一种轴承用特殊涂层的用量确定方法与流程
本发明涉及压缩机领域,具体而言涉及一种轴承用特殊涂层的用量确定方法。
背景技术:
1、离心压缩机用轴承分为可倾瓦轴承和推力轴承,可倾瓦轴承由于其瓦块能随着转速、载荷及轴承温度的不同而自由摆动,在轴颈周围形成多油楔,且各个油膜压力总是指向中心,具有较高的稳定性。推力轴承是承受转子在运行中的轴向推力,确定和保持压缩机转子和定子之间的轴向相互位置。为了防止瓦块体、阻油环等与主轴直接接触,需要在相应部位涂上巴氏合金涂层,以起到保护作用。
2、目前,工作人员根据个人经验来预估巴氏合金的用量,易出现用量过多的情况,造成了极大的浪费。
技术实现思路
1、在
技术实现要素:
部分中引入了一系列简化形式的概念,这将在具体实施方式部分中进一步详细说明。本发明的发明内容部分并不意味着要试图限定出所要求保护的技术方案的关键特征和必要技术特征,更不意味着试图确定所要求保护的技术方案的保护范围。
2、本发明实施例提供了一种轴承用特殊涂层的用量确定方法,包括:
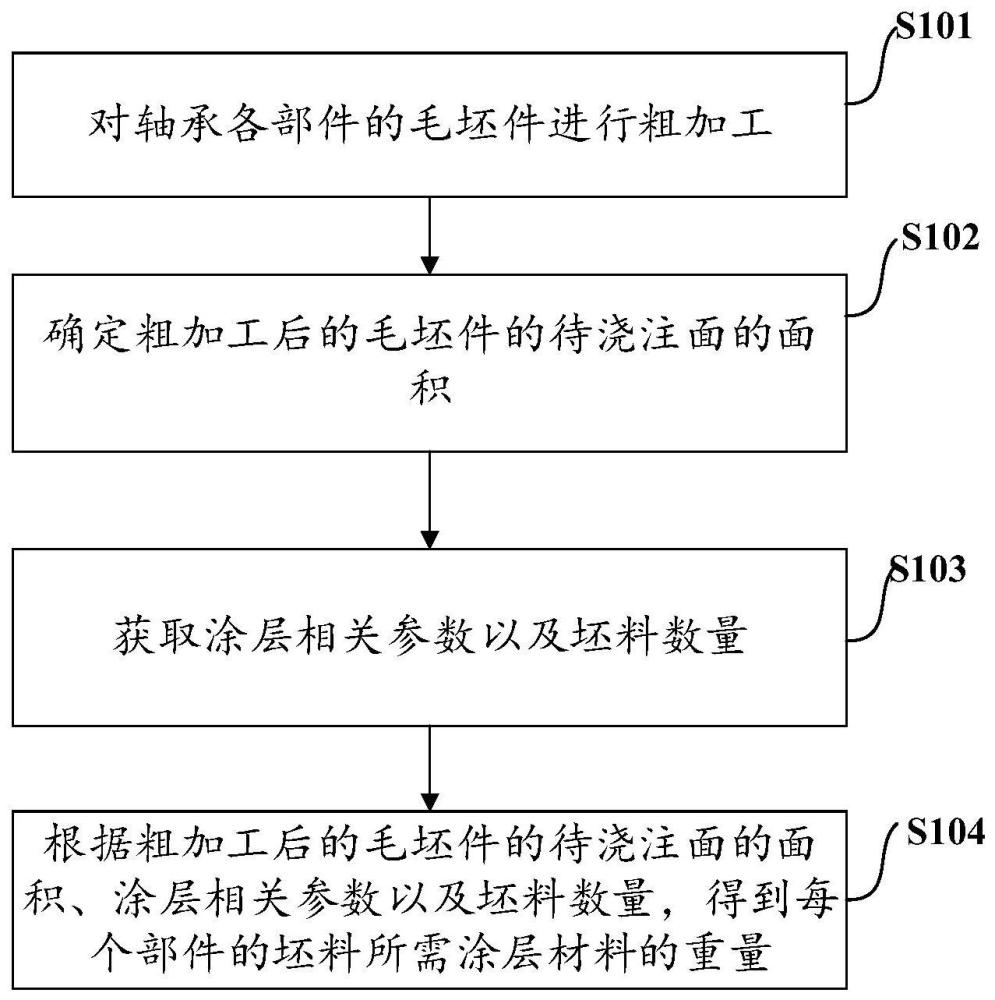
3、对轴承各部件的毛坯件进行粗加工;
4、确定粗加工后的毛坯件的待浇注面的面积;
5、获取涂层相关参数以及坯料数量;
6、根据所述粗加工后的毛坯件的待浇注面的面积、涂层相关参数以及坯料数量,得到每个部件的坯料所需涂层材料的重量。
7、可选地,所述毛坯件为用于制作推力瓦块体的第一毛坯件,所述第一毛坯件为圆环状结构,所述待浇注面为所述圆环状结构的一端面。
8、可选地,所述确定粗加工后的毛坯件的待浇注面的面积,包括:
9、获取粗加工后的第一毛坯件的第一外圆直径以及第一加工余量;
10、根据所述第一外圆直径以及所述第一加工余量,利用以下公式,得到所述粗加工后的第一毛坯件的待浇注面的面积;
11、
12、其中,s1为待浇注面的面积,d1为第一外圆直径,l1为第一加工余量;
13、所述根据所述粗加工后的毛坯件的待浇注面的面积、涂层相关参数以及坯料数量,得到每个部件的坯料所需涂层材料的重量,包括:
14、根据所述粗加工后的第一毛坯件的待浇注面的面积、涂层厚度、涂层材料的密度、材料利用率以及坯料数量,利用如下公式,得到每个推力瓦块体的坯料所需涂层材料的重量;
15、
16、其中,w1为每个推力瓦块体的坯料所需涂层材料的重量,t1为涂层厚度,s1为待浇注面的面积,n1为坯料数量,ρ为涂层材料的密度,η为涂层材料的利用率。
17、可选地,所述毛坯件为用于制作可倾瓦瓦块体的第二毛坯件,所述第二毛坯件为中空的圆柱状结构,所述待浇注面为所述中空的圆柱状结构的内壁面。
18、可选地,所述确定粗加工后的毛坯件的待浇注面的面积,包括:
19、获取所述粗加工后的第二毛坯件的第二外圆直径及涂层厚度;
20、根据所述第二外圆直径以及所述涂层厚度,利用以下公式,得到所述第二毛坯件的待浇注面的面积;
21、
22、其中,s2为待浇注面的面积,d2为第一外圆直径,t2为涂层厚度;
23、所述根据所述粗加工后的第二毛坯件的待浇注面的面积、涂层相关参数以及坯料数量,得到每个部件的坯料所需涂层材料的重量,包括:
24、根据所述粗加工后的毛坯件的待浇注面的面积、可倾瓦瓦块体宽度、第二加工余量、涂层材料的密度、材料利用率以及坯料数量,利用如下公式,得到每个推力瓦块体的坯料所需涂层材料的重量;
25、
26、其中,w2为每个可倾瓦瓦块体的坯料所需涂层材料的重量,s2为待浇注面的面积,l2为第二加工余量,h1为可倾瓦瓦块体宽度,n2为坯料数量,ρ为涂层材料的密度,η为涂层材料的利用率。
27、可选地,所述毛坯件为用于制作阻油环的第三毛坯件,所述第三毛坯件为圆环状结构,所述待浇注面为所述圆环状结构的内壁面。
28、可选地,所述确定粗加工后的毛坯件的待浇注面的面积,包括:
29、获取粗加工后的第三毛坯件的第三外圆直径以及第三加工余量;
30、根据所述第三外圆直径以及所述第三加工余量,利用以下公式,得到所述粗加工后的第三毛坯件的待浇注面的面积;
31、
32、其中,s3为待浇注面的面积,d3为第三外圆直径,l3为第三加工余量;
33、所述根据所述粗加工后的毛坯件的待浇注面的面积、涂层相关参数以及坯料数量,得到每个部件的坯料所需涂层材料的重量,包括:
34、根据所述粗加工后的第三毛坯件的待浇注面的面积、涂层厚度、涂层材料的密度、材料利用率以及坯料数量,利用如下公式,得到每个推力瓦块体的坯料所需涂层材料的重量;
35、
36、其中,w3为每个阻油环的坯料所需涂层材料的重量,t3为涂层厚度,s3为待浇注面的面积,n3为坯料数量,ρ为涂层材料的密度,η为涂层材料的利用率。
37、可选地,所述毛坯件为用于制作轴承体的第四毛坯件,所述第四毛坯件为圆环状结构,所述待浇注面为所述圆环状结构的端面及内壁面。
38、可选地,所述确定粗加工后的毛坯件的待浇注面的面积,包括:
39、获取粗加工后的第四毛坯件的第四外圆直径、第四加工余量、内圆直径及涂层厚度;
40、根据所述第四外圆直径、第四加工余量、内圆直径及涂层厚度,利用以下公式,得到所述粗加工后的第四毛坯件的待浇注面的面积;
41、
42、其中,s4为待浇注面的面积,s41为内圆面积,s42为端面面积,d4为第一外圆直径,t4为涂层厚度,l4为第四加工余量,d5为第一外圆直径;
43、所述根据所述粗加工后的毛坯件的待浇注面的面积、涂层相关参数以及坯料数量,得到每个部件的坯料所需涂层材料的重量,包括:
44、根据所述粗加工后的第四毛坯件的待浇注面的面积、轴承体宽度、涂层厚度、涂层材料的密度、材料利用率以及坯料数量,利用如下公式,得到每个轴承体的坯料所需涂层材料的重量;
45、
46、其中,w4为每个轴承体的坯料所需涂层材料的重量,t4为涂层厚度,h2为轴承体宽度,s41为内圆面积,s42为端面面积,n4为坯料数量,ρ为涂层材料的密度,η为涂层材料的利用率。
47、根据本发明实施例所提供的一种轴承用特殊涂层的用量确定方法,通过对轴承各部件的毛坯件进行粗加工;确定粗加工后的毛坯件的待浇注面的面积;获取涂层相关参数以及坯料数量;根据粗加工后的毛坯件的待浇注面的面积、涂层相关参数以及坯料数量,得到每个部件的坯料所需涂层材料的重量,从而该方法结合实际工艺来确定涂层材料的用量,进而提高了涂层材料用量的准确性,避免资源浪费,并且降低了成本。
技术特征:
1.一种轴承用特殊涂层的用量确定方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述毛坯件为用于制作推力瓦块体的第一毛坯件,所述第一毛坯件为圆环状结构,所述待浇注面为所述圆环状结构的一端面。
3.根据权利要求2所述的方法,其特征在于,所述确定粗加工后的毛坯件的待浇注面的面积,包括:
4.根据权利要求1所述的方法,其特征在于,所述毛坯件为用于制作可倾瓦瓦块体的第二毛坯件,所述第二毛坯件为中空的圆柱状结构,所述待浇注面为所述中空的圆柱状结构的内壁面。
5.根据权利要求4所述的方法,其特征在于,所述确定粗加工后的毛坯件的待浇注面的面积,包括:
6.根据权利要求1所述的方法,其特征在于,所述毛坯件为用于制作阻油环的第三毛坯件,所述第三毛坯件为圆环状结构,所述待浇注面为所述圆环状结构的内壁面。
7.根据权利要求6所述的方法,其特征在于,所述确定粗加工后的毛坯件的待浇注面的面积,包括:
8.根据权利要求1所述的方法,其特征在于,所述毛坯件为用于制作轴承体的第四毛坯件,所述第四毛坯件为中空的圆柱状结构,所述待浇注面为所述中空的圆柱状结构的端面及内壁面。
9.根据权利要求8所述的方法,其特征在于,所述确定粗加工后的毛坯件的待浇注面的面积,包括:
技术总结
本发明实施例公开了一种轴承用特殊涂层的用量确定方法,通过对轴承各部件的毛坯件进行粗加工;确定粗加工后的毛坯件的待浇注面的面积;获取涂层相关参数以及坯料数量;根据粗加工后的毛坯件的待浇注面的面积、涂层相关参数以及坯料数量,得到每个部件的坯料所需涂层材料的重量,从而该方法结合实际工艺来确定涂层材料的用量,进而提高了涂层材料用量的准确性,避免资源浪费,并且降低了成本。
技术研发人员:杨溢,李琳,陈云伟,柳鹏,白俊峰,邵帅,孟越,王春,马涛,吴思佳
受保护的技术使用者:沈阳透平机械股份有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!