解决的技术问题是克服现有技术中通过电磁方式进行钢丝(或绳索)计米测速时,无法避免因钢丝抖动产生的误差的缺陷,提供一种可以稳定可靠地确定磁化时
的磁化点标志,并且能在磁化之后可靠地检测确定,循环执行下一次磁化检测过程的检测方法和装置,该方法可以适用于小规格的钢丝,可以适应不同规格的钢丝、不同的生产速度,并且对一定程度内钢丝抖动是不敏感的。
17.为了解决上述技术问题,本发明提供了如下的技术方案:
18.本发明的方法与现存对钢丝某点磁化方法不同:
19.在本发明中,钢丝轴向行进,通过轴向励磁装置时,从一个磁极进入,从另一个磁极出来,优先的,钢丝轴向平行于轴向励磁装置被激励时产生磁化磁场的中心磁力线方向。
20.以窄脉冲电压对磁化装置励磁时,磁化装置的两极之间形成磁化磁场,两极为一对对称磁极,磁场方向从一个极指向另一个极,此时,轴向行进的待检测钢丝处于磁化装置两个对称磁极相关的范围的一段被磁化。磁化过程使被磁化段钢丝产生剩磁。
21.剩磁具有如下特征:在钢丝的周围,钢丝法向可测的剩磁磁场强度大小沿轴向呈特征分布:从零开始,逐渐向某方向上升至最大值,然后下降,过零至反方向最大值,再逐渐回到零点,形成局部以过磁零点为中心点对称的特征波形。由对称性原理可知,该对称中心点剩磁磁感应强度为零,对应于励磁时,磁化区域中心点的在钢丝点位。
22.在钢丝周围,用磁敏感传感器可检测到该磁化段的剩磁磁感应强度,在检测到剩磁信号后,启动剩磁零点比较检测,即可确定励磁时磁化区域中心点的钢丝点,在检测到磁零点时,控制系统计米数值增加一个计米节距对应的值,同时发出轴向励磁装置激励触发命令,启动轴向励磁装置的下次励磁与磁零点检测,由此循环励磁直至结束。
23.同时,针对停车时不满一个步长的部分,采用停车过程速度检测并分析计算的方法,作出精确的补偿,避免了由此引起的计米误差。具体的,现在的机械传动加减速都是在电气控制下实现的,在相邻的短时间间隔内,可近似拟合为直线计算:
24.首先根据停车前两个脉冲计算停车时的加速度
25.a=2*(l/t
1-l/t2)/(t1+t2)
26.其中,l为单位长度,
27.t1,t2分别为前两次间隔时间,
28.a为两个脉冲间的平均加速度,
29.其次根据最后一个脉冲的时间间隔t2,计算最后一个脉冲结束时的速度
30.v=l/t
2-at2/2
31.最后,根据s=v2/2a计算出最后一个脉冲结束后的长度。
32.一种电磁非接触式钢丝在线计米测速装置,包括:磁化装置和内通过式磁敏检测传感器,在钢丝行进路线上,前后分别设置磁化装置和内通过式磁敏检测传感器,磁化装置两磁极设计为中心点对称,钢丝依次通过磁化装置和内通过式磁敏检测传感器;
33.轴向行进中的钢丝轴向垂直从磁化装置的对称磁极中心部位穿过磁化装置;
34.以窄脉冲电压激励磁化装置,使两个对称磁极之间产生磁场,两极位置的磁场强度大小相等,方向相反。优选的,磁极中心部位磁力线平行于通过其内部的钢丝轴向,磁化装置范围的钢丝上均覆盖有磁力线。
35.处于两个对称磁极内部及附件的一段钢丝被轴向磁化,在该段钢丝上产生呈特征波形分布的剩磁,以周向均匀分布的磁敏检测传感器检测时,可检测到沿轴向呈特征波形分布的剩磁,剩磁磁场强度从零开始,逐渐向某方向上升至最大值,然后下降,下降至零后
再继续至反方向的最大值,再逐渐回到零点,形成局部以磁零点为中心点对称的特征波形。磁零点对应钢丝在磁化时,处于磁化装置对称磁极的中心垂直面上的点。
36.内通过式磁敏检测传感器包括沿圆周均匀分布的磁敏感器件阵列及其信号处理电路,其用于实时检测钢丝周围的磁场强度,在励磁装置没有被激励时,经过磁化装置的钢丝没有剩磁,传感器检测到对应磁场强度零点的电位信号。随着钢丝的行进,被磁化产生剩磁的一段钢丝通过内通过式磁敏检测传感器,内通过式磁敏检测传感器待续检测钢丝上的剩磁信号,并实时转换为电信号,传送至控制系统。
37.控制系统接收到内通过式磁敏检测传感器传送信息,并实时分析,判别确认当前传感器检测到的信号,不再对应磁场强度为零,当信号超过一个设定阀值时,确认上述特征剩磁开始通过传感器,磁化装置窄脉冲励磁时被轴向磁化过的一段钢丝正在通过传感器。
38.控制系统实时判断,确认检测到的是上述特征剩磁的中心点,此时传感器检测位置对应钢丝上的点,在该段钢丝被磁化时处于磁化装置中心位置,此时立即触发下一次励磁磁化。
39.由此而形成对磁化装置励磁,磁化在磁化装置对称极内相关的一段待检测钢丝,在该段钢丝上产生特征剩磁,行进中的该段钢丝经过内通过式磁敏检测传感器,在系统实时判断得到特征剩磁的中心点时,触发下一次励磁磁化的循环,两次励磁瞬间之间,钢丝行进的距离是固定已知的,等于磁化装置两对称极中心位置到传感器检测位置之间的距离,据此,计算累加,达到在线高精度计米测量。(基于剩磁波形特征而确定励磁点的方法)。
40.启动计米时,首次激励轴向励磁装置,使钢丝产生带特征波形的剩磁的被磁化段,控制系统检测到被磁化段后,启动剩磁零点比较检测,在检测到磁零点时,控制系统计米数值增加一个计米节距对应的值,同时发出轴向励磁装置激励触发命令,启动轴向励磁装置的下次励磁与磁零点检测,由此循环励磁直至结束。控制系统可通过检测钢丝上的电压不在零位,或者超过某一个确定的值来判断是否检测到被磁化段。这个数值可以再调试的时候来确定,比如通过设定这个数值为最大剩磁值的50%或者60%等来灵活的设定,从而提高检测的精度。
41.与现有的循环励磁与检测计米技术相比,本发明有以下优势:
42.一、励磁磁化方式不同:
43.目前文献中对钢丝的励磁方式,都是对钢丝某点励磁,使钢丝磁化产生磁场强度以该点为中心沿两侧迅速衰减的剩磁的方式,存在以下缺点:
44.钢丝的抖动引起钢丝和磁极的距离变化,将引起磁化时的有效磁通量变化,引起钢丝上剩磁不稳定。钢丝材质变化(影响磁感应强度)与直径的变化(磁化面积的变化)都增加这种钢丝上剩磁不稳定的程度。
45.本发明中,轴向运行的钢丝穿过磁化装置被激励时产生磁场的区间,以窄脉冲电压激励磁化装置,产生相应磁场,磁化磁场区间附近的钢丝,使钢丝磁化产生一种能检测到特征波形的剩磁,用周向均匀分布的磁敏检测传感器检测时,剩磁磁场强度从零开始,逐渐向某方向上升至最大值,然后下降,过零至反方向最大值,再逐渐回到零点,形成局部以磁零点为中心点对称的特征波形。过零对称中心点对应钢丝在磁化时,处于磁化装置对称磁极的中心垂直面上的点。
46.对此,本发明具有以下优点:
47.励磁时在励磁装置内及附近一段钢丝,被磁化成一个圆柱体磁体,钢丝抖动不会改变励磁磁化时磁通量和被磁化钢丝磁路的状态,钢丝抖动对磁化后钢丝上的剩磁是不影响的。钢丝材质变化(影响磁感应强度)与直径的变化(磁化面积的变化)会引起磁化后的钢丝上剩磁强度不确定,但剩磁的磁感应强度波形的特征不改变。
48.二、检测与分析方法不同:
49.钢丝材质变化(影响磁感应强度)与直径的变化(磁化面积的变化)都将引起磁化时的磁路及特性变化,钢丝上的剩磁磁场强度波形,随着直径的变大而明显变长,最大剩磁强度随着材质磁导率的增大而增加,变化而变化。
50.目前文献可见用于这种方式计米的检测方法,有的是采用装在侧面的磁感应开关或磁头,对于有抖动的高速运行的钢丝,这种检测手段是不可靠的,对于很细的钢丝,更加不可能实现。也有用感应线圈检测感应电压的方式,因为速度变化引起感应电压的变化,检测分析时参照的电压和其在磁化装置被励磁时相对应的位置无法确定。
51.分析方法有采用寻找一定的剩磁磁场强度确定下一次励磁并计数的分析方式,如上所述,因为各种原因,剩磁磁场强度和相关位置不能精确对应,应用于精确计米是不适用的。
52.分析方法也有采取寻找最大值确定下一次励磁并计数,可靠的最大值寻找会引起滞后,存在了不确定的时间偏差,对于高速运行的钢丝而言,这就导致了不可接受的长度偏差。
53.本发明通过内通过式磁敏检测传感器检测该呈特征波形分布的剩磁,将该呈特征波形分布的剩磁转换成对应的呈特征波形分布电信号,系统实时检测并判断励磁瞬间对称磁极中心位置对应的钢丝上剩磁的零磁点,立即触发下一次励磁磁化,由此而产生循环励磁与检测,达到在线高精度计米测量。
54.综上所述,本发明具备以下优点:
55.1:本发明通过检测被轴向磁化的一段钢丝的特征剩磁的磁零点,来触发下一次励磁,不会因为剩磁强度不一致,而引起检测信号与实际磁化位置之间对应不一致的偏移,从而解决了由于被检测钢丝的直径、材质变化引起的剩磁强度不一致导致的偏差问题。
56.2:本发明采用磁敏检测传感器,解决了感应线圈方式存在的检测信号随速度变化而改变的问题,同时,传感器为内通过式,并且由沿圆周均匀分布的磁敏器件阵列组成,传感器的对称性结合钢丝上剩磁的对称性,解决了钢丝抖动引起的信号不稳定现象,同时,内通过式的特点,也使检测更小规格的钢丝成为可能。
57.综上所述,本发明的检测方法保证了磁化装置上脉冲特征点位置与传感器上检测点之间距离的一致可靠,结合以微处理器为核心的运算系统,通过常规的仪表校正与调试过程,设置好正确的脉冲间隔长度(磁化装置上脉冲特征点位置与传感器上检测点之间距离),使实施高精度的计米成为可能。
附图说明
58.附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。在附图中:
59.图1为一根钢丝经本方法磁化后,在被磁化段钢丝相关范围周向,通过本方法磁敏
检测传感器检测,处理后得到表征剩磁的呈特征波形分布的电压波形;
60.图2为四根不同钢丝经本方法磁化后,在被磁化段钢丝相关范围周向,通过本方法磁敏检测传感器检测,处理后分别得到表征剩磁的呈特征波形分布的电压波形;
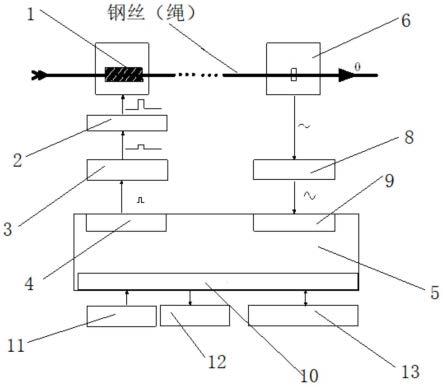
61.图3为实施例系统框图;
62.图4为内通过式磁敏检测传感器示意图;
63.图5为实施例中励磁驱动单元的示意图;
64.图6为窄脉冲发生单元的示意图;
65.图7为信号处理单元的示意图。
具体实施方式
66.以下结合附图对本发明的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本发明,并不用于限定本发明。
67.实施例
68.如图3所示,一种电磁非接触式钢丝在线计米测速装置,包括直螺线管为主体的轴向励磁装置1、励磁触发单元4、励磁驱动单元2、窄脉冲发生单元3、控制系统5、内通过式周向均匀设置磁敏传感器单元6、信号处理单元8和信号采集电路9。
69.控制系统5是核心处理单元,控制钢丝在线计米测速装置的整个过程。在特征分布剩磁产生过程中,决策并产生特征分布剩磁的激励指令,发出给励磁触发单元4。控制系统5的核心部件是微处理器,接收来自输入输出接口的信息,包括相关设置参数、机器运行状态、磁敏检测传感器的信息,分析处理,完成高精度计米。
70.励磁触发单元4可内置于控制系统5中,在控制系统5的指令下,立即产生脉冲,输出给窄脉冲发生单元3,作为窄脉冲发生的指令。
71.窄脉冲发生单元3接收控制系统5的窄脉冲宽度信号和来自励磁触发单元4的窄脉冲激励触发指令,在得到窄脉冲激励触发指令时,立即按控制系统5给出的窄脉冲宽度指令产生窄脉冲控制信号,同时输出给励磁驱动单元2;
72.励磁驱动单元2接收窄脉冲发生单元3的窄脉冲控制信号,为轴向励磁装置1输出窄脉冲电压激励电源,使之励磁产生磁化磁场;
73.轴向励磁装置1中直螺线管为均匀密绕,和进入口导向轮安装在固定安装支架上组成轴向励磁装置,行进中的钢丝,经过进入口导向轮导向后,从螺线管一端进入螺线管通孔,从直螺线管另一端出来。螺线管的两个电连接点,一个电连接驱动电源正极v12+,一个电连接励磁驱动单元的输出端。
74.以窄脉冲电压对轴向励磁装置1励磁时,直螺线管内部及两端相关范围形成磁化磁场,直螺线管两端为一对对称磁极,此时,轴向行进的待检测钢丝处于磁化磁场范围的一段被磁化。磁化过程使被磁化段钢丝产生特征分布剩磁:
75.在钢丝的周围,钢丝法向测量磁场强度大小,无剩磁钢丝段的磁场强度为磁零点。剩磁钢丝段及开始前后的磁场强度大小沿轴向呈特征分布:从无剩磁钢丝段的磁零点开始,逐渐向某方向上升至最大值,然后下降,过磁零点至反方向最大值,再逐渐回到剩磁结束时无剩磁钢丝段磁零点,形成局部以过磁零点为中心点对称的特征波形。由对称性原理可知,该对称中心点剩磁磁感应强度为零,对应窄脉冲磁化激励时处于励磁装置1直螺线管
中心的钢丝轴向点;
76.特征分布剩磁检测过程及特征点的判断如下:
77.特征分布剩磁由内通过式磁敏传感器单元6检测,该单元位于为轴向励磁装置1之后,钢丝行进过程中,该单元实时检测钢丝周围法向磁场强度,转换为电信号输出给信号处理单元8;
78.信号处理单元8内部结构如图7所示,设置有无剩磁时电压调整电位器,用以调节输出电压的零点偏移,使无剩磁钢丝段的磁零点对应输出电压为一确定的值。信号处理单元8处理来自内通过式周向均匀设置磁敏传感器单元6的电信号,将各磁敏传感器电信号滤除高频干扰波并按比例进行加法运算,运算结果输出连接至内置信号采集电路9的控制系统5,控制系统根据这个信号进行分析。
79.信号采集电路9内置于控制系统5,接收来自信号处理单元8的输出信号,实时进行a/d转换,供控制系统5计算使用。
80.控制系统5分析信号采集电路9的数据,判断确认当前传感器内的被检测钢丝段是否有剩磁。
81.控制系统5同时接收来自信号处理单元8的输出信号,在确认当前传感器内的被检测钢丝段是被磁化的剩磁钢丝段时,实时比对寻找磁零点,确认窄脉冲磁化激励时处于励磁装置1直螺线管中心的钢丝轴向点。
82.图4为本实施例中内通过式磁敏传感器单元主要部件-pcb板简图:本实施例中内通过式磁敏传感器单元设有圆柱形通孔,待检测钢丝从圆柱形通孔通过,最优选择从圆柱形通孔中心线通过。内通过式磁敏传感器单元主要包括pcb板,设有圆形通孔,圆柱形通孔通过pcb板的圆形通孔圆心。在pcb板上设置四个磁敏传感器,相对圆心等距离、间隔90度均匀分布于圆形通孔周围,pcb板上还包括信号变送器。内通过式磁敏传感器单元还包括安装基座和导向轮:导向轮和pcb板固定在安装基座上。待检测钢丝通过导向轮导向,轴向垂直于该pcb板,在其中心一定范围内从通孔通过,磁敏传感器优先选用霍尔元件。图4中,61为磁敏传感器tr1-tr4,62为pcb板,63为pcb板上的通孔,钢丝绳从通孔63中通过。
83.图5为实施例中励磁驱动单元的示意图:励磁驱动单元主要包括快速功率开关管,以及反向泄流二极管,驱动电源连接点和接收控制脉冲信号的接收端、输出功率脉冲电压的输出端。
84.接收控制脉冲信号的接收端连接快速功率开关管的触发极,窄脉冲控制信号高电位时,驱动快速功率开关管导通,使快速功率开关管输出窄脉冲电压波形,快速功率开关管输出端电连接励磁驱动单元的输出端,反向泄流二极管的阳极连接快速功率开关管输出端,阴极连接驱动直流电源的正极v12+。
85.在本实施例中,快速功率开关管选用n沟道moffet:cju80n03,反向泄流二极管选用高速开关二极管1n4148驱动电源选用12v,2a直流电源,正极为v12+,负极为0v。
86.接收控制脉冲信号的接收端电连接来自窄脉冲发生单元的窄脉冲控制信号输出端,输出端外部连接螺线管的一个电连接点。
87.图6为窄脉冲发生单元的示意图:窄脉冲发生单元主要包括一个单片机作为处理单元、通讯接口电路、数字输入端口及高速数字信号调理用滤波整形电路、以及脉冲输出电路。
88.通讯接口电路连接控制系统,接收窄脉冲宽度信号,数字输入端口连接控制系统励磁触发单元,接收励磁脉冲触发命令,脉冲输出电路连接励磁驱动单元的接收控制脉冲信号的接收端,输出窄脉冲控制信号至励磁驱动单元。
89.励磁触发单元可内置于控制系统,受控制系统指令,发出一位逻辑信号,输出给窄脉冲发生单元,作为窄脉冲激励触发指令。
90.控制系统的核心部件是微处理器,接收来自输入输出接口的信息,包括相关设置参数、机器运行状态、磁敏检测传感器的信息,分析处理,完成高精度计米。控制系统包括微处理器和相关输入输出接口。
91.参数设置中最重要的是可调整计米节距,也即每个脉冲累加的长度,这个参数的准确性,决定计米装置的精度,通常须要精确到0.01mm,因为磁化装置和磁敏传感器装配不可能完全一致,实测往往不能达到要求,实践中通常需要常规的标准检测与参数调试设置:先根据磁化装置螺线管轴向中心点到磁敏检测传感器感应位置的实际距离设定该参数,运行一定并计量一定长度的产品,离线采用标准丈量,测出实际长度,根据计量数据和实际长度,修改校正该参数。
92.设置参数还包括定长生产时的可设定停机长度,系统实时比较当前计米值和该设定值,准确发送停机指令,使机器定长生产。
93.机器运行状态信息包括机器运行与停止信息,长度复位指令等。
94.在机器停机不运行时,接收到长度复位指令可以计米长度复位置0,准备下一次运行计米。
95.在机器接收到启动指令,开始运行时,即执行一次励磁触发,发送窄脉冲激励触发指令,触发启动循环励磁与检测的计米过程。
96.磁敏检测传感器的信息反映了被检测钢丝上的剩磁信息,控制系统mcu接收这些信息,在检测没有被磁化的钢丝时,得到剩磁磁零点电压,接收到不同于剩磁磁零点电压,并偏离一定的值时,确认检测到磁化脉冲,启动剩磁磁零点比较检测,开通对应中断。在确定磁零点时,触发中断,一方面发送窄脉冲激励触发指令,启动下次励磁与检测的过程,另一方面,计米数值增加一个计米节距对应的值。
97.如图7所示信号处理单元接收来自内通过式周向均匀设置磁敏传感器单元的电压信号,将各传感器电压信号滤除高频干扰波并进行加法运算,零剩磁偏移调零后输出s1,经过这个环节,信号已被调理,在检测到磁化剩磁标志前后,输出信号s1将输出如图1所示的特征波形。
98.该装置还可包括人机接口,人机接口功能内置于控制系统,是cpu和外部输入输出联系的通道。
99.还可包括输入单元11,主要包括的按键,用以参数设定;外部信号隔离电路,用以输入机器运行状态信息如启动、停止信号和长度复位信号等。输入单元11通过控制系统5上的输入输出接口10与控制系统5连接
100.还可包括显示单元12,用以参数设置与计米运行时数据显示。显示单元12通过控制系统5上的输入输出接口10与控制系统5连接
101.还可包括其他输入输出单元13:满长度信号输出,故障报警输出,其他用于数据分享与存取的通讯口等等。
102.本发明的检测原理如下:
103.励磁装置为螺线管时,对螺线管施加等宽等幅窄脉冲电压,使内置穿过螺线管的运行中的钢丝轴向励磁,在钢丝上产生带特征波形的剩磁,剩磁磁场强度从零开始,逐渐向某方向上升至最大,然后下降至零点后再逐渐反方向到最大(如图2),然后再逐渐回到磁零点(如图2),通过内通过式磁敏检测传感器(如图4)及其信号处理电路检测,将该呈特征波形分布的剩磁转换成对应的呈特征波形分布电信号,系统实时比对并判别是否一致于励磁瞬间螺线管特定位置对应的钢丝上的点,确定一致时立即触发下一次励磁磁化,由此而产生循环励磁与检测,达到在线高精度计米测量。(基于剩磁波形特征而确定励磁点的方法)。
104.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1