测试CTE用覆铜板样品的制造方法及CTE测试方法与流程
本发明涉及覆铜板生产制造技术,特别涉及一种测试cte用覆铜板样品的制造方法及覆铜板x/y方向cte测试方法。
背景技术:
1、作为制备pcb(印制电路板)的重要原料,覆铜板的许多物理特性会被重点关注以满足pcb或下游行业的职称或需求。其中,x/y方向的cte(coefficient of thermalexpansion,即热膨胀系数)是其中一项重要热性能。这项热性能会对材料在pcb中的耐热性、稳定性、可靠性等性能上起决定性作用。在不少特殊应用中,如mini led基板、ic载板等,其x/y方向的cte的要求会非常高。因此在覆铜板行业中,我们需要一个稳定且快速的测量方法以更高效的得到这项热性能。
2、在当前覆铜板行业中,测试cte的仪器通常为tma(thermal mechanicalanalyzer,热机械分析仪)。在这款仪器中,配合不同的夹具和程序,就可以得出z方向或x/y方向的cte。然而在实际操作过程中,会出现种种问题,导致测试效率大幅降低。
3、(一)若前期制作的覆铜板样品相同,都是一小块薄的小方块(4mm*4mm*1mm),则需要使用两套不同的夹具以分别得出z方向和x/y方向的cte。利用tma的压合夹具可直接得出z方向的cte。若要使用专门针对x/y方向的拉伸夹具,需要拆卸下tma原有的压合夹,安装x/y方向专门拉伸夹具并校准后才可以进行测试,这样会导致测试时间大大拉长。且一套新的专门针对x/y方向的拉伸夹具价格不菲,成本太高。
4、(二)根据ipc-tm650,若使用通用夹具测试x/y方向cte,则需要将样品横置,分别测量两个方向的cte。在这种情况下,需要将样品的厚度提升到至少4mm。4mm的板材厚度对于以厚度薄的玻璃布为主的low cte(低热膨胀系数)布种来说,需要至少层叠60层以上。若使用传统的压机和方法,则容易发生滑板或失压等不良现象。
技术实现思路
1、本发明要解决的技术问题是提供一种测试cte用覆铜板样品的制造方法,既可以得到足够厚度的测试cte用覆铜板样品,也能在制作样品过程中压合多层半固化片时避免出错,简单方便,效率高,成本低。
2、为解决上述技术问题,本发明提供的测试cte用覆铜板样品的制造方法,其包括以下步骤:
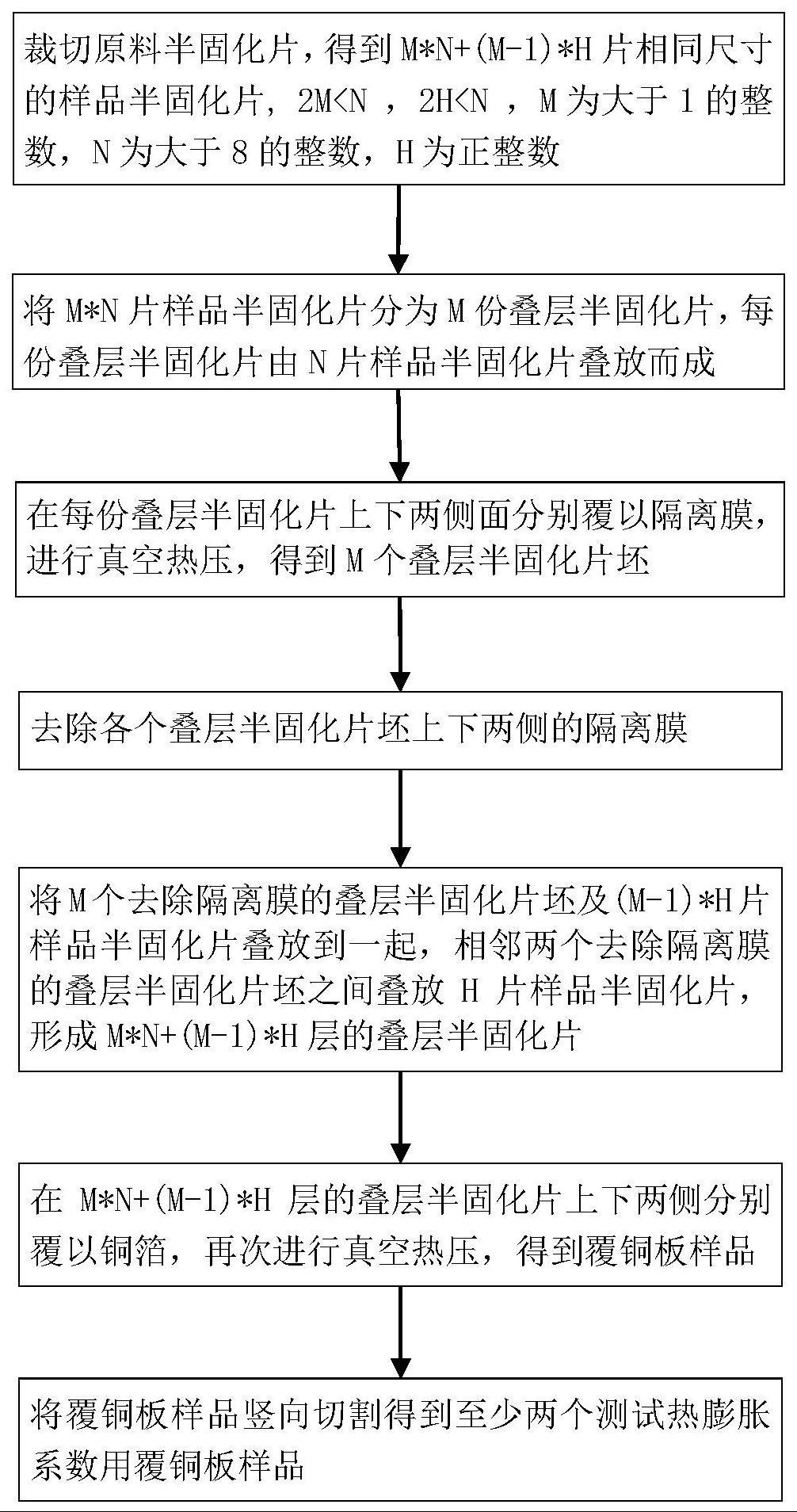
3、s1.裁切原料半固化片,得到m*n+(m-1)*h片相同尺寸的样品半固化片,2m<n,2h<n,m为大于1的整数,n为大于8的整数,h为正整数;
4、s2.将m*n片样品半固化片分为m份叠层半固化片,每份叠层半固化片由n片样品半固化片叠放而成;
5、s3.在每份叠层半固化片上下两侧面分别覆以隔离膜,进行真空热压,得到m个叠层半固化片坯;
6、s4.去除各个叠层半固化片坯上下两侧的隔离膜;
7、s5.将m个去除隔离膜的叠层半固化片坯及(m-1)*h片样品半固化片叠放到一起,相邻两个去除隔离膜的叠层半固化片坯之间叠放h片样品半固化片,形成m*n+(m-1)*h层的叠层半固化片;
8、s6.在m*n+(m-1)*h层的叠层半固化片上下两侧分别覆以铜箔,再次进行真空热压,得到覆铜板样品;
9、s7.将覆铜板样品竖向切割得到至少两个测试cte用覆铜板样品。
10、较佳的,步骤s3中,以铜箔作为隔离膜,在每份叠层半固化片上下两侧面分别覆以铜箔,铜箔的光面贴合半固化片,铜箔的毛面朝外;
11、步骤s6中,铜箔的毛面贴合半固化片,铜箔的光面朝外。
12、较佳的,所述原料半固化片采用电子级玻璃纤维布制成;
13、所述电子级玻璃纤维布的厚度为36μm~100μm。
14、较佳的,3≤m≤6,10≤n≤40,1≤h≤5。
15、较佳的,m为4,n为20,h为2。
16、较佳的,步骤s1中,裁切原料半固化片,得到m*n+(m-1)*h片12”*12”的样品半固化片。
17、较佳的,步骤s7中,将覆铜板样品竖向切割得到多个横向尺寸为4mm*4mm的测试cte用覆铜板样品。
18、较佳的,所述覆铜板样品的厚度为3.5mm~6mm。
19、本发明还公开了一种覆铜板x/y方向cte测试方法,在热机械分析仪测试端采用通用夹具,对权利要求1到8任一项所述的制造方法得到的测试cte用覆铜板样品进行测试,得到覆铜板x/y方向的cte。
20、本发明的测试cte用覆铜板样品的制造方法,采用分步压合的方法得到用于测试x/y方向热膨胀系数(cte)的厚度较大的测试cte用覆铜板样品,既可以得到足够厚度的测试cte用覆铜板样品,也能在制作样品过程中压合多层半固化片时避免出错,简单方便,效率高,成本低。
技术特征:
1.一种测试cte用覆铜板样品的制造方法,其特征在于,其包括以下步骤:
2.根据权利要求1的测试cte用覆铜板样品的制造方法,其特征在于,
3.根据权利要求1的测试cte用覆铜板样品的制造方法,其特征在于,
4.根据权利要求1的测试cte用覆铜板样品的制造方法,其特征在于,
5.根据权利要求4的测试cte用覆铜板样品的制造方法,其特征在于,
6.根据权利要求1的测试cte用覆铜板样品的制造方法,其特征在于,
7.根据权利要求1的测试cte用覆铜板样品的制造方法,其特征在于,
8.根据权利要求1的测试cte用覆铜板样品的制造方法,其特征在于,
9.一种覆铜板x/y方向cte测试方法,其特征在于,在热机械分析仪测试端采用通用夹具,对权利要求1到8任一项所述的制造方法得到的测试cte用覆铜板样品进行测试,得到覆铜板x/y方向的cte。
技术总结
本发明公开了一种测试CTE用覆铜板样品的制造方法,采用分步压合的方法得到用于测试X/Y方向CTE的厚度较大的测试CTE用覆铜板样品,既可以得到足够厚度的测试CTE用覆铜板样品,也能在制作样品过程中压合多层半固化片时避免出错,简单方便,效率高,成本低。本发明还公开了一种覆铜板X/Y方向CTE测试方法。
技术研发人员:贺健,贺江奇,袁强
受保护的技术使用者:宁波甬强科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!