一种膨胀烟丝的整体质量综合评价的方法与流程
本发明涉及卷烟质量监控,尤其涉及一种膨胀烟丝的整体质量综合评价的方法。
背景技术:
1、经过调制、复烤之后的烟叶制成烟丝,经过烟丝膨胀工艺膨胀即成为膨胀烟丝。烟丝膨胀分为叶丝膨胀和梗丝膨胀,烟丝膨胀也可分为全配方膨胀和部分膨胀两种。全配方膨胀也可以称为在线膨胀,是将卷烟所用的全部烟丝经过加温加湿处理后,立即送入烘丝机快速进行干燥;部分膨胀也可以称为离线膨胀,是在卷烟所用的部分烟丝中加入某种介质后进行高温处理,烟丝经过部分膨胀后可比全配方膨胀获得更高的填充值。
2、经膨胀处理后的烟丝,可提高烟丝的填充值、降低卷烟的原料耗用量,还可降低卷烟的焦油含量。目前正规卷烟厂使用膨胀烟丝比较广泛,优质卷烟中使用的膨胀烟丝具有油润性好、光泽度高、柔软疏松、片大且很薄等的一些特点。
3、随着膨胀烟丝生产工艺的改进,膨胀烟丝的单标准质量水平得到的大幅的提升,但是,在提升单标准质量水平的同时,其他质量指标存在了一定程度的波动。因此,为了进一步探索改进的生产工艺对膨胀烟丝的整体质量水平提升有多少,就需要对膨胀烟丝的多个质量质量指标综合研究,找出其中的关键指标,综合提升膨胀烟丝的质量水平。
技术实现思路
1、为解决上述技术问题,本发明提供一种膨胀烟丝的整体质量综合评价的方法,以单批次膨胀烟丝不同质量指标信息为基础,建立相对应的质量指标区间数、建立符合生产实际多指标区间数关联决策模型,更加综合、有效的对单批次膨胀烟丝综合质量进行分析评价,从而在实际生产中起到指导现场工艺参数调整的作用。
2、为了实现上述目的,本发明实施例提供如下技术方案:
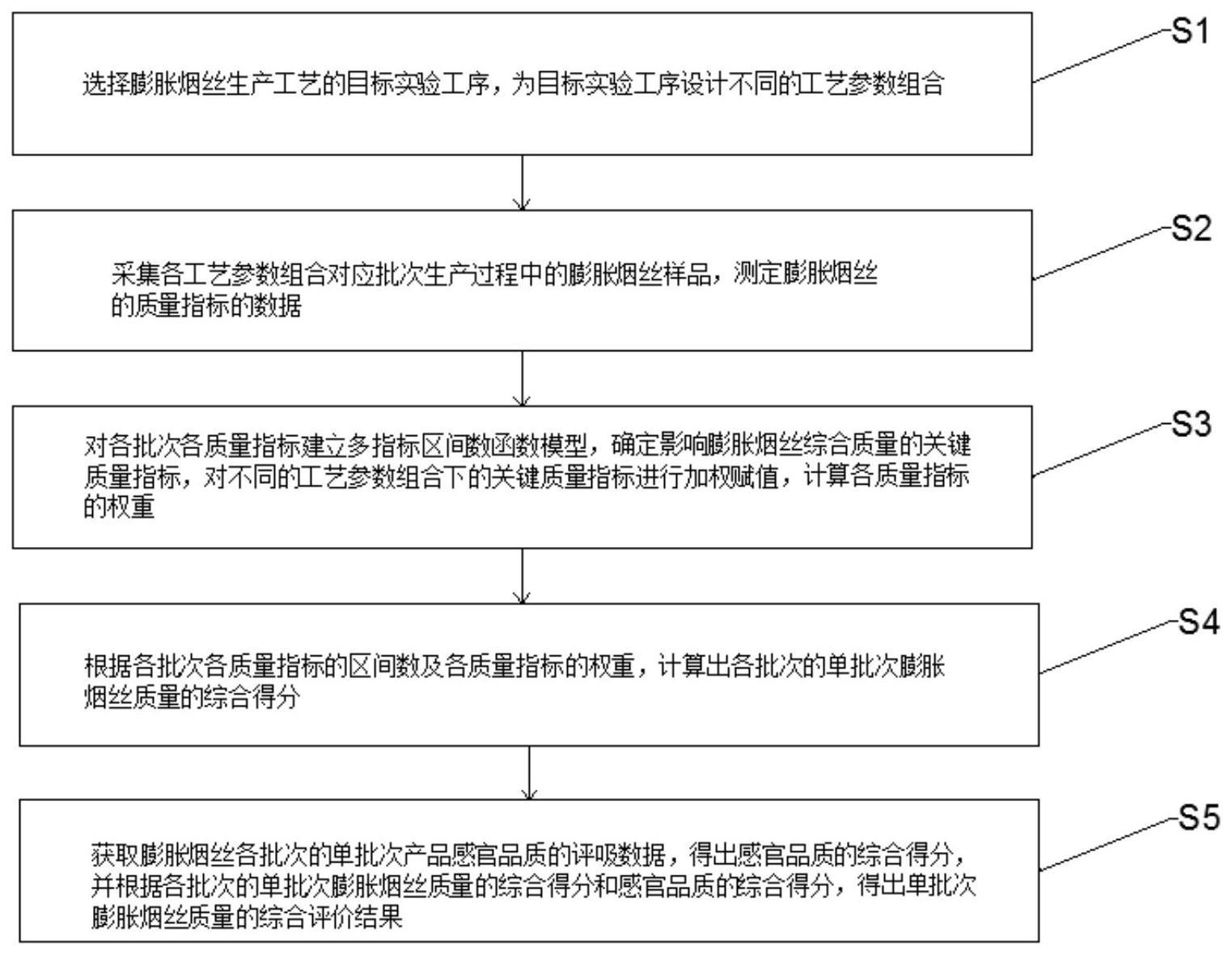
3、s1:选择膨胀烟丝生产工艺的目标实验工序,为目标实验工序设计不同的工艺参数组合;
4、s2:采集各工艺参数组合对应批次生产过程中的膨胀烟丝样品,测定膨胀烟丝的质量指标的数据;
5、s3:对各批次各质量指标建立多指标区间数函数模型,确定影响膨胀烟丝综合质量的关键质量指标,对不同的工艺参数组合下的关键质量指标进行加权赋值,计算各质量指标的权重;
6、s4:根据各批次各质量指标的区间数及各质量指标的权重,计算出各批次的单批次膨胀烟丝质量的综合得分;
7、s5:获取膨胀烟丝各批次的单批次产品感官品质的评吸数据,得出感官品质的综合得分,并根据各批次的单批次膨胀烟丝质量的综合得分和感官品质的综合得分,得出单批次膨胀烟丝质量的综合评价结果。
8、进一步的,采集批次生产过程中的膨胀烟丝样品,测定膨胀烟丝的质量指标的数据,其中,膨胀烟丝的质量指标包括:填充值、整丝率、碎丝率。
9、进一步的,对各批次各质量指标建立多指标区间数函数模型,通过构建多指标区间数函数模型,将取得的不同的工艺参数组合下的质量指标进行加权赋值,计算各质量指标的权重,确定影响膨胀烟丝综合质量的关键质量指标,其中,填充值和整丝率均采用效益型多指标区间数函数模型,碎丝率采用成本型多指标区间数函数模型。
10、进一步的,对各批次各质量指标建立多指标区间数函数模型具体步骤如下:
11、根据测定膨胀烟丝的质量指标数据构建区间数矩阵;
12、为膨胀烟丝质量指标数据的区间数矩阵建立决策矩阵;
13、选择目标决策矩阵规范方法,以及根据质量指标对应的指标区间函数模型类型,对膨胀烟丝质量指标数据的决策矩阵进行规范化处理。
14、进一步的,选择目标矩阵规范为极差变换法时:
15、设决策矩阵为:
16、效益型多指标区间数函数模型:
17、
18、成本型多指标区间数函数模型:
19、
20、则标准化的决策矩阵为:
21、
22、其中,代表第i个批次第j个指标的被测数据最小值,代表第i个批次第j个指标的被测数据最大值,n表示单个被测指标数据量,m表示指标个数。
23、进一步的,选择目标矩阵规范为比重变换法时:
24、设决策矩阵为:
25、效益型多指标区间数函数模型:
26、
27、成本型多指标区间数函数模型:
28、
29、则标准化的决策矩阵为:
30、此方法规范化以后,决策矩阵具有性质:
31、
32、其中,代表第i个批次第j个指标的被测数据最小值,代表第i个批次第j个指标的被测数据最大值,n表示单个被测指标数据量,m表示指标个数。
33、进一步的,确定影响膨胀烟丝综合质量的关键质量指标,对不同的工艺参数组合下的关键质量指标进行加权赋值,计算各质量指标的权重,具体步骤如下:
34、对各批次各质量指标建立最优化模型,计算各质量指标的权重;
35、使用一种无偏好的多指标决策方法,其指标的权重向量记为:
36、w=(w1,w2,…,wm)
37、并满足单位化约束条件:
38、
39、为了能衡量两个区间数的相似的程度,给出区间数之间相离度的概念;
40、设区间数如果范数
41、
42、则称为区间数为区间数和的相离度;
43、模型建立:
44、设有i个批次,j个属性指标,
45、则对于指标uj,若批次xi与其他所有批次的偏差用dij(w)表示,则可定义
46、
47、且令:
48、
49、则对于指标uj,dj(w)表示所有批次与其他批次的总偏差;
50、其中,i代表当前批次,j代表属性指标,k代表其他批次;
51、指标权重向量w的选择应使所有指标对所有批次的总偏差最大,为此,构造偏差函数:
52、
53、其中,i代表当前批次,j代表属性指标,k代表其他批次;
54、因而求解权重向量w的问题等价于求解如下单目标最优化问题:
55、
56、各指标的权重属性:
57、
58、其中,i代表当前批次,j代表属性指标,k代表其他批次。
59、进一步的,根据各批次各质量指标的区间数及各质量指标的权重,计算出各批次单批次膨胀烟丝质量的综合得分:
60、
61、其中,i代表批次,j代表属性指标,w代表指标权重。
62、进一步的,获取膨胀烟丝各批次的单批次产品感官品质的评吸数据,得出感官品质的综合得分,并根据各批次的单批次膨胀烟丝质量的综合得分和感官品质的综合得分,得出单批次膨胀烟丝质量的综合评价结果,包括:
63、得出感官品质的综合得分:
64、
65、其中,pj代表膨胀烟丝各批次感官品质综合得分,pjk代表j批次中感官指标k的得分,k代表感官品吸的指标,n代表指标数;
66、各批次单批次膨胀烟丝质量的综合得分的最高值和最低值为界,从大到小依次递减进行排序,对比膨胀烟丝各批次感官品质的综合得分的排序情况,得出单批次膨胀烟丝质量的综合评价结果;
67、其中,感官品质至少包括如下品质中的一种:
68、香气质、香气量、透发性、杂气、细腻程度、柔和程度、刺激感、干燥感、余味。
69、进一步的,采集各工艺参数组合对应批次生产过程中的膨胀烟丝样品,测定膨胀烟丝的质量指标的数据,其中,同一批次的膨胀烟丝样品的取样个数不少于10个。
70、本技术发明的有益效果:
71、1、本发明建立不同质量指标间的横向联系,使膨胀烟丝质量的评价结果更具综合性;
72、2、本发明综合考虑了膨胀烟丝的不同质量指标信息,针对单批次膨胀烟丝质量水平进行更加系统、综合的分析和评价;
73、3、本发明的膨胀烟丝质量的综合评价方法具有普遍性,为进一步指导现场工艺参数调整奠定理论与实践基础。
74、本发明的这些和其它目的、特点和优势,通过下述的详细说明,得以充分体现。
- 还没有人留言评论。精彩留言会获得点赞!