一种适用多种类型边缘的缺陷检测方法及装置与流程
本发明涉及检测工件缺陷,尤其涉及一种适用多种类型边缘的缺陷检测方法及装置。
背景技术:
1、在制造、加工、装配或其他相关过程中所使用的物体或零件被称为工件;工件在制造和工程领域中扮演着重要的角色,它们通常是在各种生产过程中进行加工、装配和使用的基本单位。工件可以是金属、塑料、陶瓷、玻璃等各种材料制成的,且工件的形状各式各样;在某些行业某些领域上,由于特定的标准和法规要求,会对工件的边缘进行规定,以确工件在使用过程中能够达到预期的效果并具备所需的特性。目前在对不规则多边缘的工件进行边缘检测通常是通过人工方式去检测的,当存在缺陷时则进行记录;但通过人工检测不规则多边缘工件的边缘缺陷,使得检测不规则多边缘工件的效率较低。
技术实现思路
1、本发明目的一是提供一种适用多种类型边缘的缺陷检测方法,具有高效检测多边不规则工件边缘缺陷的特点。
2、本发明的上述发明目的一是通过以下技术方案得以实现的:
3、一种适用多种类型边缘的缺陷检测方法,包括:
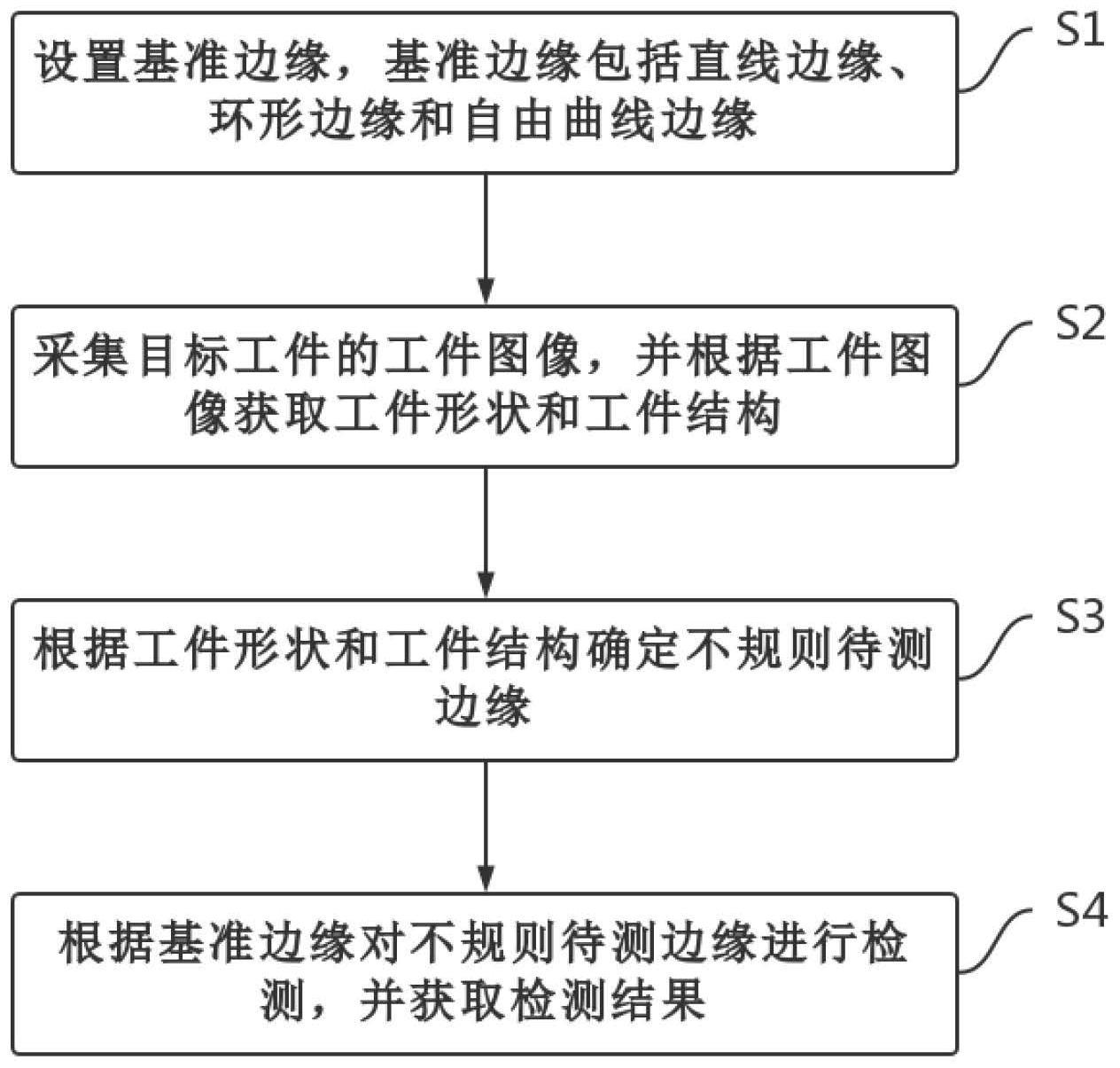
4、设置基准边缘,基准边缘包括直线边缘、环形边缘和自由曲线边缘;
5、采集目标工件的工件图像,并根据工件图像获取工件形状和工件结构;
6、根据工件形状和工件结构确定不规则待测边缘;
7、根据基准边缘对不规则待测边缘进行检测,并获取检测结果。
8、通过采用上述技术方案,由工件图像来确定待测工件的不规则待测边缘,再使用基准边缘对不规则待测边缘进行同时检测;解决了通过人工检测不规则工件的边缘缺陷而存在的检测效率较底的问题,具有高效检测多边不规则工件边缘缺陷的效果。
9、本发明在一较佳示例中可以进一步配置为,采集目标工件的工件图像,并根据工件图像获取工件形状和工件结构,包括:
10、通过对目标工件进行摄像来采集目标工件的工件图像;
11、通过边缘检测计算方法对工件图像进行数据分析,并获取工件图像中的工件形状和工件结构。
12、通过采用上述技术方法,由于边缘检测计算方法可快速的在工件图像中识别目标工件的边界和边缘,这些边缘和边界的连接和组合可以用于表示目标工件的工件形状和工件结构;则使用边缘检测计算方法来提取目标工件的工件形状和工件结构,可以进一步的提高多边不规则工件边缘缺陷的检测效率。
13、本发明在一较佳示例中可以进一步配置为,采集目标工件的工件图像,并根据工件图像获取工件形状和工件结构,包括:
14、通过对目标工件进行摄像来采集目标工件的工件图像;
15、通过图像处理计算方法对工件图像进行膨胀、腐蚀、开运算和闭运算分析,并获取工件图像中的工件形状和工件结构,图像处理计算方法为形态学二值计算方法。
16、通过采用上述技术方法,由于形态学二值计算方法是直接的通过膨胀、腐蚀、开运算和闭运算来直接对工件图像进行分析,进而直接获取目标工件的形态、拓扑和空间关系,即可以直接获取工件形状和工件结构;也可以进一步的提高多边不规则工件边缘缺陷的检测效率。
17、本发明在一较佳示例中可以进一步配置为,缺陷检测方法还包括:
18、设置目标工件的检测区域和边缘检测条件;
19、根据边缘检测条件确定感兴趣边缘点;
20、根据检测区域和感兴趣边缘点重新确定不规则待测边缘。
21、通过采用上述技术方法,根据检测区域和边缘检测条件来确定感兴趣边缘点,可以实现在整个工件图像中只选取感兴趣边缘点在检测区域中确定用于待检测的不规则待测边缘;这样在检测不规则多边的目标工件时,就不需要检测每条边缘了,只需要检测感兴趣边缘点拟合成的边缘即可,更进一步的提高了多边不规则工件边缘缺陷的检测效率。
22、本发明在一较佳示例中可以进一步配置为,根据基准边缘对不规则待测边缘进行检测,并获取检测结果,包括:
23、设置检测精度,并根据检测精度确定预设测点距离;
24、设置缺陷距离、缺陷宽度、缺陷面积、缺陷过滤条件和缺陷间隙;
25、根据预设测点距离、缺陷距离、缺陷宽度、缺陷面积、缺陷过滤条件、缺陷间隙和基准边缘对不规则待测边缘进行检测,并获取检测结果。
26、通过采用上述技术方法,在对不规则待测边缘进行检测之前,先确定检测精度,根据检测精度确定预设测点距离,进而使得根据预设测点距离对不规则待测边缘进行检测,该测点距离表示待检测的边缘点之间的距离;例如,当检测精度较小时,可以间隔几个边缘点检测缺陷一次;而缺陷距离、缺陷宽度、缺陷面积、缺陷过滤条件和缺陷间隙是用于判断不规则待测边缘是否能使得目标工件符合使用过程中能够达到预期的效果并具备所需的特性。
27、本发明在一较佳示例中可以进一步配置为,缺陷检测方法还包括:
28、根据检测结果自主生成目标工件的检测报告。
29、通过采用上述技术方法,进一步的为了让用户更简易的获取到目标工件的检测报告及更简易随时查询目标工件的检测报告,则可以通过自主生成目标工件的检测报告来实现。
30、本发明在一较佳示例中可以进一步配置为,设置基准边缘包括:
31、获取标准工件的工件标准图像;
32、根据工件标准图像获取标准工件的边缘点,并根据边缘点确定基准边缘。
33、通过采用上述技术方法,由于是通过目标工件相对应的标准工件来获取的基准边缘,则该基准边缘可以与目标工件中待检测的不规则边缘相对应上,进而保证了对不规则待测边缘进行检测的准确性。
34、本发明目的二是提供一种适用多种类型边缘的缺陷检测装置,具有具有高效检测多边不规则工件边缘缺陷的特点。
35、本发明的上述发明目的二是通过以下技术方案得以实现的:
36、一种适用多种类型边缘的缺陷检测装置,包括:
37、第一设置模块,用于设置基准边缘,基准边缘包括直线边缘、环形边缘和自由曲线边缘;
38、采集模块,用于采集目标工件的工件图像,并根据工件图像获取工件形状和工件结构;
39、第一确定模块,用于根据工件形状和工件结构确定不规则待测边缘;
40、检测/获取模块,用于根据基准边缘对不规则待测边缘进行检测,并获取检测结果。
41、本发明在一较佳示例中可以进一步配置为,采集模块包括采集单元和分析/获取单元:
42、采集单元,用于通过对目标工件进行摄像来采集目标工件的工件图像;
43、分析/获取单元,用于通过边缘检测计算方法对工件图像进行数据分析,并获取工件图像中的工件形状和工件结构。
44、分析/获取单元,还用于通过图像处理计算方法对工件图像进行膨胀、腐蚀、开运算和闭运算分析,并获取工件图像中的工件形状和工件结构,图像处理计算方法为形态学二值计算方法。
45、本发明在一较佳示例中可以进一步配置为,该缺陷检测装置还包括:
46、第二设置模块,用于设置目标工件的检测区域和边缘检测条件;
47、第二确定模块,用于根据边缘检测条件确定感兴趣边缘点;
48、第三确定模块,用于根据检测区域和感兴趣边缘点重新确定不规则待测边缘。
49、本发明在一较佳示例中可以进一步配置为,检测/获取模块包括第一设置单元、第二设置单元和检测/获取单元:
50、第一设置单元,用于设置检测精度,并根据检测精度确定预设测点距离;
51、第二设置单元,用于设置缺陷距离、缺陷宽度、缺陷面积、缺陷过滤条件和缺陷间隙;
52、检测/获取单元,用于根据预设测点距离、缺陷距离、缺陷宽度、缺陷面积、缺陷过滤条件、缺陷间隙和基准边缘对不规则待测边缘进行检测,并获取检测结果。
53、本发明在一较佳示例中可以进一步配置为,缺陷检测装置还包括:
54、生成模块,用于根据检测结果自主生成目标工件的检测报告。
55、本发明在一较佳示例中可以进一步配置为,第一设置模块包括获取单元和获取/确定单元:
56、获取单元,用于获取标准工件的工件标准图像;
57、获取/确定单元,用于根据工件标准图像获取标准工件的边缘点,并根据边缘点确定基准边缘。
58、本发明目的三是提供一种适用多种类型边缘的缺陷检测装置,具有具有高效检测多边不规则工件边缘缺陷的特点。
59、本发明的上述发明目的三是通过以下技术方案得以实现的:
60、一种适用多种类型边缘的缺陷检测装置,包括存储器和处理器,所述存储器上存储有能够被处理器加载并执行上述适用多种类型边缘的缺陷检测方法的计算机程序。
61、本发明目的四是提供一种计算机存储介质,能够存储相应的程序,具有便于实现具有高效检测多边不规则工件边缘缺陷的特点。
62、本发明的上述发明目的四是通过以下技术方案得以实现的:
63、一种计算机可读存储介质,存储有能够被处理器加载并执行上述任一种适用多种类型边缘的缺陷检测方法的计算机程序。
64、综上所述,本发明包括以下至少一种有益技术效果:
65、1.设置基准边缘,基准边缘包括直线边缘、环形边缘和自由曲线边缘;采集目标工件的工件图像,并根据工件图像获取工件形状和工件结构;根据工件形状和工件结构确定不规则待测边缘;根据基准边缘对不规则待测边缘进行检测,并获取检测结果。通过工件图像来确定待测工件的不规则待测边缘,再使用基准边缘对不规则待测边缘进行同时检测;解决了通过人工检测不规则工件的边缘缺陷而存在的检测效率较底的问题,具有高效检测多边不规则工件边缘缺陷的效果;
66、2.由于边缘检测计算方法可快速的在工件图像中识别目标工件的边界和边缘,这些边缘和边界的连接和组合可以用于表示目标工件的工件形状和工件结构;则使用边缘检测计算方法来提取目标工件的工件形状和工件结构,可以进一步的提高多边不规则工件边缘缺陷的检测效率;
67、3.由于形态学二值计算方法是直接的通过膨胀、腐蚀、开运算和闭运算来直接对工件图像进行分析,进而直接获取目标工件的形态、拓扑和空间关系,即可以直接获取工件形状和工件结构;也可以进一步的提高多边不规则工件边缘缺陷的检测效率;
68、4.根据检测区域和边缘检测条件来确定感兴趣边缘点,可以实现在整个工件图像中只选取感兴趣边缘点在检测区域中确定用于待检测的不规则待测边缘;这样在检测不规则多边的目标工件时,就不需要检测每条边缘了,只需要检测感兴趣边缘点拟合成的边缘即可,更进一步的提高了多边不规则工件边缘缺陷的检测效率;
69、5.在对不规则待测边缘进行检测之前,先确定检测精度,根据检测精度确定预设测点距离,进而使得根据预设测点距离对不规则待测边缘进行检测,该测点距离表示待检测的边缘点之间的距离;例如,当检测精度较小时,可以间隔几个边缘点检测缺陷一次;而缺陷距离、缺陷宽度、缺陷面积、缺陷过滤条件和缺陷间隙是用于判断不规则待测边缘是否能使得目标工件符合使用过程中能够达到预期的效果并具备所需的特性。
- 还没有人留言评论。精彩留言会获得点赞!