航空石墨密封中辅助密封胶圈气密性检验工装的制作方法
本发明涉及发动机机械密封检验设备,特别是一种航空石墨密封中辅助密封胶圈气密性检验工装及其工作方法。
背景技术:
1、近年来航空事业飞速发展,对飞机的机动性、可靠性要求日益提高,因此迫切需要提高航空发动机各零件的质量,以保证其高性能的要求。
2、石墨封严装置又称为端面密封,属于机械密封,是一种依靠弹性元件对静、动环端面密封副的预紧和介质压力与弹性元件压力的压紧而达到密封的轴向端面密封装置。在被密封流体与外界存在压力差的前提下,通过维持一定的端面接触压力,来尽可能减小密封摩擦副端面之间的轴向间隙以降低被密封流体的泄漏。
3、密封摩擦副端面是主要密封面,是决定机械密封摩擦、磨损和密封性能的关键,同时也决定机械密封的工作寿命;只要主密封面的表面粗糙度和平直度能保证达到要求,只要材料耐磨性好,机械密封可以达到很少泄露量。
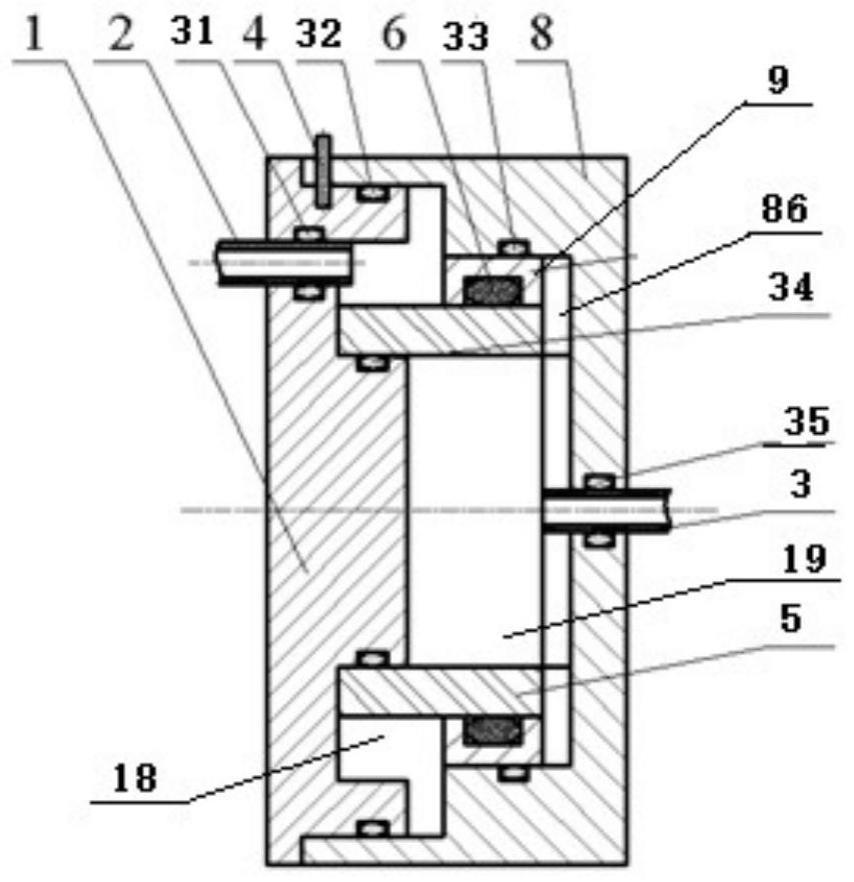
4、如图1所示,石墨封严装置有石墨静环组件和动环64(摩擦环)组成,其中静环组件包括:外环61、内环62和石墨环63,外环61内壁和内环62外壁之间设置辅助密封胶圈6,辅助密封胶圈6提供一部分的弹力,实现密封补偿的随动运动,同时外环61和内环62之间还设置沿轴向作用的波形弹簧65,用于进行自动补偿,防止液体或气体从密封组件相对移动部分泄露。
5、典型的辅助密封材料有合成橡胶,o型橡胶圈是端面密封最常用的辅助密封件。橡胶胶料,按照工作温度和介质相容性来选择,主要有丁腈橡胶、氟橡胶等。
6、研究表明:辅助密封胶圈的尺寸选择、压缩量控制影响其组件的弹性与密封性。辅助密封胶圈有三种:①内涨外压型d1<d1,d2> d2;②外压型d1>d1,d2>d2;③内涨型d1<d1,d2<d2(其中d1为内环外径,d2为外环内径,d1为胶圈内径,d2为胶圈外径)。三种胶圈弹性及密封性能均有不同,所以在选择不同胶圈时,其密封性能必须合格。在辅助密封胶圈进入石墨封严装置前如何简单快速的对其气密性能进行检测,是本领域技术人员急需解决的技术问题。
技术实现思路
1、本发明要解决的技术问题是提供一种结构简单、易于操作的用于对航空石墨密封中的辅助密封胶圈进行气密性检验的工装及其工作方法。
2、为解决上述技术问题,本发明提供的航空石墨密封中辅助密封胶圈气密性检验工装,包括:模拟静环、模拟内环、模拟外环、内环夹具和外环夹具,所述模拟静环包括同轴且一体设置的内环套筒和外环凸台,所述外环凸台固定设置在所述内环套筒的前端;所述模拟内环的外径、内径与所述内环套筒的外径、内径相同,所述模拟外环的外径与所述外环凸台的外径相同,所述模拟内环的环状外壁与所述模拟外环的环状内壁间隙配合,所述模拟外环与模拟内环套接后形成与所述模拟静环形状相同的组合体;所述外环夹具包括一体设置的环状筒身和筒底,所述筒身内沿周向设置环状台阶,该环状台阶的环状内壁与所述模拟外环/外环凸台的外壁间隙配合,所述筒底设置外环夹具气管;所述内环夹具呈盘状,包括设于其端面轴心处的柱状凸台和设于其端面边缘处的环形套筒,以使所述柱状凸台与所述环形套筒之间形成空腔,所述内环夹具设置与该空腔相通的内环夹具气管;该柱状凸台的环状外壁与所述模拟内环/内环套筒的内壁间隙配合,所述环形套筒的外壁与所述外环夹具的筒身内壁间隙配合;使用时,首先对工装的气密性进行检验,包括将模拟静环的外环凸台套接在所述外环夹具的环状台阶内,该环状台阶的内壁设置用于密封的第三密封圈;所述内环夹具的柱状凸台套接在所述内环套筒的尾端内,该柱状凸台的外壁设置用于密封的第四密封圈;所述内环夹具的环形套筒套接在所述外环夹具的筒身内,该环形套筒与所述筒身之间设置用于密封的第二密封圈,以使外环夹具的筒底、模拟静环的内环套筒内和内环夹具的柱状凸台之间形成筒状空腔,外环夹具的环状筒身、模拟静环的内环套筒外和内环夹具之间形成环形空腔;工装气密性检验合格后,待检测的辅助密封胶圈置于所述模拟内环的外壁与所述模拟外环的内壁之间,并将模拟外环与模拟内环套接后形成的组合体替换模拟静环,对置于模拟内环与模拟外环之间的辅助密封胶圈进行气密检验。
3、进一步,所述模拟外环的环状内壁沿周向设置环形凹槽,用于放置待检验的辅助密封胶圈。
4、进一步,所述柱状凸台的环状外壁沿周向设置第一环槽,装配时第四密封圈置于所述第一环槽内,以增强柱状凸台与模拟内环之间的密封效果。
5、进一步,所述环形套筒的外壁设置第二环槽,装配时第二密封圈置于所述第二环槽内,以增强内环夹具与外环夹具之间的密封效果。
6、进一步,所述环状台阶内沿周向设置第三环槽,装配时第三密封圈置于所述第三环槽内,以增强环状台阶与模拟外环之间的密封效果。
7、进一步,所述内环夹具的边缘还设有台阶部,以使所述外环夹具的筒身与所述环形套筒套接配合时,由所述台阶部进行限位。
8、进一步,所述内环夹具上设置贯穿的第一通孔,所述内环夹具气管穿过所述第一通孔设置,以使内环夹具气管的前端置于环状空腔内,尾端置于内环夹具外,该内环夹具气管与所述内环夹具之间设置第一密封圈进行密封;所述筒底的中心设置贯穿的第二通孔,所述外环夹具气管穿过所述第二通孔设置,以使外环夹具气管的尾端置于筒状空腔内,前端置于外环夹具外,该外环夹具气管与所述筒底之间设置第五密封圈进行密封。
9、进一步,所述环形套筒的外壁设置定位盲孔,所述环状筒身沿其径向设置贯穿的定位插孔,以使所述环形套筒套接在所述环状筒身内时,可使用定位销插入定位插孔和定位盲孔内,对内环夹具和外环夹具进行定位。
10、进一步,所述筒底上沿所述环形台阶的内侧设置多个互不相连的凸台,以使模拟内环、模拟外环套接在外环夹具内时,模拟内环、模拟外环的端部由凸台进行支撑,避免模拟内环、模拟外环的端部直接与筒底相接触,增加模拟内环、模拟外环与筒底之间的间隙,使得辅助密封胶圈出现漏气时,泄露的空气可在环形空腔和筒状空腔之间迅速流通,以到达相应气管。
11、上述辅助密封胶圈气密性检验工装的工作方法,包括如下步骤:
12、a、首先使用模拟静环检验内环夹具和外环夹具的气密性,将模拟静环的外环凸台套接在所述外环夹具的环状台阶内,并经第三密封圈进行密封;所述内环夹具的柱状凸台套接在所述内环套筒的尾端内,并经第四密封圈进行密封;所述内环夹具的环形套筒套接在所述外环夹具的筒身内,并经第二密封圈进行密封;将定位销插入定位插孔和定位盲孔内,对内环夹具和外环夹具进行限位固定;外环夹具的筒底、模拟静环的内环套筒内和内环夹具的柱状凸台之间形成筒状空腔,外环夹具的环状筒身、模拟静环的内环套筒外和内环夹具之间形成环形空腔。
13、b、经内环夹具气管向环形空腔内通入一定压力的气体,并将外环夹具气管置于水面以下,观察是否有气泡冒出,无气泡冒出则证明环状空腔内的气体无法进入筒状空腔;再将内环夹具气管内通入的气体压力撤去,使得环状空腔内的气压与水面外的压力持平,将内环夹具气管置于水面以下,将外环夹具气管从水面内拿出后通入一定压力的气体,观察置于水面以下的内环夹具气管是否有气泡冒出,无气泡冒出则证明筒状空腔内的气体无法进入环状空腔内,两次均无气泡冒出说明第三密封圈、第四密封圈的气密性良好。
14、c、 将模拟静环取出,将待检验的辅助密封胶圈置于模拟外环的环形凹槽内后,将模拟外环与模拟内环套接后形成的组合体替换模拟静环,重复步骤b,两次均无气泡冒出的说明待检验的辅助密封胶圈的气密性良好。
15、进一步,所述步骤b中,经内环夹具气管向环形空腔内通入气体时,将固定后工装置于水面以下,观察工装的表面是否有气泡;经外环夹具气管向筒状空腔内通入气体时,观察工装的表面是否有气泡,以检验第一密封圈、第二密封圈、第五密封圈的气密性;两次均无气泡冒出说明第一密封圈、第二密封圈、第五密封圈的气密性良好。
16、发明的技术效果:(1)本发明的航空石墨密封中辅助密封胶圈气密性检验工装,相对于现有技术,通过模拟静环的设置,可以对工装本身的气密性进行检验;(2)模拟内环、模拟外环的设置,可以对置于两者之间的辅助密封胶圈进行气密性检测,模拟内环和模拟外环的结构简单,易于装配和操作;(3)工装的结构简单,成本低廉,组装迅速,可适用于內涨外压型、内涨型、外压型的密封胶圈的气密性检测,适用范围广。
- 还没有人留言评论。精彩留言会获得点赞!