一种用于外观缺陷检测的多工位的微距检测装置的制作方法
本发明涉及电子产品微距检测,具体地说,涉及一种用于外观缺陷检测的多工位的微距检测装置。
背景技术:
1、随着电子技术的日益发展,电子产品逐渐成为日常生活中不可缺少的一部分,尤其是智能手机以及平板电脑这类智能产品。
2、现在智能手机以及平板电脑该类产品的产量及消费需求均呈上升趋势,由于该类产品均属于基于中框而装配成型的电子产品,故而这些产品的中框质量直接影响到这个产品的质量。
3、该类产品的中框分为用于安装屏幕的bg面和用于安装电池的cg面;由于在中框的加工及运输过程中,bg面以及cg面处容易出现影响产品质量的外观缺陷,如应力痕、碰伤、压伤、刮伤、棱边毛刺、棱边毛边、棱边卷边、过铣、漏铣以及未铣到位等外观缺陷。
4、传统的对于此类物件的外观缺陷检测方式中大多为人工通过肉眼检测,或者通过检测设备依次逐个的进行采图识别检测;这些检测方式一方面检测精度不够高,因为这些方式中外观检测的覆盖区域不够完全,并且没有针对不同的检测区域进行系统化针对性的相机布置,所以传统的检测方式容易出现不良品漏检的情况;另一方面,这些检测方式没有形成一个成套的自动化检测设备以及方法,从上料到下料,现有技术中缺乏一种能够从上料、除尘、不同区域针对性外观缺陷检测直至下料的外观缺陷检测装置;故而现有的检测设备的检测效率较低,难以满足大产量下的产品外观检测需求。
5、针对于微距检测,微距检测的拍摄视野更小,成像效果更清晰;但是现有的微距检测相机难以通过相应的检测方法直接应用于本发明所需检测的物件检测过程中,故而现有技术中缺乏一种能够较佳地适用于该类物件外观检测且布置覆盖范围更全面的微距检测系统及方法。
技术实现思路
1、针对现有技术中存在的技术问题,本发明提供了一种多工位的微距检测装置,其包括微距装置主体,微距装置主体包括用于微距检测上料的微距上料位和用于微距检测下料的微距下料位;自微距上料位至微距下料位依次布置有微距cg面检测部、微距检测翻转组件和微距bg面检测部,微距cg面检测部和微距bg面检测部的上方分别布置有用于对cg面检测部处的检测对象cg面进行检测的cg面相机组件和用于对bg面检测部处的检测对象bg面进行检测bg面相机组件。
2、微距装置主体处设有沿x轴和y轴方向4×4间隔平行布置有共十六个微距检测放置位,十六个微距检测放置位划分形成四排沿y轴方向布置的第一、第二、第三及第四微距检测部,cg面检测部包括第一及第二微距检测部,bg面检测部包括第三及第四微距检测部;微距上料位位于cg面检测部的第一微距检测部,微距下料位位于bg面检测部的第四微距检测部,十六个微距检测放置位自微距上料位至微距下料位共同配合组成微距检测中检测对象的移动路线,检测对象的移动路线自第一微距检测部至第四微距检测部呈s型。
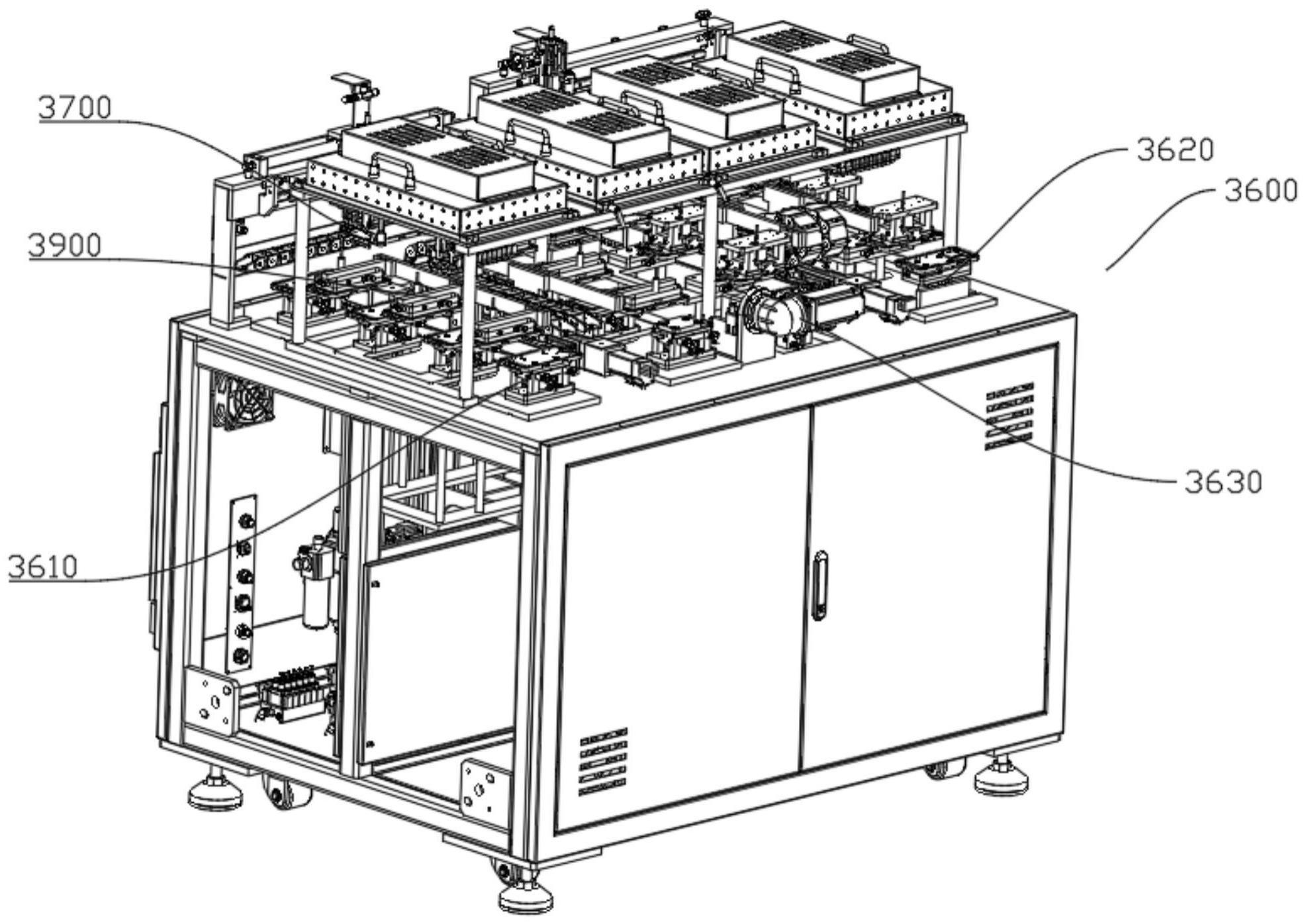
3、可以理解地,本发明中通过4×4的布置方式,沿y轴方向上每排位置的两侧分别作为该排的上下料位,中间的两个位置能够作为检测工位并与相应的微距检测相机相配合,4×4的布置方式能够较佳地满足八个检测工位的布置需求,同时,这样使得bg面检测部和cg面检测部能够呈对称结构分布,各占据两排的微距检测部,这样也能够使得微距检测翻转组件3630能够正好布置于bg面检测部和cg面检测部交界的位置处,从而使得整体的布置结构以及后续运行更加稳定。
4、作为优选,第一微距检测部处的4个微距检测放置位沿y轴正方向依次形成微距上料位、微距检测第一工位、微距检测第二工位和微距检测过渡位;第二微距检测部处的4个微距检测放置位沿y轴负方向依次形成微距检测过渡位、微距检测第一预留工位和微距检测第二预留工位和微距检测翻转上料位;第三微距检测部处的4个微距检测放置位沿y轴正方向依次形成微距检测翻转下料位、微距检测第三工位、微距检测第四工位和微距检测过渡位,第四微距检测部的4个微距检测位沿y轴负方向依次形成微距检测过渡位、微距检测第五工位、微距检测第六工位和微距检测下料位。
5、作为优选,微距检测第一工位、微距检测第二工位微距、检测第三工位、微距检测第四工位、微距检测第五工位和微距检测第六工位的上方分别布置有与之相配合检测且采用多个微距检测相机协同布置的微距检测第一相机组件、微距检测第二相机组件、微距检测第三相机组件、微距检测第四相机组件、微距检测第五相机组件和微距检测第六相机组件。
6、作为优选,微距检测相机包括微距相机主体,微距相机主体的上部侧壁处形成有微距相机安装块,微距相机安装块用于与各个微距检测工位处的微距相机安装孔相配合以布置安装,微距相机主体的最下部端面布置有拍摄光路朝下的第一微距拍摄镜头,微距相机主体处与设有微距相机安装块相对的一侧侧壁下部布置有拍摄光路朝外的第二微距拍摄镜头;第一微距拍摄镜头和第二微距拍摄镜头的镜头轴线相互垂直;
7、微距检测第一相机组件处的多个微距检测相机协同配合形成微距检测第一检测位置,微距检测第一相机组件包括分别布置于检测对象cg面两条宽边外侧的多个微距检测相机;两侧的微距检测相机平行间隔布置于检测对象cg面宽度方向上的两端之间,微距检测相机均通过转接板倾斜布置,微距检测第一相机组件处微距检测相机的外壁平面均相对于检测对象的cg面保持20-30度之间的倾斜角;该工位处每个微距检测相机的第一微距拍摄镜头和第二微距拍摄镜头均朝向cg面中板宽侧棱边一侧以用于cg中板棱边微距检测;
8、微距检测第二相机组件处形成微距检测第二检测位置,微距检测第二相机组件包括分别平行布置于cg面两条长边之间的两排微距检测相机,两排微距检测相机分别与检测对象的cg面两条长边相平行,单排的微距检测相机平行间隔自cg面的一宽边布置至另一宽边以覆盖整个cg防水面,两排微距检测相机处单个微距检测相机的第一微距拍摄镜头均垂直朝向cg面的底平面处,第二微距拍摄镜头均朝向cg面的长边一侧以用于cg防水面微距检测;
9、微距检测第三相机组件处的多个微距检测相机协同配合形成微距检测第三检测位置,微距检测第三相机组件包括分别平行布置于检测对象bg面内腔两长边之间的两排微距检测相机,每排微距检测相机均自bg面内腔的一宽边至另一宽边平行间隔布置,该工位处每个微距检测相机的第一微距拍摄镜头均垂直朝向bg面内腔的底平面,第二微距拍摄镜头均垂直朝向bg面内腔处垂直于底平面凸出的长边内侧壁以用于bg内腔面螺母位置微距检测;
10、微距检测第四相机组件处的多个微距检测相机协同配合形成微距检测第四检测位置;微距检测第四相机组件包括分别与bg面内墙两宽边相平行布置的两排微距检测相机,每排微距检测相机均自bg面内腔的一宽边至另一宽边平行间隔布置,该工位处每个微距检测相机的第一微距拍摄镜头均垂直朝向bg面内腔的底平面,第二微距拍摄镜头均垂直朝向bg面内腔处垂直于底平面凸出的宽边内侧壁以用于bg内腔面上下u区域微距检测;
11、微距检测第五相机组件处的多个微距检测相机协同配合形成微距检测第五检测位置,微距检测第五相机组件包括分别布置于bg面内腔四个边角内侧的四个微距检测相机,每个微距检测相机的第一微距拍摄镜头均垂直朝向bg面内腔的底平面,第二微距拍摄镜头均正对bg面内腔的边角内壁以用于bg内腔面上下u区域四角微距检测;
12、微距检测第六相机组件处的多个微距检测相机协同配合形成微距检测第六检测位置,微距检测第六相机组件包括分别与bg面内墙两长边相平行布置的两排微距检测相机,每排微距检测相机均自bg面内腔的一宽边至另一宽边平行间隔布置,该工位处每个微距检测相机的第一微距拍摄镜头均垂直朝向bg面内腔的底平面,第二微距拍摄镜头均垂直朝向bg面内腔处垂直于底平面凸出的长边内侧壁以用于bg内腔面t槽区域微距检测。
13、作为优选,第一微距检测部处的微距检测过渡位和第二微距检测部处的微距检测过渡位之间通过微距检测x轴移料组件以实现,微距检测x轴移料组件包括沿x轴方向布置的通过气源控制的微距检测x轴直线模组,微距检测x轴直线模组的微距检测x轴动子处沿z轴方向布置有采用为滑台气缸的微距检测z轴模组,微距检测z轴模组的微距检测z轴动子处连接有微距检测过渡移料板,微距检测过渡移料板处布置有用于在微距检测过渡位之间移运检测对象的微距检测过渡移料位;第三微距检测部处的微距检测过渡位和第四微距检测部处的微距检测过渡位之间也布置有用于移运检测对象的微距检测x轴移料组件;第二微距检测部的微距检测翻转上料位和微距检测翻转下料位之间通过微距检测翻转组件以实现,微距检测翻转组件包括微距检测翻转伺服电机,微距检测伺服电机的输出端通过减速机连接有l型的悬臂板,微距检测翻转下料位布置于l型的悬臂板处,微距检测翻转上料位布置于微距检测伺服电机驱动悬臂板旋转一百八十度后所处的位置处。
14、作为优选,第一微距检测部和第二微距检测部之间的位置处布置有沿y轴方向的两个微距检测y轴移料组件,两个微距检测y轴移料组件分别用于与第一微距检测部和第二微距检测部相配合使用,每个微距检测y轴移料组件包括沿y轴方向布置有滚珠丝杆型的微距检测y轴直线模组,微距检测y轴直线模组的微距检测y轴动子处连接有微距检测移料板,微距检测移料板处沿y轴方向间隔布置有三个微距检测移料位,三个微距检测移料位之间的间隔距离与第一微距检测部处四个微距检测放置位之间的间距相同;三个微距检测移料位用于每次将各个微距检测放置位处的检测对象沿s形的移动路线向前移动一个位置。
15、作为优选,第一微距检测部和第二微距检测部处的微距检测放置位均设有通过对检测对象的bg面实现检测对象固定的产品定位夹具;第三微距检测部和第四微距检测部处的微距检测放置位均设有通过对手机中框的cg面实现手机中框固定的cg面定位工装;
16、微距检测第一工位、微距检测第二工位、微距检测第一预留工位和微距检测第二预留工位、微距检测第三工位、微距检测第四工位以及微距检测第五工位、微距检测第六工位均通过微距检测z轴升降模组以实现升降,微距检测z轴升降模组包括cg面z轴升降直线模组和bg面z轴升降直线模组;微距cg面检测部处的微距检测第一工位、微距检测第二工位、微距检测第一预留工位和微距检测第二预留工位下侧设置有采用为电缸的cg面z轴升降直线模组,微距bg面检测部处的微距检测第三工位、微距检测第四工位、微距检测第五工位和微距检测第六工位下侧设置有采用为电缸的bg面z轴升降直线模组;
17、cg面z轴升降直线模组和bg面z轴升降直线模组均包括升降直线模组主体,升降直线模组主体包括升降直线电缸模组,升降直线电缸模组的升降直线电缸动子处连接有一微距升降架,微距升降架的上端面处设有四组升降连杆;cg面z轴升降直线模组处的四组微距升降连杆分别与微距检测第一工位、微距检测第二工位、微距检测第一预留工位和微距检测第二预留工位的下端相连接以带动其向上移动至相应的检测位置;bg面z轴升降直线模组处的四组微距升降连杆分别与微距检测第三工位、微距检测第四工位、微距检测第五工位、微距检测第六工位的下端相连接以带动其向上移动至相应的检测位置。
18、作为优选,除微距检测第一、第二、第三、第四、第五、第六工位及微距检测第一、第二预留工位以外的其余微距检测放置位下侧均设有沿z轴方向布置的微距举升气缸,微距举升气缸的活塞杆端部与所述其余微距检测放置位的下端相连接并带动其向上移动以与微距检测y轴移料组件相配合实现检测对象交接。
19、作为优选,检测对象为手机中框。
- 还没有人留言评论。精彩留言会获得点赞!