一种汽车发动机托架尺寸快速自动检测工装及其使用方法与流程
本发明涉及汽车零部件检测。更具体地说,本发明涉及一种汽车发动机托架尺寸快速自动检测工装及其使用方法。
背景技术:
1、汽车发动机托架的尺寸检测点位非常多,焊接工艺复杂,变形难以控制,且不稳定,质量风险大。在进行大批量生产的过程中,为了保证产品质量和生产效率,需对汽车发动机托架进行尺寸质量进行快速检测,目前设置的检测工装功能单一,不能针对汽车发动机托架结构变化进行是适应性调整,且由于检测点位多,对于所有检测点位的检测结果反馈速度较慢,不易根据检测结果精准的判断质量不合格的位置。
技术实现思路
1、本发明的一个目的是解决至少上述问题,并提供至少后面将说明的优点。
2、本发明还有一个目的是提供一种汽车发动机托架尺寸快速自动检测工装及其使用方法,以解决现有技术中对汽车发动机托架尺寸检测效率低的技术问题。
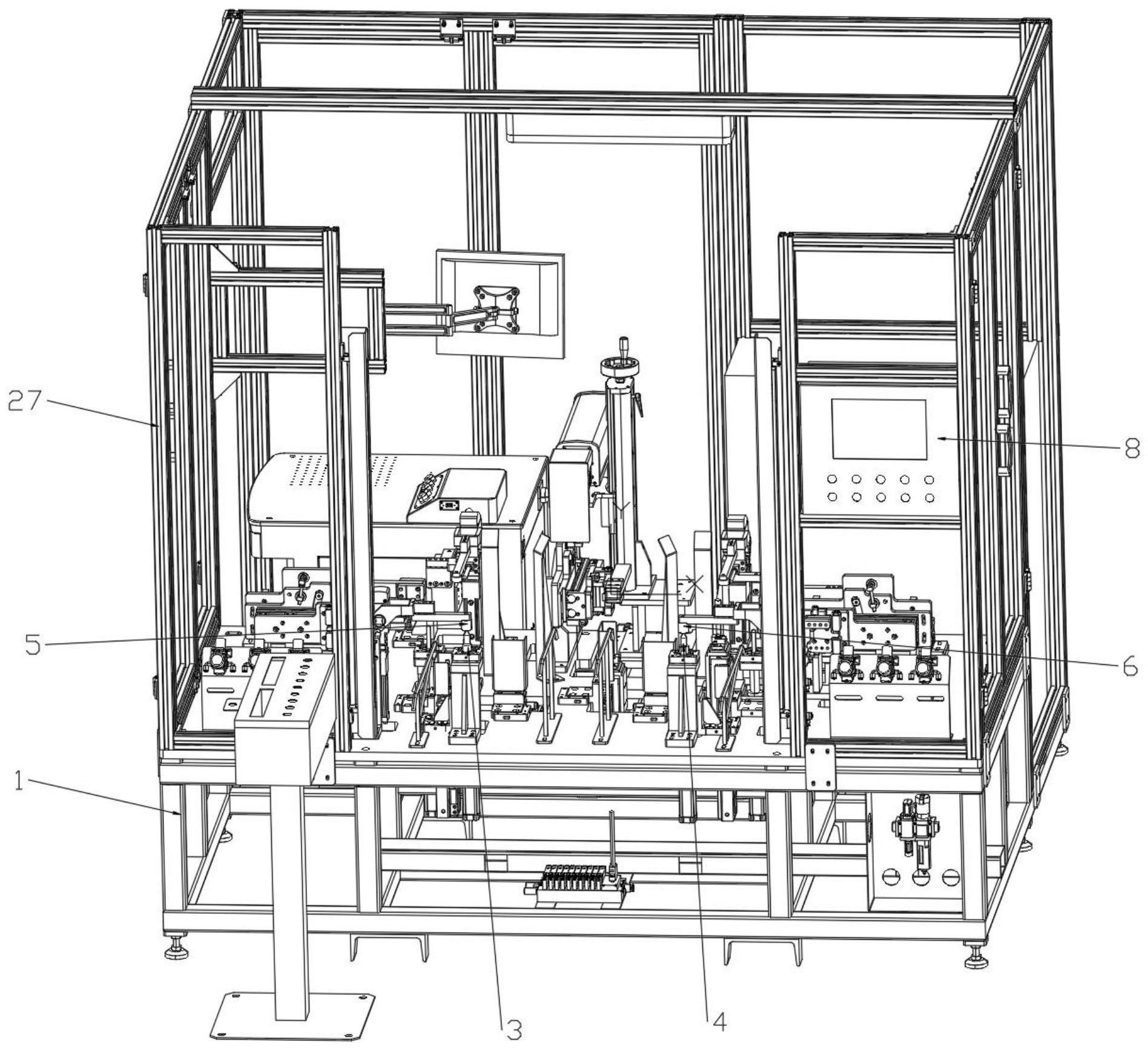
3、为了实现根据本发明的这些目的和其它优点,一方面,本发明提供了一种汽车发动机托架尺寸快速自动检测工装,包括支撑台,支撑台上针对汽车发动机托架零件的结构设置检测组和用于支撑零件的支撑模块,检测组包括:
4、主定位组,其包括对应零件的前端左右两侧分别设置的第一主定位销和第二主定位销,用于对零件进行定位;
5、压臂系统,其包括设置在第一主定位销上方的第一压头和设置在第二主定位销上方的第二压头,用于对放置在主定位组上零件的对应位置向下进行压紧;
6、开口检测组,其包括对应零件左右两侧的开口分别设置的第一开口检测机构和第二开口检测机构,用于检测对应侧的开口尺寸;
7、通过性检测组,其包括对应零件上贯通开设的安装孔设置的通过性检测销,用于检测安装孔的上下同轴度和相对位置度;
8、控制系统,其包括相互电连接的plc控制器和触控显示屏,第一压头、第二压头、第一定位销、第二定位销、第一开口检测机构、第二开口检测机构、所有通过性检测销分别与plc控制器电连接,plc控制器用于控制第一压头、第二压头的开关,还用于控制第一定位销、第二定位销、第一开口检测机构、第二开口检测机构、所有通过性检测销进行检测并获取对应的检测结果信号,触控显示屏用于接收plc控制器发送的检测结果信号并进行显示。
9、优选的是,所述第一开口检测机构包括第一前检测块、第一后检测块,第一前检测块、第一后检测块分别用于检测零件左侧开口的前后两端所在位置,所述第二开口检测机构包括第二前检测块、第二后检测块,第二前检测块、第二后检测块分别用于检测零件右侧开口的前后两端所在位置。
10、优选的是,所述第一前检测块、所述第一后检测块、所述第二前检测块、所述第二后检测块分别包括:
11、底座,其固定在所述支撑台上;
12、竖向角度调节组件,其包括连接在底座上的固定架,固定架包括沿竖向设置的固定板,固定板上通过轴承连接有旋转轴,旋转轴的轴向垂直于固定板水平设置且端部沿径向固定连接有竖向转板,竖向转板的两侧贯通厚度方向开设有长圆形的调节孔位,固定板上对应两侧的调节孔位分别间隔设置有多个固定孔位,每侧的所有固定孔位位于以旋转轴为圆心、对应侧调节孔位所在的圆上,通过在两侧位于同一水平方向上的调节孔位与固定孔位内共同拧紧固定螺栓进行限位固定;
13、水平角度调节组件,其包括基座和转臂,在基座的相对两侧,其中一侧与竖向转板固定、另一侧固定有螺母座,螺母座内沿竖向拧有调节螺栓,转臂的一端套设在调节螺栓上且与调节螺栓之间通过轴承转动连接,转臂的另一端安装开口检测模块,通过旋转调节螺栓拧入螺母座的深度调整转臂所在高度,在转臂的另一端与基座之间还配合设置有电磁吸座与电磁吸件,通过电磁吸件吸附电磁吸座吸附固定转臂。
14、优选的是,所述支撑台的上表面外侧边缘围设有护栏,在护栏的前端中部空出用于人工操作所述支撑台的窗口。
15、优选的是,所述触控显示屏固定在所述护栏的前端且位于开口的其中一侧。
16、优选的是,所述控制系统还包括报警模块,报警模块分别与所述plc控制器、所述触控显示屏电连接,所述plc控制器还用于在未获取到对应的检测结果信号时判断检测结果异常并向报警模块发送报警信号,报警模块用于发出警报,并在所述触控显示屏上进行显示。
17、另一方面,本发明还提供一种汽车发动机托架尺寸快速自动检测工装的使用方法,包括如下步骤:
18、s1、根据汽车发动机托架零件的结构设调整设置所述第一定位销、所述第二定位销、所述第一开口检测机构、所述第二开口检测机构、所有所述通过性检测销的对应位置,作为对零件的检测点位,在所述第一定位销、所述第二定位销、所述第一开口检测机构、所述第二开口检测机构、所述通过性检测销上分别设置有检测用的感应器;
19、s2、将汽车发动机托架零件放置在对应所述检测工装上,通过所述第一定位销、所述第二定位销对零件进行定位;
20、s3、在所述触控显示屏上通过所述plc控制器启动所述第一压头、所述第二压头下移压紧零件;
21、s4、在所述触控显示屏上通过所述plc控制器启动所述第一开口检测机构、所述第二开口检测机构、所述第一通过性检测销和所述第二通过性检测销伸出2秒进行检测,若对应的感应器检测到零件则自动缩回,并向所述plc控制器发送检测结果信号,当所述plc控制器接收到全部检测点位的检测结果信号,检测结果记为合格,正常打开所述第一压头、所述第二压头,完成对零件的关键尺寸检测,取出零件;
22、若当前的感应器未检测到零件则不缩回,对应的所述第一开口检测机构、所述第二开口检测机构、所述第一通过性检测销或所述第二通过性检测销不缩回,不向所述plc控制器发送对应的检测结果信号,所述plc控制器判断检测结果异常,则不打开所述第一压头、所述第二压头,并通过所述报警模块发出警报。
23、本发明至少包括以下有益效果:本发明的发动机托架尺寸快速自动检测工装包括支撑台及设置在支撑台上的主定位组、开口检测组、通过性检测组、压臂系统、控制系统,主定位组用于对汽车发动机托架零件进行检测前的定位,压臂系统用于压紧固定零件,开口检测组用于检测零件左右两侧的开口尺寸,通过性检测组用于对零件上贯通开设的安装孔进行同轴度、相对位置度进行检测,在使用时,主定位组、开口检测组、通过性检测组、压臂系统分别通过控制系统设置进行启动和检测,并在触控显示屏上进行直观显示,实现了对零件的自动快速检测。
24、本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
技术特征:
1.一种汽车发动机托架尺寸快速自动检测工装,其特征在于,包括支撑台,支撑台上针对汽车发动机托架零件的结构设置检测组和用于支撑零件的支撑模块,检测组包括:
2.如权利要求1所述的汽车发动机托架尺寸快速自动检测工装,其特征在于,所述第一开口检测机构包括第一前检测块、第一后检测块,第一前检测块、第一后检测块分别用于检测零件左侧开口的前后两端所在位置,所述第二开口检测机构包括第二前检测块、第二后检测块,第二前检测块、第二后检测块分别用于检测零件右侧开口的前后两端所在位置。
3.如权利要求2所述的汽车发动机托架尺寸快速自动检测工装,其特征在于,所述第一前检测块、所述第一后检测块、所述第二前检测块、所述第二后检测块分别包括:
4.如权利要求1所述的汽车发动机托架尺寸快速自动检测工装,其特征在于,所述支撑台的上表面外侧边缘围设有护栏,在护栏的前端中部空出用于人工操作所述支撑台的窗口。
5.如权利要求4所述的汽车发动机托架尺寸快速自动检测工装,其特征在于,所述触控显示屏固定在所述护栏的前端且位于开口的其中一侧。
6.如权利要求1所述的汽车发动机托架尺寸快速自动检测工装,其特征在于,所述控制系统还包括报警模块,报警模块分别与所述plc控制器、所述触控显示屏电连接,所述plc控制器还用于在未获取到对应的检测结果信号时判断检测结果异常并向报警模块发送报警信号,报警模块用于发出警报,并在所述触控显示屏上进行显示。
7.如权利要求6所述的汽车发动机托架尺寸快速自动检测工装的使用方法,其特征在于,包括如下步骤:
技术总结
本发明公开了一种汽车发动机托架尺寸快速自动检测工装及其使用方法,发动机托架尺寸快速自动检测工装包括支撑台及设置在支撑台上的主定位组、开口检测组、通过性检测组、压臂系统、控制系统,主定位组用于对汽车发动机托架零件进行检测前的定位,压臂系统用于压紧固定零件,开口检测组用于检测零件左右两侧的开口尺寸,通过性检测组用于对零件上贯通开设的安装孔进行同轴度、相对位置度进行检测,在使用时,主定位组、开口检测组、通过性检测组、压臂系统分别通过控制系统设置进行启动和检测,并在触控显示屏上进行直观显示,实现了对零件的自动快速检测。
技术研发人员:秦承华,乔颀颖,刘鹏飞,张毅,潘骁
受保护的技术使用者:东实(武汉)汽车零部件有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!