华龙一号蒸汽发生器管子管板焊缝X射线检测用工装的制作方法
本发明涉及华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,主要用于蒸汽发生器管子管板焊缝射线检测过程中对x射线管及胶片的固定。
背景技术:
1、华龙一号蒸汽发生器是中国具有完全自主知识产权的第三代先进压水堆蒸汽发生器,其为立式倒u形管的自然循环换热器,通过u形管将一次侧反应堆冷却剂的热量传递给二次侧的水,产生两相的汽水混合物,在二次侧内的汽水分离装置将汽水混合物中的水分离出来,从蒸汽出口输出与饱和蒸汽供汽轮机发电。u型传热管是蒸汽发生器的关键部件,它起着隔离和传热的双重作用,即在内表面流通的是带放射性的热量较高的一回路工质水,在外表面流通的取自自然界的海水或河水经必要处理的用来产生蒸汽的二回路工质水。而管板作为蒸汽发生器的主要部件,起着隔离一回路和二回路的作用,其与换热管的焊缝(简称管子管板焊缝)的质量是确保核动力设备正常运行的关键。其数量多达一万余个,检测难度大,检测量繁重,又由于其射线检测过程是与焊接过程交叉进行,故无法进行吊转,这就造成其工位固定、无法移动的特点,给辐射防护增加了一定的难度。
2、传统管板采用焦点为的ir192进行射线检测,曝光时间长,辅助时间过多,导致效率低下,同时由于γ射线源360°放射,辐射防护难度大,对周围环境影响不易控制,此类γ放射源供货周期无法保证,也随时伴随停供风险,给管子管板焊缝射线检测带来了不小的困难。
3、采用棒阳极x射线探伤仪对其进行检测能够避免这些缺陷,但其自身也存在不足之处;由于焊缝透照厚度差大,棒阳极穿透力强,易造成边蚀现象;另外,由于华龙一号的实际工况复杂,胶片的固定及屏蔽难度极大,而且需要考虑胶片及探伤仪的固定、拆卸等操作的工作效率,否则难以在预定时间内完成过万个焊缝的检测工作。
4、所以目前急需要研发一套专用工装,以解决棒阳极x射线检测的辅助装配,确保则棒阳极x射线检测顺利进行。
技术实现思路
1、为了克服上述问题,本发明人进行了锐意研究,设计出一种华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,该工装包括前屏和后屏,用以夹持胶片,前屏材质为不锈钢,厚度为1.5mm,后屏材质为铝,厚度为6mm;在前屏和后屏上开设3个透照孔和2个定位孔,实现一次装卡检测3个焊缝;通过快速膨胀塞穿过定位孔来将该检测用工装可拆卸地快速安装在管板上,以便于后续的焊缝检测,同时,该快速膨胀塞还能够确保固定过程中不会损伤u形管,从而完成本发明。
2、具体来说,本发明的目的在于提供以一种华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,
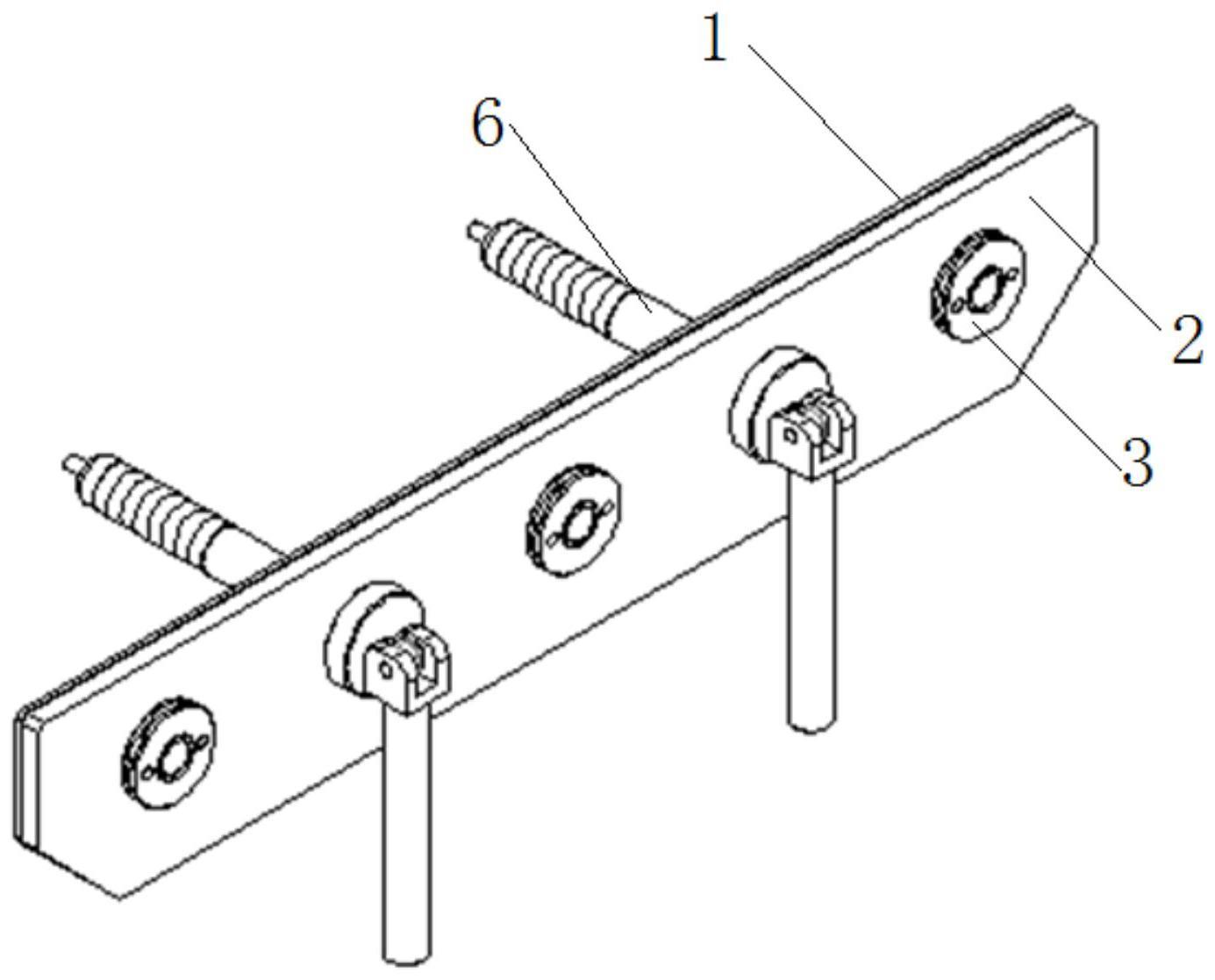
3、该工装包括前屏1和后屏2;
4、其中,在前屏1和后屏2之间夹持有胶片;
5、在所述前屏1和后屏2上开设有贯穿前屏1和后屏2的通孔,所述通孔包括透照孔和定位孔;
6、其中,该工装还包括螺帽3,所述螺帽3的端头位于后屏2的外侧,所述螺帽3的杆部穿过所述透照孔并与固定在前屏1上的螺杆4旋拧配合,从而夹紧前屏1和后屏2;
7、该工装还包括位于前屏1外侧,安装在螺杆4上的补偿块5;在所述补偿块5上设置有圆角,当所述补偿块5嵌入到u型管中时,所述圆角与管子管板角焊缝之间无缝隙耦合;
8、在螺帽3、螺杆4和补偿块5上都开设有供x射线机机头穿过的同心的通孔。
9、其中,所述透照孔设置有三个,所述定位孔设置有两个,间隔排列;
10、优选地,透照孔直径为定位孔直径为相邻孔间距为75mm。
11、其中,所述前屏1为不锈钢板,厚度为1.5mm;
12、在该前屏1上还激光刻印有圆环,该圆环与透照孔同心,该圆环直径为在该圆环外缘处钻设有用于指示透照位置的通孔。
13、其中,所述后屏2为铝板,厚度为6mm。
14、其中,在所述螺帽3的端头上开设有豁槽,通过该豁槽固定棒阳极x射线探伤仪。
15、其中,该工装还包括快速膨胀塞6;通过将所述快速膨胀塞6穿过定位孔后伸入到u型管来将该工装固定在管板上。
16、其中,所述快速膨胀塞6包括能够嵌入到u型管中的弹性橡胶圈67,通过该弹性橡胶圈从内部撑紧u型管来将所述快速膨胀塞6及检测用工装固定在管板上。
17、其中,所述快速膨胀塞6还包括中空直杆,该直杆的前段为细杆段61,该直杆的后段为粗杆段62,在该直杆的中空腔内设置有拉杆63,在所述拉杆63的前端连接有挡块64;
18、所述弹性橡胶圈67套设在所述细杆段61的外部,且位于挡块64和粗杆段62之间;通过拉杆63带动挡块64一同沿着拉杆长度方向移动,进而夹紧或者放松所述弹性橡胶圈67;
19、当夹紧所述弹性橡胶圈67时,该弹性橡胶圈67从内部撑紧u型管;当放松所述弹性橡胶圈67时,该弹性橡胶圈67与u型管内壁脱离。
20、其中,在所述粗杆段62上,在远离细杆段61的一端设置有卡盘65,所述细杆段61和粗杆段62都穿过定位孔进入到u型管中,所述卡盘65位于定位孔的外侧。
21、其中,在所述拉杆63的后端连接有锁紧手柄66;通过旋转该锁紧手柄66来拉伸并固定所述拉杆63,进而夹紧弹性橡胶圈67。
22、本发明所具有的有益效果包括:
23、(1)根据本发明提供的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,该工装中设置有补偿块,通过补偿块的圆角与管子管板角焊缝进行无缝隙耦合,以达到补偿、减小透照厚度差,降低底片黑度差的目的,提高检测质量;
24、(2)根据本发明提供的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,该工装结构新颖,通过前屏和后屏夹紧胶片,防止已打孔的胶片曝光;同时在螺帽上有环槽,用以固定棒阳极机头,同时通过螺帽的高低调整检测焦距的大小;
25、(3)根据本发明提供的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,该工装中设置有快速膨胀塞,并通过该快速膨胀塞实现管板和检测用工装之间的可拆卸安装;其中,通过橡胶形变撑紧u型管的方式,既能够缩短拆卸及安装工作的操作时间,还能够确保在拆卸安装过程中不会损伤管板及u型管,满足华龙一号蒸汽发生器管子管板的产品质量要求;
26、(4)根据本发明提供的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,该工装与华龙一号蒸汽发生器管子管板相匹配,可根据需要将x射线探伤仪机头固定于管板的任一焊缝处,实现全覆盖检测,而且都能够确保工装与焊缝之间的定位精度定位精确,其焦距通过机头与后屏之间的匹配确定,恒定不变;成像质量好,灵敏度高,利于焊缝缺陷的显示,同时其效率相比于其他方法大大提高,能够应用在华龙一号蒸汽发生器管子管板焊缝x射线检测过程中。
技术特征:
1.一种华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,其特征在于,该工装包括前屏(1)和后屏(2);
2.根据权利要求1所述的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,其特征在于,
3.根据权利要求1所述的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,其特征在于,
4.根据权利要求1所述的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,其特征在于,
5.根据权利要求1所述的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,其特征在于,
6.根据权利要求1所述的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,其特征在于,
7.根据权利要求6所述的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,其特征在于,
8.根据权利要求7所述的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,其特征在于,
9.根据权利要求8所述的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,其特征在于,
10.根据权利要求8所述的华龙一号蒸汽发生器管子管板焊缝x射线检测用工装,其特征在于,
技术总结
本发明公开了一种华龙一号蒸汽发生器管子管板焊缝X射线检测用工装,该工装包括前屏和后屏,用以夹持胶片,前屏材质为不锈钢,厚度为1.5mm,后屏材质为铝,厚度为6mm;在前屏和后屏上开设3个透照孔和2个定位孔,实现一次装卡检测3个焊缝;通过快速膨胀塞穿过定位孔来将该检测用工装可拆卸地快速安装在管板上,以便于后续的焊缝检测,同时,该快速膨胀塞还能够确保固定过程中不会损伤U形管。
技术研发人员:魏荣帅,余金涛,张建磊,冶金辉,路郅远,金军,刘连伟,赵楠,鲁丹丹,宋晔楠,杨东东
受保护的技术使用者:哈电集团(秦皇岛)重型装备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!