一种辊涂机标定系统的制作方法
本申请涉及冶金设备精度测量的,具体为一种辊涂机标定系统。
背景技术:
1、辊涂机是在热镀锌汽车板生产线当中重要设备之一,其利用滚筒涂敷的原理将化学液体直接涂至带钢表面,对带钢表面起到防腐作用。在实际操作时,操作工会根据板带工艺需求不同,而适当调整两侧涂辊之间的重叠量,即涂料辊的辊面与带材接触面的压靠深度。为了达到电气程序上能够实现自动调整重叠量,在调试时,需要对两侧辊涂机涂料辊初始位置间隙进行标定,将数值写入伺服电机编码读数当中,这样在生产中,伺服电机带动涂料辊进行微小移动调整重叠量时,编码器每次都可以准确读数当下辊涂机的位置,操作工便可以根据需要任意调节涂辊之间的重叠量。
2、目前,在每次新的涂辊安装好之后,或者编码器因故障无法读数时,都要进行重叠量标定,现有技术中普遍标定重叠量的方法,是对辊涂机中心线进行找正,然后吊悬垂作为带钢前进中心位置,然后通过经纬仪或钢尺以悬垂线中心测量两侧涂料辊辊面端部据悬垂线的距离,以此距离进行标定。
3、但是,上述方法需要每次对辊涂机中心线进行找正,费时费力,且若测量工具精度不高或操作工测量手段不熟练,都会导致标定的位置与实际位置误差较大。而且辊涂机两侧的涂料辊在垂直方向上存在一定高度差,并不是实际意义上的能够互相接触。
技术实现思路
1、基于此,有必要针对上述技术问题,提出一种辊涂机标定系统。
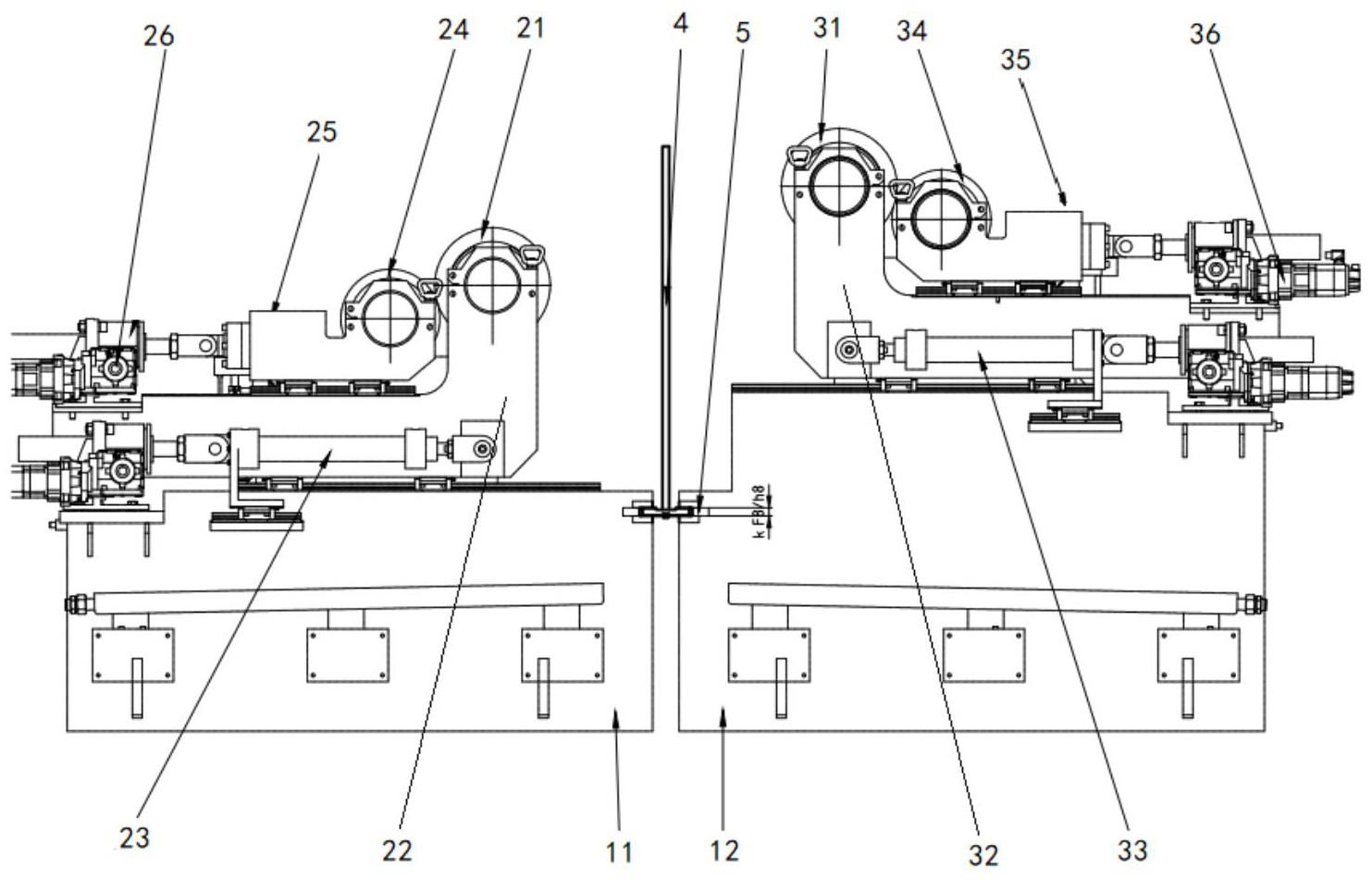
2、该辊涂机标定系统包括:
3、机体;
4、第一涂料辊、第二涂料辊,活动设置于所述机体上,且所述第一涂料辊和所述第二涂料辊能够相向移动,和/或相背移动;
5、标定板,设置于所述第一涂料辊和所述第二涂料辊之间,并与所述机体可拆卸连接,所述第一涂料辊和所述第二涂料辊能够相向移动并同时抵接所述标定板的两侧。
6、在一些实施例中,机体包括:
7、第一机架和第二机架,分别用于承载所述第一涂料辊和所述第二涂料辊,且所述第一机架和所述第二机架之间形成有间隙。
8、在一些实施例中,辊涂机标定系统还包括:
9、滑板,与所述标定板固定连接,所述标定板能够通过所述滑板与所述机体可拆卸连接;
10、滑轨组件,设置于所述机体上,并能够供所述滑板从所述机体的一侧滑入,和/或滑出。
11、在一些实施例中,所述滑轨组件包括:
12、第一夹板,设置有两个,并相对设置于所述第一机架和所述第二机架上,所述第一夹板能够与所述滑板的上端面滑动抵接;
13、第二夹板,设置有两个,并分别位于两所述第一夹板的下方,两所述第二夹板相对设置于所述第一机架和所述第二机架上,所述第一夹板能够与所述滑板的下端面滑动抵接;
14、侧板,设置有两个,并分别设置于两所述第一夹板和两所述第二夹板之间,两所述侧板能够与所述滑板的两侧面滑动抵接。
15、在一些实施例中,辊涂机标定系统还包括:
16、螺栓,设置有多个,穿设于所述滑板并与所述标定板螺纹连接;
17、垫圈,设置有多个并与多个所述螺栓一一对应并连接。
18、在一些实施例中,所述标定板由不锈钢材料制成。
19、在一些实施例中,辊涂机标定系统还包括:
20、第一托架、第二托架,所述第一涂料辊和所述第二涂料辊分别与所述第一托架和所述第二托架转动连接,且所述第一托架和所述第二托架沿预设方向与所述机体滑动连接;
21、第一伺服气缸、第二伺服气缸,设置于所述机体上,并能够控制所述第一托架和所述第二托架沿预设方向上的移动。
22、在一些实施例中,辊涂机标定系统还包括:
23、第一拾料辊、第二拾料辊,分别设置于所述第一涂料辊和所述第二涂料辊的一侧,能够对所述第一涂料辊和所述第二涂料辊的表面进行清洁。
24、在一些实施例中,辊涂机标定系统还包括:
25、第三托架、第四托架,所述第一拾料辊和所述第二拾料辊分别与所述第三托架和所述第四托架转动连接,且所述第三托架和所述第四托架沿预设方向分别与所述第一托架和所述第二托架滑动连接;
26、第三伺服气缸、第四伺服气缸,分别设置于所述第一托架和所述第二托架上,并能够控制所述第三托架和所述第四托架沿预设方向上的移动。
27、在一些实施例中,辊涂机标定系统还包括:
28、控制模块,与所述第一伺服气缸、所述第二伺服气缸、所述第三伺服气缸和所述第四伺服气缸连接,能够获取所述第一伺服气缸、所述第二伺服气缸、所述第三伺服气缸和所述第四伺服气缸的信息,并控制所述第一伺服气缸、所述第二伺服气缸、所述第三伺服气缸和所述第四伺服气缸的工作。
29、与现有技术相比,本申请的有益效果是:
30、通过设置标定板,在每次新的涂料辊安装好后,或者编码器因故障无法读数,需要进行重叠量标定时,可直接将两涂料辊向标定板处移动,直至两涂料辊与标定板的两侧相抵接即可,如此,可通过伺服机构的编码器将涂料辊的位置数值写入伺服机构的编码读数当中,即完成了涂料辊初始位置间隙的标定,这样,在生产中,伺服电机带动涂料辊进行微小移动调整重叠量时,编码器每次都可以准确读数当下辊涂机的位置,操作工便可以根据需要任意调节涂辊之间的重叠量,与现有技术中对辊涂机中心线进行找正,然后吊悬垂作为带钢前进中心位置,然后通过经纬仪或钢尺以悬垂线中心测量两侧涂料辊辊面端部据悬垂线的距离,以此距离进行标定相比,通过本申请操作简单、成本更低、效率更高。
技术特征:
1.一种辊涂机标定系统,其特征在于,包括:
2.根据权利要求1所述的辊涂机标定系统,其特征在于,所述机体包括:
3.根据权利要求2所述的辊涂机标定系统,其特征在于,还包括:
4.根据权利要求3所述的辊涂机标定系统,其特征在于,所述滑轨组件包括:
5.根据权利要求3所述的辊涂机标定系统,其特征在于,还包括:
6.根据权利要求1所述的辊涂机标定系统,其特征在于,所述标定板由不锈钢材料制成。
7.根据权利要求1所述的辊涂机标定系统,其特征在于,还包括:
8.根据权利要求7所述的辊涂机标定系统,其特征在于,还包括:
9.根据权利要求8所述的辊涂机标定系统,其特征在于,还包括:
10.根据权利要求9所述的辊涂机标定系统,其特征在于,还包括:
技术总结
本申请公开了一种辊涂机标定系统,包括:机体;第一涂料辊、第二涂料辊,活动设置于所述机体上,且所述第一涂料辊和所述第二涂料辊能够相向移动,和/或相背移动;标定板,设置于所述第一涂料辊和所述第二涂料辊之间,并与所述机体可拆卸连接,所述第一涂料辊和所述第二涂料辊能够相向移动并同时抵接所述标定板的两侧。本申请设置标定板,与现有技术中的标定方法相比,本申请操作简单、成本更低、效率更高。
技术研发人员:姚养库,刘睿平,习德兵
受保护的技术使用者:中国重型机械研究院股份公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!