半球谐振子曲面镀膜厚度测量方法及应用与流程
本发明属于半球谐振陀螺仪,特别涉及一种半球谐振子曲面镀膜厚度测量方法及其在半球谐振子曲面镀膜质量评估方面的应用。
背景技术:
1、半球谐振子是半球谐振陀螺的主要功能部件,通常由内部阻尼较小但不导电的石英玻璃制成,通过在半球振子表面进行金属化处理镀膜,使其具有导电性。通过设置内外球面或平面电极与半球振子内外球面或半球端面形成电容式电极,该电极用于通过施加交流信号,通过静电力激励半球振子振动,并通过极板间电容测量振子振动时的位移信号,并解算半球振子的工作模态波腹位置,进而计算半球振子在惯性空间中的旋转角度。因此,半球谐振子的品质因素会直接影响半球谐振子的工作能效,通常品质因数越高,半球谐振子在工作时能量损耗越少,有助于降低半球谐振陀螺输出误差、降低能耗,提高灵敏度。如果半球谐振子表面金属膜层不均匀会造成半球谐振子周向阻尼不均匀,进而导致半球谐振陀螺产生漂移,降低测量精度。
2、对于半球谐振子的表面金属膜层的均匀性主要是通过膜厚测试来确定,由于半球谐振子是曲面形状,特别是内表面,通常在膜厚测量时由于存在角度、高度以及反射面等干扰问题,导致现有的常用光学膜厚测试仪器或者影像测试仪器等均不能直接应用或者测量误差较大。针对半球谐振子的镀膜厚度测试的传统方法是:利用小尺寸硅片粘贴在半球谐振子的曲面上呈点状分布,使得硅片尽量贴合曲面,镀膜结束后,使用台阶仪测量膜厚。台阶仪利用光学干涉的原理,通过测量膜层表面的台阶高度来计算出膜层的厚度。但是,这样的测量方法会存在以下问题:
3、1)制样麻烦,而且硅片不可避免的存在一定的厚度,与谐振子表面的薄膜有一定的误差;
4、2)台阶仪测试对于样品表面形状及粗糙度要求高,测量数据仅针对测量点,测试流程多,测量麻烦,而且无法精确测量出膜层的整体均匀性。
技术实现思路
1、为了克服上述现有的半球谐振子曲面镀膜厚度测量技术所存在的问题,本发明提供了一种半球谐振子曲面镀膜厚度测量方法,能够实现连续无损测量,而且测量精度高,能够实现多层膜的识别与测量。
2、同时,本发明提供的方法能够用于半球谐振子曲面镀膜的质量评估,提供了一种半球谐振子曲面镀膜质量评估方法。
3、本发明所采用的技术方案是提供了一种半球谐振子曲面镀膜厚度测量方法,其包括以下步骤:
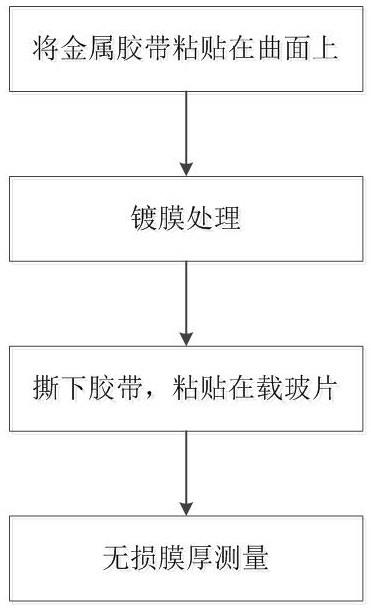
4、s 1将柔性金属胶带粘贴在半球谐振子的曲面上;
5、s 2对半球谐振子进行镀膜处理;
6、s3待半球谐振子镀膜完成后,撕下柔性金属胶带,再将其平整粘贴在载玻片上;
7、s4用无损膜层厚度测试仪器测量柔性金属胶带上的镀层厚度。
8、进一步限定,所述步骤s1具体为:将柔性金属胶带按照十字交叉法沿着经度方向均匀粘贴在半球谐振子的曲面上,并按照粘贴位置进行标记。
9、进一步限定,所述s 3具体为:
10、s 3.1待半球谐振子镀膜完成后,撕下柔性金属胶带,将其分别平整粘贴在载玻片上;
11、s 3.2对各柔性金属胶带按照其在半球谐振子上的粘贴位置以及标记符号进行编号。
12、进一步限定, 所述步骤s 4具体为:
13、s4.1以无损膜层厚度测试仪器的中心检测点为坐标原点建立检测坐标系,并设定检测路径;
14、s 4.2打开并预热无损膜层厚度测试仪器,根据镀膜材质选择测试曲线;
15、s4.3按照编号将柔性金属胶带置于测量区域内,并微调使柔性金属胶带的初始检测点与无损膜层厚度测试仪器的中心检测点正对,开始检测;
16、s4.4按照设定的检测路径移动载玻片,将得到的膜厚数值或将所得膜厚数值与坐标位移结合,绘制出膜厚-位移曲线。
17、进一步限定,所述步骤s4中还包括步骤s 4.5:
18、重复s4.1~s4.4的操作完成其他编号的柔性金属胶带的镀膜厚度测量,并得到膜厚-位移曲线。
19、进一步限定,所述s4.1的检测路径是按照半球谐振子曲面的经纬线在极坐标系中的分布设定检测路线或者按照半球谐振子曲面的上的网格划分。
20、本发明还提供了一种半球谐振子曲面镀膜质量评估方法,其包括以下步骤:
21、p1利用上述的半球谐振子曲面镀膜厚度测量方法确定膜厚-位移曲线;
22、p2根据膜厚-位移曲线的变化趋势分析出半球谐振子曲面的膜厚均匀性以及膜厚变化趋势,进而评估出镀膜质量。
23、进一步限定,所述步骤p2判断膜厚-位移曲线的变化趋势,若变化趋势呈水平直线或斜率小于0.5%的倾斜线,则为镀膜合格;若变化趋势为斜率大于0.5%的倾斜线或者齿线,则为镀膜不合格。
24、与现有技术相比,本发明的有益效果是:
25、1)本发明将柔性金属胶带完全贴合半球谐振子的曲面,在谐振子金属化处理过程中,能够获得与其他位置完全一致的薄膜,干扰误差小,保证测量结果的精确,与传统方法在半球谐振子内弧面上粘贴点状分布的硅片使用台阶仪测量薄膜厚度的方法相比,本发明的方法不会有硅片高出曲面的厚度问题,也不会产生与谐振子曲面本身的薄膜差距。此外,本发明的方法在测试时,可以完整地评估半球谐振子的薄膜情况,金属材料柔性带可以完全贴合谐振子曲面,除了获取到薄膜厚度外,还可以准确获得曲面上薄膜厚度的变化趋势。
26、2)本发明的方法在半球谐振子金属化处理结束后,柔性金属胶带可以无损伤地剥离谐振子的曲面,对半球谐振子实现无损检测,而且柔性金属胶带可以平铺展开,在edx600plus无损膜层厚度测试仪器上无角度偏差和高度误差,能够精确测量薄膜厚度。
27、3)本发明通过合理的检测路径规划,能够实现膜厚的连续检测,分析出膜厚分布变化趋势,对于半球谐振子金属化处理过程中,薄膜厚度的变化趋势能够拥有直观的测试数据和图表,更有利于进一步针对金属化镀膜处理工艺的优化与调整。
技术特征:
1.一种半球谐振子曲面镀膜厚度测量方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的半球谐振子曲面镀膜厚度测量方法,其特征在于,所述步骤s1具体为:将柔性金属胶带按照十字交叉法沿着经度方向均匀粘贴在半球谐振子的曲面上,并按照粘贴位置进行标记。
3.根据权利要求2所述的半球谐振子曲面镀膜厚度测量方法,其特征在于,所述s 3具体为:
4.根据权利要求3所述的半球谐振子曲面镀膜厚度测量方法,其特征在于, 所述步骤s4具体为:
5.根据权利要求4所述的半球谐振子曲面镀膜厚度测量方法,其特征在于,所述步骤s4中还包括步骤s 4.5:
6.根据权利要求5所述的半球谐振子曲面镀膜厚度测量方法,其特征在于,所述s 4.1的检测路径是按照半球谐振子曲面的经纬线在极坐标系中的分布设定检测路线或者按照半球谐振子曲面上的网格划分。
7.一种半球谐振子曲面镀膜质量评估方法,其特征在于,包括以下步骤:
8.根据权利要求7所述的半球谐振子曲面镀膜质量评估方法,其特征在于,所述步骤p2判断膜厚-位移曲线的变化趋势,若变化趋势呈水平直线或斜率小于等于0.5%的倾斜线,则为镀膜合格;若变化趋势为斜率大于0.5%的倾斜线或者齿线,则为镀膜不合格。
技术总结
本发明涉及一种半球谐振子曲面镀膜厚度测量方法及应用,其主要是通过将柔性金属胶带粘贴在半球谐振子的曲面上;按照半球谐振子常规的镀膜工艺进行镀膜处理;待半球谐振子镀膜完成后,撕下柔性金属胶带,再平整粘贴在载玻片上;用无损膜层厚度测试仪器测量柔性金属胶带上的镀层厚度;本发明可以完整评估半球谐振子的薄膜情况,金属材料柔性带可以完全贴合谐振子曲面,能够精确测量薄膜厚度,还可以准确获得曲面上薄膜厚度的变化趋势。
技术研发人员:解亚娟,卜石,刘育强,刘莹,陈仲恒
受保护的技术使用者:西安精谐科技有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!