一种异形螺纹塞规的中径和斜面小径的测量方法与流程
本发明涉及一种螺纹塞规的测量方法,具体涉及一种异形螺纹塞规的中径和斜面小径的测量方法。
背景技术:
1、常规牙型为60°的螺纹塞规的校准是通过三针法进行校准,对于牙型具有30°斜面的异形螺纹塞规目前无法通过三针法进行测量校准,厂家在校准时通常需要对同标准、同批生产的异形螺纹塞规的其中一部分只在60°螺纹型面制备完成时使用三针法进行测量校准,然后再进行30°斜面的加工,加工完成后由于无法再采用现有测量方法进行测量,因而原则上就不再进行抽查,也不再进行校准,这样导致异形螺纹塞规的合格率较低。
技术实现思路
1、本发明的目的是解决目前异形螺纹塞规在生产加工过程无有效方法测量中径和斜面小径值,因而原则上就不再进行抽查,也不再进行校准,因而导致异形螺纹塞规合格率较低的技术问题,而提供了一种异形螺纹塞规的中径和斜面小径的测量方法。
2、为实现上述目的,本发明所提供的技术方案如下:
3、一种异形螺纹塞规的中径和斜面小径的测量方法,其特殊之处在于,包括如下步骤:
4、步骤1,判断异形螺纹塞规所处的加工状态,将异型螺纹塞规分为第一种加工状态和第二种加工状态;
5、所述第一种加工状态为异形螺纹塞规中60°螺纹型面已经磨削完成,但30°斜面尚未磨削完成;
6、所述第二种加工状态为异形螺纹塞规中的60°螺纹型面和30°斜面均磨削完成;
7、步骤2,根据异形螺纹塞规所处的加工状态,选择不同的测量方法测量异形螺纹塞规的中径值d2;
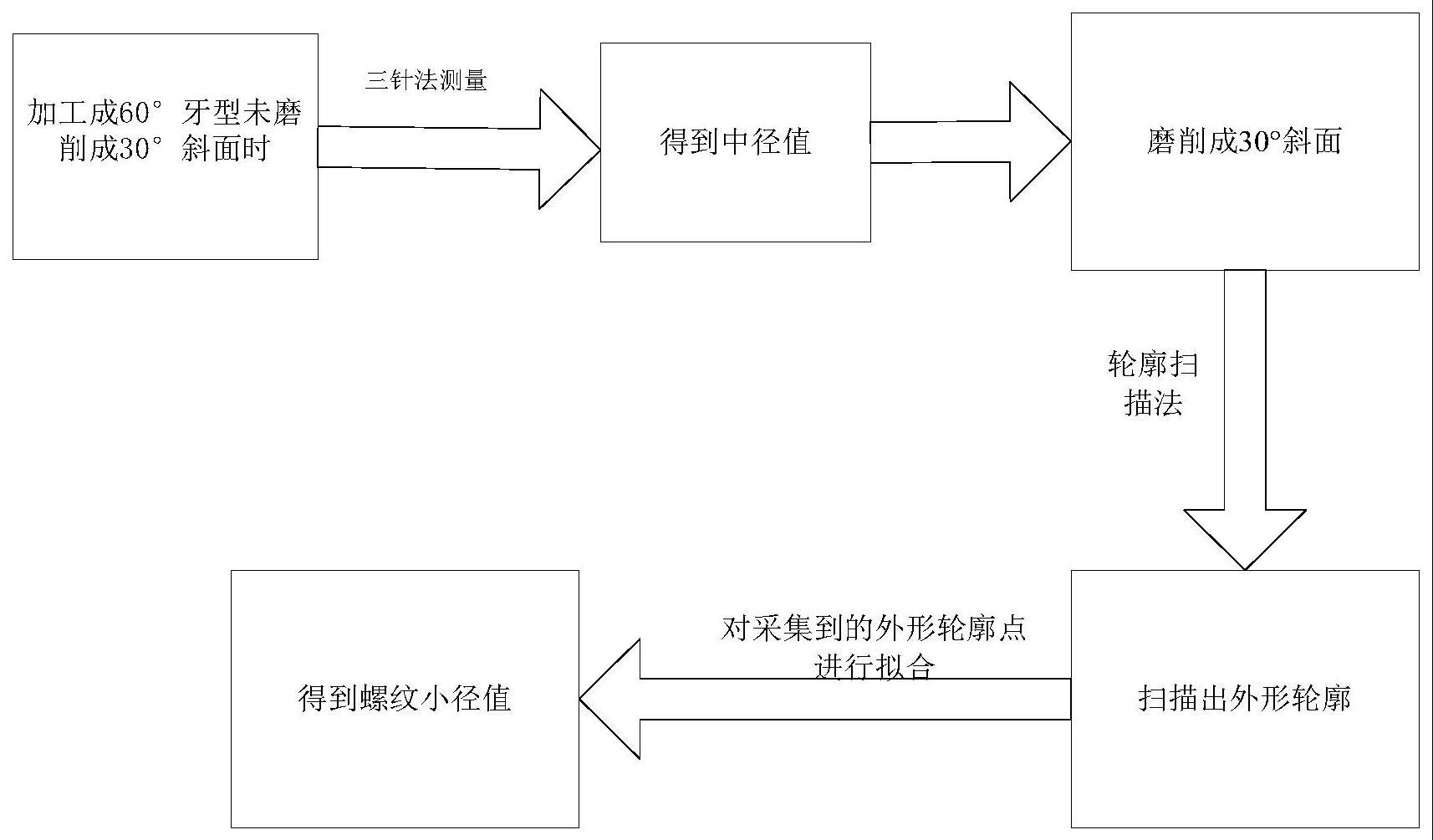
8、2.1当异形螺纹塞规处于第一种加工状态时,使用三针法测量异形螺纹塞规的中径值d2;
9、2.2当异形螺纹塞规处于第二种加工状态时,使用轮廓扫描法测量异形螺纹塞规的中径值d2;
10、步骤3,异形螺纹塞规斜面小径的测量
11、通过轮廓扫描法扫描异形螺纹塞规的外形轮廓,得到60°螺纹牙型面的轮廓曲线和30°斜面的轮廓曲线,通过轮廓曲线拟合得到异形螺纹塞规的斜面小径值d5p。
12、进一步地,步骤2.2具体为,当异形螺纹塞规处于第二种加工状态时,采用螺纹扫描机对异形螺纹塞规的牙型进行轮廓扫描,得到螺距p、大径d以及小径d3,再通过计算得到中径值d2。
13、进一步地,步骤3具体如下:
14、3.1,使用螺纹扫描机对被测的异形螺纹塞规进行轮廓扫描,得到异形螺纹塞规的外形轮廓;
15、3.2,从外形轮廓中采集牙型数据,得到两侧60°螺纹牙型面的轮廓曲线和30°斜面的轮廓曲线;
16、3.3,对60°螺纹牙型面的轮廓曲线和30°斜面的轮廓曲线进行处理,计算得到异形螺纹塞规的斜面小径值d5p。
17、进一步地,步骤3.3具体如下:
18、3.3.1,将采集得到的60°螺纹牙型面的轮廓曲线和30°斜面轮廓曲线的交点作为理论点,对同侧的所有理论点进行连线,并将同一侧的理论点均拟合在同一条直线上;
19、3.3.2,将两侧对应不同相邻的两个理论点之间拟合
20、将相邻的两个理论点之间对应形成的柱状体拟合为圆柱体,得到对应圆柱体的圆柱直径测量值,取多个圆柱体的圆柱直径测量值的平均值,即为异形螺纹塞规的斜面小径值d5p。
21、与现有技术相比,本发明的有益效果如下:
22、1、本发明通过识别异形螺纹塞规不同状态,针对异形螺纹塞规的不同状态提供对应的中径值的测量方法,使得测量过程更加高效,测量结果更加精确。
23、2、本发明通过轮廓扫描以及数据分析,得到了较为精确的斜面小径值,通过测量得到的中径值和斜面小径值可以在任意时刻进行校准,确保了异形螺纹塞规的合格率符合规定的要求。
24、3、本发明中通过拟合圆柱体,从而根据多个圆柱体的直径的平均值得到异形螺纹塞规的斜面小径值,确保了斜面小径值的精准。
技术特征:
1.一种异形螺纹塞规的中径和斜面小径的测量方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种异形螺纹塞规的中径和斜面小径的测量方法,其特征在于:
3.根据权利要求1或2所述的一种异形螺纹塞规的中径和斜面小径的测量方法,其特征在于,步骤3具体如下:
4.根据权利要求3所述的一种异形螺纹塞规的中径和斜面小径的测量方法,其特征在于,步骤3.3具体如下:
技术总结
本发明涉及一种异形螺纹塞规的中径和斜面小径的测量方法,用于解决目前异形螺纹塞规在生产加工过程无有效方法测量中径和斜面小径值的技术问题。本发明包括如下步骤:步骤1,判断异形螺纹塞规所处的加工状态,将异型螺纹塞规分为第一种加工状态和第二种加工状态;步骤2,根据异形螺纹塞规所处的加工状态,选择不同的测量方法测量异形螺纹塞规的中径值d<subgt;2</subgt;;步骤3,异形螺纹塞规斜面小径的测量通过轮廓扫描法扫描异形螺纹塞规的外形轮廓,得到60°螺纹牙型面的轮廓曲线和30°斜面的轮廓曲线,通过轮廓曲线拟合得到异形螺纹塞规的斜面小径值d<subgt;5p</subgt;。
技术研发人员:王平,郭胜,邓鹏波,张泽辉
受保护的技术使用者:西安航天计量测试研究所
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!