一种适用于60钢轨的超声波探伤方法与流程
本发明涉及钢轨他探伤领域,具体地,涉及一种适用于60钢轨的超声波探伤方法。
背景技术:
1、目前铁路上的钢轨大部分均采用无缝钢轨,即将两根钢轨通过焊接的方式连接在一起,达到无缝的目的,使列车可以更平滑通过。而钢轨焊缝由于焊接质量、或者长期承受负载,会在其内部产生缺陷,随着焊缝的方向,即垂直方向上也存在一些垂直方向上的缺陷。传统的钢轨超声波探伤仪是无法对该类型的缺陷进行检测的。
2、对于钢轨焊缝或者钢轨母材内部(轨腰投影区)垂直方向上的缺陷,采用自发自收的探伤方式无法对其进行检测,根据超声波信号的传播特性,超声波信号在钢轨(焊缝)内部遇到垂直方向上的缺陷时会反射,反射至钢轨底部后再次发生反射,再次反射后的超声波信号无法传播回至超声波探头处。
3、若想对钢轨内部垂直方向上的缺陷进行检测,就必须使用一发一收,或者多发多收的方式进行扫查。已有的解决方案是使用阵列式探头,多个超声波探头按顺序排列在钢轨表面进行检测,其缺点是超声波探头贴在钢轨表面滑动进行扫查,适用于手动扫查。
技术实现思路
1、本发明的目的在于解决现有技术的不足,提供一种适用于60钢轨的超声波探伤方法,具体为超声波探头的声学方案。
2、为实现上述目的,本发明提供一种适用于60钢轨的超声波探伤方法,所述步骤具体如下:
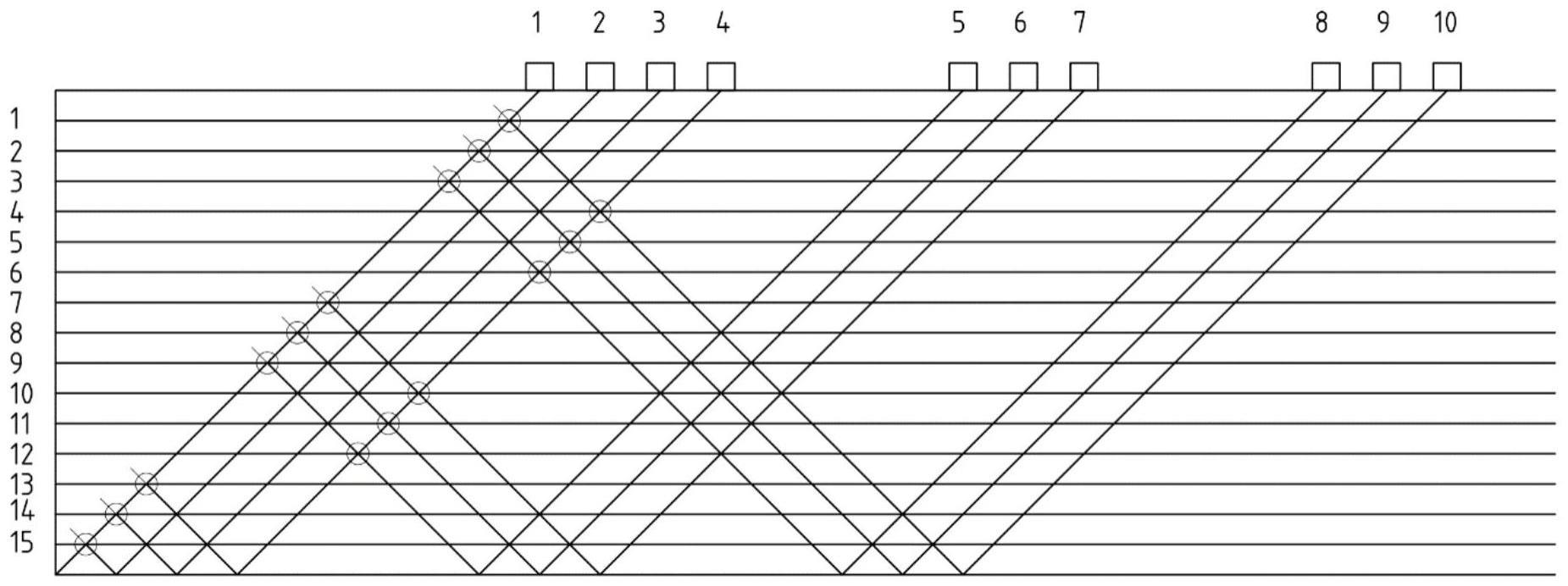
3、s1.将60钢轨在竖直高度按照11mm的间隔进行等分,划分16个扫查区域,标定15个扫查点,所述扫查点从上至下依次编号为1-15,超声波进入60钢轨后的折射角度为45°;
4、s2.确定扫查点与对应的发射探头和接收探头的关系,编号1-15的扫查点共需设置10个超声波探头;
5、s3.计算编号1-10的超声波探头的设置位置及间距;
6、s4.计算探头入射角;
7、s5.按照上述数据设置10个探头的位置。
8、优选的:所述步骤s3还包括步骤s31
9、s31.计算1号探头位置,编号15的扫查点由1号探头发射,2号探头接收,
10、编号15的扫查点距离轨面165mm,距离轨底11mm,编号15的扫查点与1号探头入射点的水平距离l1:
11、l1=165×tan(45°)=165mm
12、计算2号探头位置,编号15的扫查点与2号探头入射点的水平距离l2:
13、l2=11×tan(45°)+176×tan(45°)=187mm
14、1号探头和2号探头之间的水平距离x1:
15、x1=l2-l1=187-165=22mm。
16、优选的:所述步骤s3还包括步骤s32
17、s32.计算3号探头位置,编号14的扫查点由1号探头发射,3号探头接收,编号14的扫查点距离柜面154mm,距离轨底22mm,编号14的扫查点与1号探头入射点的水平距离l3:
18、l3=154×tan(45°)=154mm;
19、编号14的扫查点与3号探头入射点的水平距离l4:
20、l3=22×tan(45°)+176×tan(45°)=198mm
21、1号探头和2号探头之间的水平距离x1:
22、x2=l4-l3=198-154=44mm。
23、优选的:所述步骤s3还包括步骤s33:
24、s33.依据步骤s31和s32中的方法和计算过程,同理得出剩余的探头位置。
25、优选的:所述步骤s4还包括步骤s41:
26、s41.超声波探头发射的声波从探轮中发出,探轮内灌有耦合液体,确定超声波在耦合液体内的传播速度,纵波在其中传播的速度为1680m/s,横波在钢轨内部传播速度为3230m/s。
27、优选的:所述步骤s4还包括步骤s42:
28、s42.超声波的入射角度为α,依据超声波的折射定律:
29、
30、得出超声波探头的入射角为21.6°。
31、与现有技术相比,本申请提出的技术方案具有如下的有益效果:本发明提供的探伤方法,能够实现自动化超声波探伤,实现至少达到15km/h检测速度的目标,使得超声波探头在轮皮内部以特定角度固定,轮皮内部充满耦合液体以使超声波信号可以从探头处传播至钢轨表面,进而折射进钢轨内部进行缺陷检测。
技术特征:
1.一种适用于60钢轨的超声波探伤方法,其特征在于,所述步骤具体如下:
2.根据权利要求1所述的一种适用于60钢轨的超声波探伤方法,其特征在于所述步骤s3还包括步骤s31
3.根据权利要求2所述的一种适用于60钢轨的超声波探伤方法,其特征在于所述步骤s3还包括步骤s32
4.根据权利要求3所述一种适用于60钢轨的超声波探伤方法,其特征在于所述步骤s3还包括步骤s33:
5.根据权利要求1所述的一种适用于60钢轨的超声波探伤方法,其特征在于所述步骤s4还包括步骤s41:
6.根据权利要求1所述的一种适用于60钢轨的超声波探伤方法,其特征在于所述步骤s4还包括步骤s42:
技术总结
本发明涉及钢轨他探伤领域,具体地,涉及一种适用于60钢轨的超声波探伤方法,60轨高度176mm,按照11mm的间隔将钢轨分成了16个扫查区域,共15个扫查点,扫查点从钢轨表面往下依次编号1‑15,可以覆盖钢轨轨头至钢轨轨底(轨腰投影区)部位垂直缺陷的扫查。超声波信号的折射角设为45°,共设有10个超声波探头,按照顺序排列,编号1‑10。与现有技术相比,本申请提出的技术方案具有如下的有益效果:本发明提供的探伤方法,能够实现自动化超声波探伤,实现至少达到15km/h检测速度的目标,使得超声波探头在轮皮内部以特定角度固定,轮皮内部充满耦合液体以使超声波信号可以从探头处传播至钢轨表面,进而折射进钢轨内部进行缺陷检测。
技术研发人员:杨文,冯兴鹏,郭建志,林永森,卢秀卿,谢欣,高泽智,李谦颖,谢孙财
受保护的技术使用者:上海市东方海事工程技术有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!