一种燃料组件检查仪上机架定位装置的制作方法
本发明属于核燃料制造与加工,具体涉及一种燃料组件检查仪上机架定位装置。
背景技术:
1、目前在进行燃料组件的外形尺寸测量时,需要使用组件检查仪(一种测量设备)测量。测量前,需要操作人员使用吊车将燃料组件吊装在组件检查仪上,燃料组件放置在组件检查仪的基准板上,燃料组件通过装配在组件检查仪上机架上的定位销进行定位(如图1所示)。
2、但是,燃料组件在制造过程中存在一定的直线度偏差,这就会使燃料组件放置在组件检查仪基准板后燃料组件中的上管座s孔(燃料组件在组件检查仪上定位的结构)与组件检查仪的上机架定位销存在一定的对中偏差(如图2所示),在上机架定位销进入上管座s孔前的下降过程中,需要一名操作人员a(借用升降小车或高处作业平台)观察定位销与上管座s孔的相对偏移位置是否在合理范围内,然后吊车操作人员b控制上机架定位销下落并进入上管座s孔。在当前的操作过程中,操作人员a需要操作升降小车或登上高处作业平台在高处操作,而且操作过程较长,检验效率不高。
3、如进行检测工作就需要将上机架的定位销下降至燃料组件的上管座s孔内,但是在此状态下若强行下降上机架定位销至上管座s孔内就会使燃料组件的状态发生变化,并不是自由状态,所以需要发明一种上机架定位销可以自动调整位置的定位装置,下降时既可以避免对燃料组件的自由状态产生影响,又可以提高工作效率。
技术实现思路
1、本发明的目的是提供一种燃料组件检查仪上机架定位装置,能够解决人工进行定位销与上管座s孔的相对偏移位置观察的问题,定位采用自动化装置,测量上机架定位销与上管座s孔的相对位置,并自动控制上机架定位销进入上管座s孔以定位燃料组件。
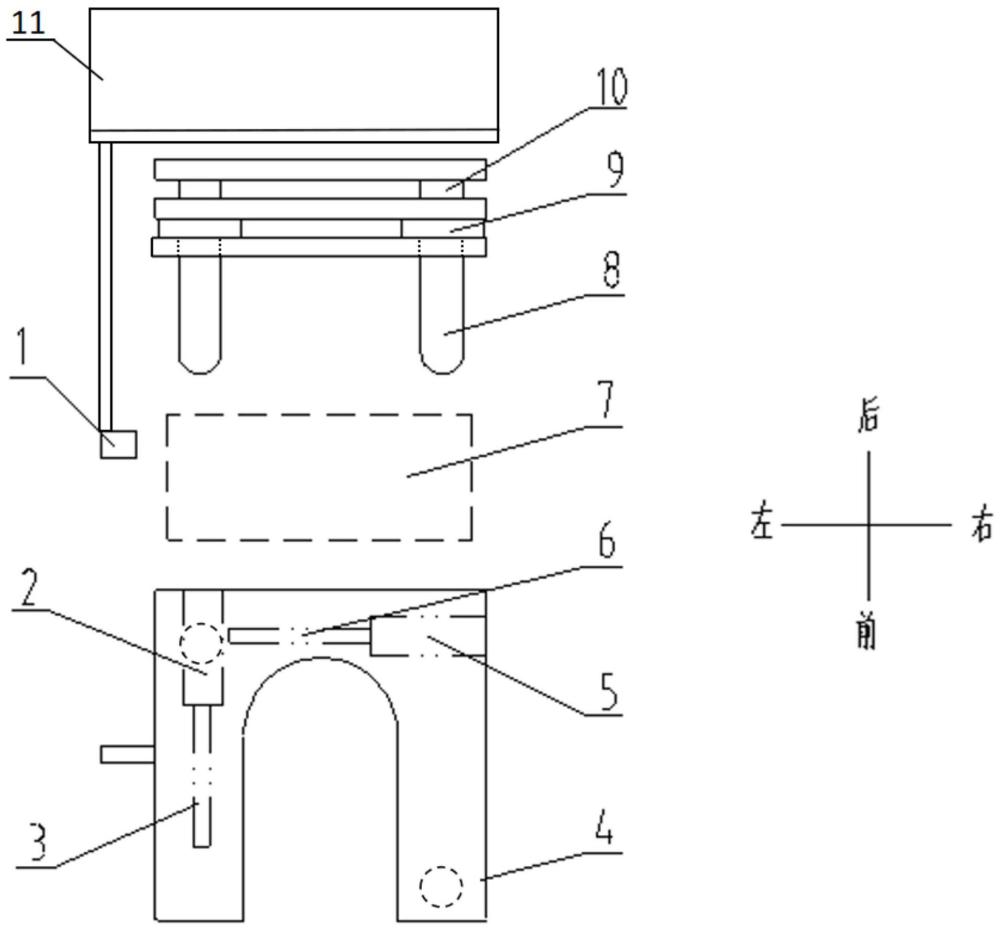
2、本发明的技术方案如下:一种燃料组件检查仪上机架定位装置,包括光学测距传感器,驱动机构,工作台和上机架定位销,其中,工作台固定在驱动机构上,上机架定位销固定在工作台上,光学测距传感器连接在上机架框架上。
3、所述的驱动机构包括前后驱动机构和左右驱动机构。
4、所述的前后驱动机构包括第一伺服电机,第一丝杆和第一直线导轨。
5、所述的第一伺服电机驱动第一丝杆,第一丝杆的驱动螺母固定在工作台上,工作台在第一直线导轨上进行前后移动。
6、所述的左右驱动机构包括第二伺服电机,第二丝杆和第二直线导轨。
7、所述的第二伺服电机驱动第二丝杆,第二丝杆的驱动螺母固定在工作台上,工作台在第二直线导轨上进行左右移动。
8、所述工作台上开有两个圆孔,上机架定位销固定在工作台上的两个圆孔内。
9、本发明的有益效果在于:本发明采用自动化装置,不再需要人工进行定位销与上管座s孔的相对偏移位置的观察,该定位装置能够自动测量上机架定位销与上管座s孔的相对位置,进行燃料组件在组件检查仪的定位。本发明不再需要操作人员使用升降小车或者攀登高处作业平台工作,在地面即可进行燃料组件在组件检查仪上的定位工作,减少了高处作业。本发明还解决了操作人员频繁使用升降小车或者攀登高处作业平台的问题,减少操作人员操作升降小车的频率,减少高处作业,提高了检验效率。
技术特征:
1.一种燃料组件检查仪上机架定位装置,其特征在于:包括光学测距传感器,驱动机构,工作台和上机架定位销,其中,工作台固定在驱动机构上,上机架定位销固定在工作台上,光学测距传感器连接在上机架框架上。
2.如权利要求1所述的一种燃料组件检查仪上机架定位装置,其特征在于:所述的驱动机构包括前后驱动机构和左右驱动机构。
3.如权利要求2所述的一种燃料组件检查仪上机架定位装置,其特征在于:所述的前后驱动机构包括第一伺服电机,第一丝杆和第一直线导轨。
4.如权利要求3所述的一种燃料组件检查仪上机架定位装置,其特征在于:所述的第一伺服电机驱动第一丝杆,第一丝杆的驱动螺母固定在工作台上,工作台在第一直线导轨上进行前后移动。
5.如权利要求4所述的一种燃料组件检查仪上机架定位装置,其特征在于:所述的左右驱动机构包括第二伺服电机,第二丝杆和第二直线导轨。
6.如权利要求5所述的一种燃料组件检查仪上机架定位装置,其特征在于:所述的第二伺服电机驱动第二丝杆,第二丝杆的驱动螺母固定在工作台上,工作台在第二直线导轨上进行左右移动。
7.如权利要求1所述的一种燃料组件检查仪上机架定位装置,其特征在于:所述工作台上开有两个圆孔,上机架定位销固定在工作台上的两个圆孔内。
技术总结
本发明属于核燃料制造与加工技术领域,具体涉及一种燃料组件检查仪上机架定位装置。包括光学测距传感器,驱动机构,工作台和上机架定位销,其中,工作台固定在驱动机构上,上机架定位销固定在工作台上,光学测距传感器连接在上机架框架上。本发明的有益效果在于:本发明采用自动化装置,不再需要人工进行定位销与上管座S孔的相对偏移位置的观察,该定位装置能够自动测量上机架定位销与上管座S孔的相对位置,进行燃料组件在组件检查仪的定位。
技术研发人员:李雪松,王磊,李梦轩,杜乐,孙国荣,张丽琴,丁文叶,暴春玲,郭宏韬,廖海东,王树强
受保护的技术使用者:中核北方核燃料元件有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!