一种PCB数控机床自动打销钉机构及打销钉方法与流程
本发明属于pcb加工制造领域,具体涉及一种pcb数控机床自动打销钉机构及打销钉方法。
背景技术:
1、现目前市场上的pcb打销钉,是先使用主轴对工作台上的胶木板进行钻孔,然后操作人员将销钉打进胶木板上的销钉孔内,用于防止pcb在加工过程中的有偏移或者翘边或者旋转等因素,造成产品加工后的质量影响。这一系列的都是人工操作,都会花费人员大部分的时间,费时费效率。并且,后面随着胶木板上加工pcb种类的增加,胶木板上的销钉孔会越来越多,后期会造成操作人员找不到打过的销钉孔,或者很难找到,很大的影响加工效率。
技术实现思路
1、本发明所要解决的技术问题便是针对上述现有技术的不足,提供一种pcb数控机床自动打销钉机构及打销钉方法,实现打销钉的全过程的自动化和精准化,可大大提高机床的自动化程度,同时提高生产效率和效果。
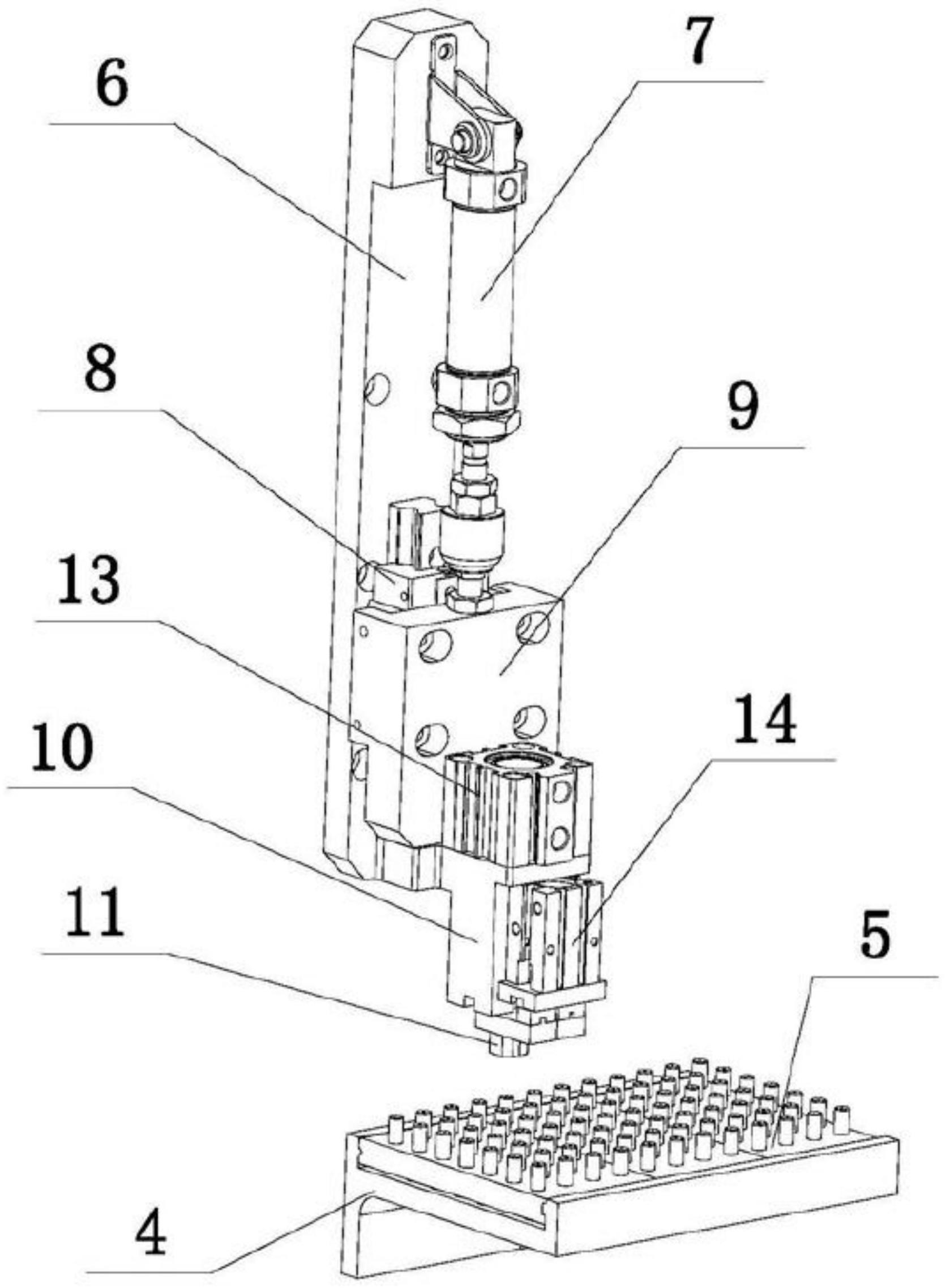
2、本发明所采用的技术方案是:一种pcb数控机床自动打销钉机构,包括数个设置于pcb数控机床的移动组件靠近钻孔组件的位置且可随pcb数控机床的移动组件水平移动的打销钉组件、数个设置于pcb数控机床的胶木板工作台远离移动组件的一端且与数个所述打销钉组件对应的销钉盒固定座和设置于每个所述销钉盒固定座顶部的销钉盒,所述打销钉组件包括与pcb数控机床的移动组件连接的机构安装板,所述机构安装板靠近胶木板工作台的一侧靠近顶部的位置设有上下驱动装置,所述机构安装板靠近胶木板工作台的一侧靠近底部的位置通过滑动部件设有滑动连接板,所述上下驱动装置与滑动连接板连接且驱动滑动连接板沿滑动部件上下移动,所述滑动连接板下表面设有下压机构体,所述下压机构体下方设有与下压机构体下表面存在一定距离的夹头,所述下压机构体内部设有延伸至夹头内部的导杆,所述下压机构体顶部设有与导杆连接且驱动导杆在下压机构体和夹头内上下移动的下压驱动装置,所述下压机构体远离滑动连接板的侧面设有与夹头连接且驱动夹头打开和闭合的夹手驱动装置。
3、其中一个实施例中,所述上下驱动装置为液压机构、电机丝杠组件、直线电机、气缸、电动推杆、齿轮齿条组件或涡轮蜗杆组件的至少其中一种。
4、其中一个实施例中,所滑动部件为滚珠滑块与导轨组件、圆柱导轨与滑块组件、v型导轨与滑块组或燕尾导轨与滑块组件的至少其中一种。
5、其中一个实施例中,所述下压机构体内部位于导杆外侧的位置设有导向轴承。
6、其中一个实施例中,所述下压驱动装置为液压机构、电机丝杠组件、直线电机、气缸、电动推杆、齿轮齿条组件或涡轮蜗杆组件的至少其中一种。
7、其中一个实施例中,所述夹手驱动装置为液压机构、电机丝杠组件、直线电机、气缸、电动推杆、齿轮齿条组件或涡轮蜗杆组件的至少其中一种。
8、其中一个实施例中,所述夹头包括第一夹头和第二夹头,所述第一夹头包括相互连接的第一连接部和第一夹持部,所述第一连接部与夹手驱动装置连接,所述第一夹持部远离第一夹持部的一端其中一侧开有第一夹持孔,所述第二夹头包括相互连接的第二连接部和第二夹持部,所述第二连接部与夹手驱动装置连接,所述第二夹持部远离第二夹持部的一端其中一侧开有第二夹持孔,所述第一夹持孔和第二夹持孔相对设置,当所述第一夹头和第二夹头在夹手驱动装置的驱动下闭合时所述第一夹持孔和第二夹持孔之间形成可夹紧销钉且可供导杆在其内部移动的夹持腔。
9、其中一个实施例中,所述第一夹头和第二夹头的第一夹持部和第二夹持部顶部分别设有第一导向部和第二导向部,所述第一导向部和第二导向部的导向面相对设置。
10、本发明还公开了一种pcb数控机床自动打销钉方法,包括以下步骤:
11、a、通过设置于pcb数控机床上的检测组件检测钻孔结束后的pcb,如销钉孔符合钻孔要求,返回钻孔步骤,如符合钻孔要求,进入步骤b;
12、b、pcb数控机床的移动组件带动打销钉组件移动至销钉盒盒上方,夹手驱动装置驱动夹头打开,进入步骤c;
13、c、上下驱动装置推动滑动连接板下移,夹手驱动装置驱动夹头闭合,夹头夹紧销钉,上下驱动装置拉动滑动连接板在滑动部件的导向下上移,进入步骤d;
14、d、pcb数控机床的移动组件带动打销钉组件移动到指定的销钉孔上方,上下驱动装置推动滑动连接板下移,将销钉下部送入销钉孔内,进入步骤e;
15、e、下压驱动装置驱动导杆上下往复打击销钉顶部,待销钉进入销钉孔长度合格且不脱落后,停止打击,进入步骤f;
16、f、重复步骤b-步骤e,直到pcb所有指定的销钉孔均打入销钉进入步骤g;
17、g、通过检测组件检测pcb所有指定的销钉孔内销钉打击效果,如打击效果合格,打销钉结束,如打击效果不合格,获取不合格销钉信息,打销钉组件移动到该销钉上方重复步骤e,直到检测合格,打销钉结束。
18、其中一个实施例中,所述检测组件为ccd摄像机组件、金属传感器组件、红外线传感器组件或光纤传感器组件中的至少其中一种。
19、本发明的有益效果在于:本发明是针对pcb固定环节的效率优化,将pcb固定销钉的方式,由原来的人工找销钉,打销钉等环节全部由一个嫁接在借用机床内部坐标系的自动化机构拉实现,这样可以省略掉人员在打销钉和找销钉孔花费的时间,并且可以用于多轴设备,灵活多用,减少了在这个阶段人员的时间花费,提高了人员和设备的工作效率和减少了辅助损耗。
技术特征:
1.一种pcb数控机床自动打销钉机构,其特征在于,包括移动组件、可随所述移动组件水平移动的打销钉组件、销钉盒固定座、设置于所述销钉盒固定座的销钉盒和钻孔组件,
2.如权利要求1所述的pcb数控机床自动打销钉机构,其特征在于,所述打销钉组件设置于靠近所述钻孔组件的位置,所述销钉盒固定座设置于工作台上远离所述移动组件的一端。
3.如权利要求1所述的pcb数控机床自动打销钉机构,其特征在于,所述打销钉组件包括与所述移动组件连接的机构安装板,所述机构安装板设有上下驱动装置和滑动连接板,所述上下驱动装置与滑动连接板连接且驱动滑动连接板上下移动,所述滑动连接板下方设有下压机构体,所述下压机构体设有夹头,所述下压机构体还设有与夹头连接且驱动夹头打开和闭合的夹手驱动装置;
4.如权利要求3所述的pcb数控机床自动打销钉机构,其特征在于,所述下压机构体内部设有延伸至夹头内部的导杆,所述下压机构体顶部设有与导杆连接且驱动导杆在下压机构体和夹头内上下移动的下压驱动装置;
5.如权利要求3所述的pcb数控机床自动打销钉机构,其特征在于,所述夹头与所述下压机构体下表面存在一定距离;
6.如权利要求3所述的pcb数控机床自动打销钉机构,其特征在于,所述夹头包括第一夹头和第二夹头,当所述第一夹头和第二夹头在夹手驱动装置的驱动下闭合时,所述第一夹头和第二夹头形成可夹紧销钉且可供所述导杆在其内部移动的夹持腔。
7.如权利要求6所述的pcb数控机床自动打销钉机构,其特征在于,所述第一夹头包括相互连接的第一连接部和第一夹持部,所述第一连接部与夹手驱动装置连接,所述第一夹持部远离第一夹持部的一端其中一侧开有第一夹持孔,所述第二夹头包括相互连接的第二连接部和第二夹持部,所述第二连接部与夹手驱动装置连接,所述第二夹持部远离第二夹持部的一端其中一侧开有第二夹持孔,所述第一夹持孔和第二夹持孔相对设置,当所述第一夹头和第二夹头在夹手驱动装置的驱动下闭合时所述第一夹持孔和第二夹持孔之间形成所述夹持腔;
8.一种pcb数控机床自动打销钉方法,其特征在于,包括以下步骤:
9.如权利要求8所述的pcb数控机床自动打销钉方法,其特征在于,
10.如权利要求9所述的pcb数控机床自动打销钉方法,其特征在于,所述步骤f之后,还包括步骤g,所述步骤g为:通过检测组件检测pcb所有指定的销钉孔内销钉打击效果,如打击效果合格,打销钉结束,如打击效果不合格,获取不合格销钉信息,打销钉组件移动到该销钉上方,重复步骤e,直到检测合格,打销钉结束;
技术总结
本发明公开一种PCB数控机床自动打销钉机构,包括打销钉组件、销钉盒固定座和销钉盒,所述打销钉组件包括机构安装板,所述机构安装板靠近胶木板工作台的一侧靠近顶部的位置设有上下驱动装置,所述机构安装板靠近胶木板工作台的一侧靠近底部的位置通过滑动部件设有滑动连接板,所述上下驱动装置与滑动连接板连接且驱动滑动连接板沿滑动部件上下移动。本发明还公开了一种PCB数控机床自动打销钉方法。
技术研发人员:龚泽辉,马飞达,王丽辉
受保护的技术使用者:成都金大立科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!