薄板类零件尺寸检测方法与流程
本发明涉及尺寸检测,尤其涉及一种薄板类零件尺寸检测方法。
背景技术:
1、三坐标尺寸检测是利用三坐标测量机并配合其他关联检测仪器对产品进行全尺寸检测的测量手段,主要用于判断产品的尺寸误差是否在公差范围之内。具体的测量项目包括常规产品尺寸测量,如长、宽、高、厚、内外径、角度、中心距、边心距、偏心距等。三坐标尺寸检测主要用于机械、汽车、航空、家具、工具原型、机器等中小型配件、模具等行业中的箱体、机架、齿轮、凸轮、蜗轮、蜗杆、叶片、曲线、曲面等的测星,还可用于电子、五金、塑胶、线路板、精密机械制造、手机配件、家电制品、连接器、机械配件、精密夹治具、电脑周边等行业中,可以对工件的尺寸、形状和形位公差进行精密检测,从而完成零件检测、外形测量、过程控制等任务。
2、但是,三坐标尺寸检测薄板类产品的尺寸为产品自然状态时的尺寸数据,而客户端在产品实际使用过程中产品为锁紧状态,产品在锁紧后整体会发生形变,进而影响产品的形位公差尺寸,导致产品安装后尺寸不符。
技术实现思路
1、本发明的目的在于提供一种薄板类零件尺寸检测方法,其能够不受材料变形的影响,提高尺寸检测的准确度,加强产品质量的管控。
2、为达此目的,本发明采用以下技术方案:
3、薄板类零件尺寸检测方法,包括:
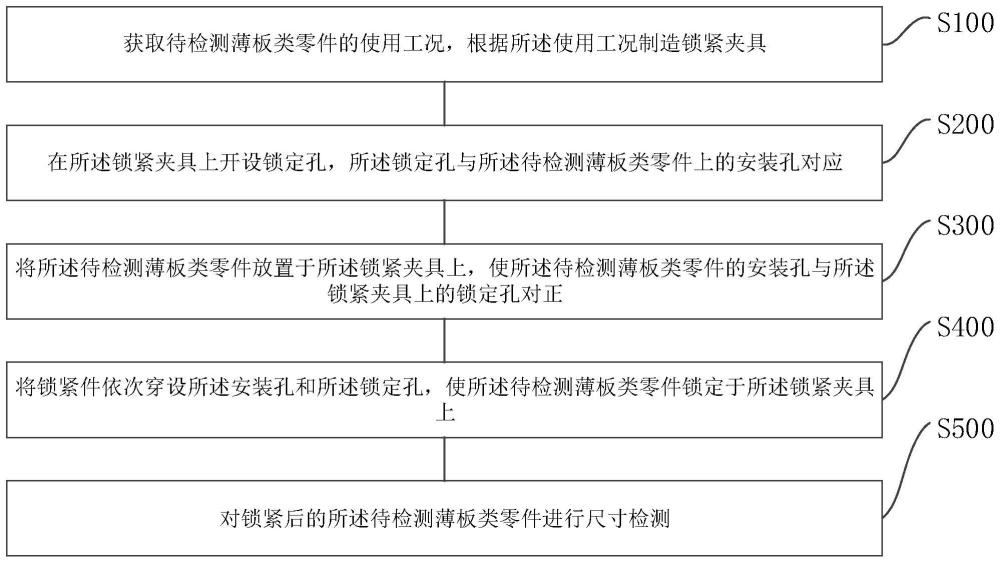
4、s100、获取待检测薄板类零件的使用工况,根据所述使用工况制造锁紧夹具;
5、s200、在所述锁紧夹具上开设锁定孔,所述锁定孔与所述待检测薄板类零件上的安装孔对应;
6、s300、将所述待检测薄板类零件放置于所述锁紧夹具上,使所述待检测薄板类零件的安装孔与所述锁紧夹具上的锁定孔对正;
7、s400、将锁紧件依次穿设所述安装孔和所述锁定孔,使所述待检测薄板类零件锁定于所述锁紧夹具上;
8、s500、对锁紧后的所述待检测薄板类零件进行尺寸检测。
9、可选地,所述锁定孔设置有多组,多组所述锁定孔沿所述锁紧夹具的径向间隔设置。
10、可选地,相邻两组所述锁定孔沿所述锁紧夹具的周向错位设置。
11、可选地,每组所述锁定孔内的多个所述锁定孔沿所述锁紧夹具的周向间隔设置。
12、可选地,每组所述锁定孔包括六个所述锁定孔。
13、可选地,所述锁定孔设置有多个,所述锁紧件相应设置有多个,每个所述锁紧件的锁紧力相等。
14、可选地,所述锁紧件包括锁紧栓,所述锁紧栓包括相连的头部和杆部,所述杆部穿设所述安装孔后螺接于所述锁定孔,所述头部抵接于所述待检测薄板类零件的上表面。
15、可选地,所述锁紧件还包括垫圈,所述垫圈套设于所述杆部外,且夹设于所述头部和所述待检测薄板类零件的上表面之间。
16、可选地,所述头部和所述杆部一体成型。
17、可选地,在步骤s500中,使用三坐标测量仪测量所述待检测薄板类零件的尺寸。
18、本发明的有益效果:
19、本发明提供的薄板类零件尺寸检测方法包括以下步骤:s100、获取待检测薄板类零件的使用工况,根据使用工况制造锁紧夹具;s200、在锁紧夹具上开设锁定孔,锁定孔与待检测薄板类零件上的安装孔对应;s300、将待检测薄板类零件放置于锁紧夹具上,使待检测薄板类零件的安装孔与锁紧夹具上的锁定孔对正;s400、将锁紧件依次穿设安装孔和锁定孔,使待检测薄板类零件锁定于锁紧夹具上;s500、对锁紧后的待检测薄板类零件进行尺寸检测。由于用户在实际使用薄板类产品过程中会对产品进行锁紧,故模拟客户端使用情况,在产品锁紧状态下检测产品的尺寸数据,以防止其后续变形,影响检测结果的准确度。
技术特征:
1.薄板类零件尺寸检测方法,其特征在于,包括:
2.根据权利要求1所述的薄板类零件尺寸检测方法,其特征在于,所述锁定孔(2)设置有多组,多组所述锁定孔(2)沿所述锁紧夹具(1)的径向间隔设置。
3.根据权利要求2所述的薄板类零件尺寸检测方法,其特征在于,相邻两组所述锁定孔(2)沿所述锁紧夹具(1)的周向错位设置。
4.根据权利要求2所述的薄板类零件尺寸检测方法,其特征在于,每组所述锁定孔(2)内的多个所述锁定孔(2)沿所述锁紧夹具(1)的周向间隔设置。
5.根据权利要求4所述的薄板类零件尺寸检测方法,其特征在于,每组所述锁定孔(2)包括六个所述锁定孔(2)。
6.根据权利要求1所述的薄板类零件尺寸检测方法,其特征在于,所述锁定孔(2)设置有多个,所述锁紧件(3)相应设置有多个,每个所述锁紧件(3)的锁紧力相等。
7.根据权利要求1所述的薄板类零件尺寸检测方法,其特征在于,所述锁紧件(3)包括锁紧栓(31),所述锁紧栓(31)包括相连的头部(311)和杆部(312),所述杆部(312)穿设所述安装孔后螺接于所述锁定孔(2),所述头部(311)抵接于所述待检测薄板类零件(100)的上表面。
8.根据权利要求7所述的薄板类零件尺寸检测方法,其特征在于,所述锁紧件(3)还包括垫圈(32),所述垫圈(32)套设于所述杆部(312)外,且夹设于所述头部(311)和所述待检测薄板类零件(100)的上表面之间。
9.根据权利要求7所述的薄板类零件尺寸检测方法,其特征在于,所述头部(311)和所述杆部(312)一体成型。
10.根据权利要求1-9任一项所述的薄板类零件尺寸检测方法,其特征在于,在步骤s500中,使用三坐标测量仪测量所述待检测薄板类零件(100)的尺寸。
技术总结
本发明属于尺寸检测技术领域,公开了一种薄板类零件尺寸检测方法,包括步骤S100、获取待检测薄板类零件的使用工况,根据使用工况制造锁紧夹具;S200、在锁紧夹具上开设锁定孔,锁定孔与待检测薄板类零件上的安装孔对应;S300、将待检测薄板类零件放置于锁紧夹具上,使待检测薄板类零件的安装孔与锁紧夹具上的锁定孔对正;S400、将锁紧件依次穿设安装孔和锁定孔,使待检测薄板类零件锁定于锁紧夹具上;S500、对锁紧后的待检测薄板类零件进行尺寸检测。该薄板类零件尺寸检测方法能够不受材料变形的影响,提高尺寸检测的准确度,加强产品质量的管控。
技术研发人员:姚力军,潘杰,昝小磊,叶狄
受保护的技术使用者:宁波江丰芯创科技有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!