立辊垂直度的测量工具、测量方法及标定方法与流程
本申请属于钢铁轧制,具体涉及一种立辊垂直度的测量工具、测量方法及标定方法。
背景技术:
1、1580产线投产10多年,立辊状态良好。但近期e1轧制过程中,带钢尾部单边翘起较大,经分析造成这一现象的原因为操作侧立辊垂直度超标,故下面针对垂直度进行研究分析。
2、立辊垂直度不仅影响轧钢、周边设备运行的稳定性,而且是影响带钢的宽度、造成带钢镰刀重要因素。当前立辊垂直度测量方法有2种:
3、1、测量立辊上、下轴承座到轧制中心线产距离分别为a和b,立辊垂直度c=a-b。
4、2、将立辊推出,即分离awc缸与立辊轴承座,用线坠吊线法测量上、下awc缸缸头偏差即为立辊垂直度c。
5、以上立辊垂直度测量方法存在的问题:测量方法工作量大,必须在设备检修中才能完成,工序多,累计误差多,造成测量数据不准确。
技术实现思路
1、本申请旨在至少能够在一定程度上解决现有立辊垂直度测量方法工作量大、测量数据不准确的技术问题。为此,本申请提供了一种立辊垂直度的测量工具、测量方法及标定方法。
2、本申请的技术方案为:
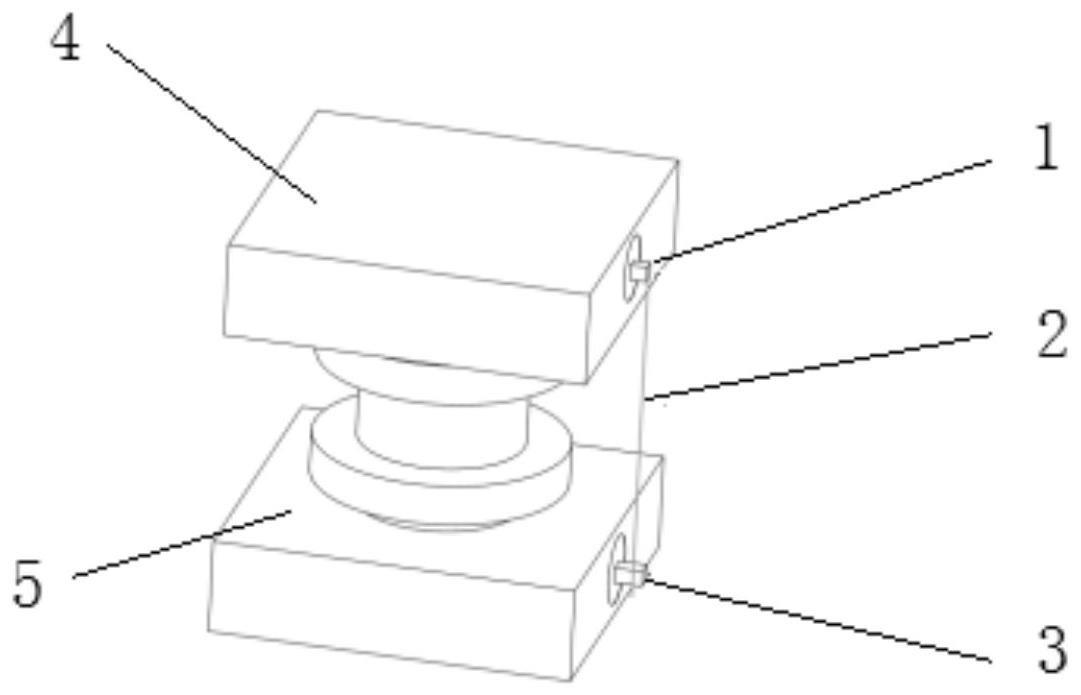
3、本申请一个方面提供了一种立辊垂直度的测量工具,所述测量工具包括:
4、上标定块,所述上标定块设置在被测量物的上端位置;
5、线坠,所述线坠固定在所述上标定块与所述被测量物固定面相对立的一面的中部;
6、下标定块,所述下标定块设置在被测量物的下端位置,所述下标定块设置在所述上标定块的正下方。
7、进一步地,所述上标定块的横向宽度为l,所述下标定块的横向宽度为2l。
8、进一步地,在所述下标定块横向宽度的上表面设有刻度-25cm至25cm。
9、进一步地,所述上标定块与所述下标定块均为磁性件。
10、进一步地,所述线坠为鱼线。
11、本申请的另一个方面提供了一种立辊垂直度的自动测量方法,应用于一热轧立辊,包括:
12、对上述所述的测量工具进行标零;
13、将上标定块固定在立辊上轴承座的非工作面中部;
14、将线坠的上端固定在所述上标定块外侧的中部;
15、将下标定块固定在立辊下轴承座的非工作面中部;
16、读取所述线坠的下端在所述下标定块处显示的数据,获得立辊垂直度,测量结束。
17、进一步地,对所述的测量工具进行标零包括:
18、将所述上标定块固定在竖直标定杆的上端;
19、将所述下标定块固定在所述竖直标定杆的下端;
20、将所述线坠的上端固定在所述上标定块的外侧中部;
21、所述线坠的下端在所述下标定块上的位置标记为零刻度,靠近立辊的一侧标记为0cm至-25cm,远离立辊的一侧标记为0cm至25cm。
22、本申请的另一个方面提供了一种立辊垂直度的标定方法,包括:
23、当上述测量方法测量获得的立辊垂直度a为正数时,tmeic轧机控制系统进行磁尺零位标定操作,然后将立辊垂直度a值输入后,启动磁尺标定程序对下awc缸的磁尺数进行重新标定;
24、当上述测量方法测量获得的立辊垂直度a为负数时,tmeic轧机控制系统进行磁尺零位标定操作,然后将立辊垂直度-a值输入后,启动磁尺标定程序对下awc缸的磁尺数进行重新标定。
25、本申请的另一个方面提供了一种立辊垂直度的标定方法,包括:
26、当上述测量方法测量获得的立辊垂直度a为负数时,将上awc缸头承压垫厚度增加lal或将下awc缸头承压垫厚度减少lal;
27、当上述测量方法测量获得的立辊垂直度a为正数时,则将下awc缸头承压垫厚度增加lal或将上awc缸头承压垫厚度减少lal。
28、本申请实施例至少具有如下有益效果:
29、1、本申请通过强磁测量工具可直接读出垂直度值,无累积误差,结果可靠,且测量工具操作简单、容易,测量方法简单、用时短(约15分钟),容易推广。
30、2、通过测量工具测量垂直度这一精度指标,立辊的设备运维工作可完全实现日常化,提高了设备运维的水平,降低设备运维的强度和难度。
31、3、通过本申请提供的测量工具、测量方法及标定方法,实现了对立辊状态的量化监控,并找到了立辊垂直度的精度控制指标,即立辊垂直度绝对值小于10mm。
技术特征:
1.一种立辊垂直度的测量工具,其特征在于,所述测量工具包括:
2.根据权利要求1所述的立辊垂直度的测量工具,其特征在于:
3.根据权利要求2所述的立辊垂直度的测量工具,其特征在于:
4.根据权利要求1-3任一项所述的立辊垂直度的测量工具,其特征在于:
5.根据权利要求4所述的立辊垂直度的测量工具,其特征在于:
6.一种立辊垂直度的自动测量方法,应用于一热轧立辊,其特征在于,包括:
7.如权利要求6所述的立辊垂直度的自动测量方法,其特征在于,对所述立辊垂直度的测量工具进行标零包括:
8.一种立辊垂直度的标定方法,其特征在于,包括:
9.一种立辊垂直度的标定方法,其特征在于,包括:
技术总结
本申请公开了一种立辊垂直度的测量工具,所述测量工具包括:上标定块,所述上标定块设置在被测量物的上端位置线坠,所述线坠固定在所述上标定块与所述被测量物固定面相对立的一面的中部;下标定块,所述下标定块设置在被测量物的下端位置,所述下标定块设置在所述上标定块的正下方。本申请提供了一种立辊垂直度的测量工具、测量方法及标定方法,解决了现有立辊垂直度测量方法工作量大、测量数据不准确的问题。
技术研发人员:朱志鹏,张伟,王超,王健,汪涛,张维中,张彦宾,巩贺,李万京,王文忠,尚楷棋,刘瑞光,黄爽,杨立全
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!