焊接检测系统及使用方法、以及焊接检测方法与流程
本技术涉及焊接检测领域,特别是涉及一种焊接检测系统、焊接检测系统的使用方法、以及焊接检测方法。
背景技术:
1、焊接是在例如电池等的生产过程中经常采用的连接方式。在现有技术中,通常采用人工的方式对包括焊点的长度、焊点的偏移量以及焊接部位的缝隙等在内的与焊接质量相关的因素进行检测。这种人工检测方式存在着无法实现在线检测且抽检率低、以及工作量大、检测结果受到操作者的技术水平的影响而产生波动等问题。
技术实现思路
1、鉴于上述问题,本技术的目的在于提供一种焊接检测系统、焊接检测系统的使用方法、以及焊接检测方法,用于以统一的标准对产品进行在线自动检测,显著提高检测覆盖率以及作业效率,降低误差,减少漏检或误检。
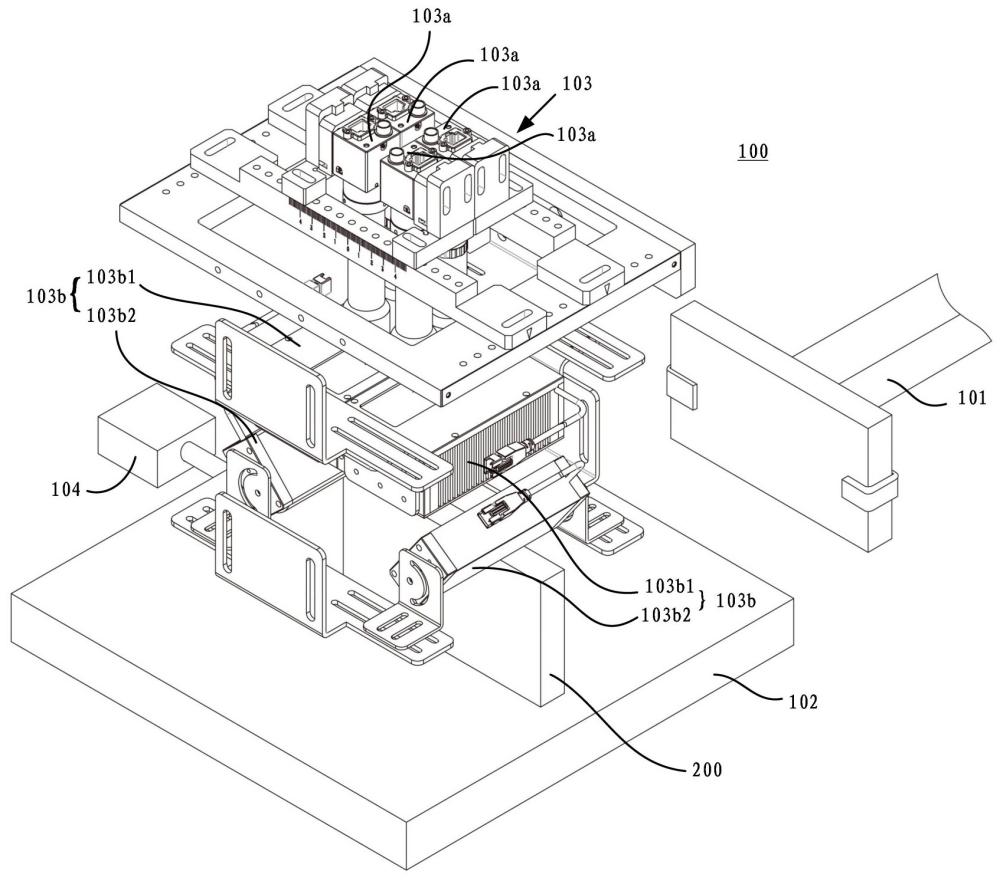
2、本技术的第一方面提供一种焊接检测系统,焊接检测系统用于对电芯的铝壳与顶盖之间的焊接部位进行检测,焊接检测系统包括输送装置、检测平台、图像采集装置和控制模块。输送装置用于对待检测的电芯进行输送。检测平台用于放置由输送装置输送来的电芯。图像采集装置包括摄影机构、第一光源和第二光源,用于对放置于检测平台的电芯的焊接部位采集图像。输送装置和图像采集装置均电联接至控制模块,控制模块能够控制输送装置将电芯输送至检测平台,分别控制图像采集装置的第一光源和第二光源的打开或关闭,以便进行照明,并且,控制摄影机构对电芯的焊接部位进行图像采集。并且,控制模块能够接收由图像采集装置采集到的图像,并且,对从图像采集装置接收到的图像进行图像处理,判定电芯的焊接部位是否合格。
3、在本技术实施例提供的焊接检测系统中,控制模块能够控制图像采集装置的光源和摄影机构进行照明和图像采集,并且,能够接收由图像采集装置采集到的焊接部位处的图像。进而,控制模块能够通过对从图像采集装置接收到的图像进行图像处理,判定电芯的焊接部位是否合格。因此,本技术实施例提供的焊接检测系统能够对电芯的焊接部位进行高检测率的在线检测。
4、在本技术的一种可能的实现方式中,第一光源是与摄影机构同轴设置的同轴光源,第二光源是设置在摄影机构的侧方的条形光源。控制模块能够控制所述第一光源和所述第二光源,以使第一光源打开,使第二光源关闭,并且,使摄影机构采集具有第一曝光度的图像。以及/或者,控制模块能够控制所述第一光源和所述第二光源,以使第一光源和第二光源同时打开,并且,使摄影机构采集具有第二曝光度的图像。
5、在本技术的一种可能的实现方式中,焊接检测系统还包括驱动装置,该驱动装置电联接至控制模块,控制模块能够使驱动装置驱动图像采集装置或检测平台移动,以使摄影机构的镜头与将要进行图像采集的焊接部位对准。
6、在本技术的一种可能的实现方式中,所述摄影机构设置为多个,多个所述摄影机构排列成两排,每排包括至少一个摄影机构。
7、在本技术的一种可能的实现方式中,控制模块对图像进行的图像处理包括:对图像进行形态学处理,以取得图像的轮廓特征。
8、本技术的第二方面提供一种焊接检测系统的使用方法,所述焊接检测系统用于对电芯的焊接部位进行检测,所述焊接检测系统包括输送装置、检测平台、以及包含有摄影机构、第一光源和第二光源的图像采集装置。焊接系统的使用方法包括:输送步骤:使输送装置将待检测的电芯输送并放置于检测平台;图像采集步骤:使所述第一光源和所述第二光源中的至少一个光源打开,并且,使摄影机构对放置于检测平台的电芯的焊接部位进行图像采集;图像处理步骤:接收由摄影机构采集到的图像,并且,对接收到的图像进行图像处理;判定步骤:判定电芯的焊接部位是否合格。
9、由于本技术实施例中的焊接检测系统的使用方法用于对第一方面提供的焊接检测系统进行使用,因此,具有同样的技术效果。
10、在本技术的一种可能的实现方式中,第一光源是与摄影机构同轴设置的同轴光源,第二光源是设置在摄影机构的侧方的条形光源。图像采集步骤包括:使第一光源打开,使第二光源关闭,使摄影机构采集具有第一曝光度的图像;以及/或者,使第一光源和第二光源同时打开,使摄影机构采集具有第二曝光度的图像。
11、在本技术的一种可能的实现方式中,焊接检测系统还包括驱动装置,焊接检测系统的使用方法还包括移动步骤:使驱动装置驱动图像采集装置或检测平台移动。并且,在焊接检测系统的使用方法中,使图像采集步骤和图像处理步骤交替地进行,使移动步骤在图像处理步骤期间进行。
12、在本技术的一种可能的实现方式中,在图像处理步骤中进行的图像处理包括:对图像进行形态学处理,以取得图像的轮廓特征。
13、本技术的第三方面提供一种焊接检测方法,用于对电芯的铝壳与顶盖之间的焊接部位进行检测,所述焊接部位包括将铝壳与顶盖焊接在一起的焊点、以及铝壳与顶盖之间的缝隙,所述焊接检测方法包括:图像获取步骤:获取焊接部位的图像,所述图像包括第一图像,所述第一图像是在用同轴光源进行照明的条件下由摄影机构对焊接部位进行采集得到的;形态学处理步骤:对所述图像进行形态学处理,获得处理后图像,与进行形态学处理之前的图像相比,在经过形态学处理之后的处理后图像中,焊接部位的影像更加清晰;检测步骤:对处理后图像中的所述焊接部位的轮廓特征进行检测。
14、通过对在图像获取步骤中获取的焊接部位的图像进行形态学处理,使得焊接部位的影像更加清晰,从而能够在检测步骤中对焊接部位的轮廓特征进行高精度的检测,能够降低在线自动检测时的误差,减少漏检或误检。
15、在本技术的一种可能的实现方式中,形态学处理步骤包括:进行去除第一图像中的噪点的形态学处理;从第一图像中提取出焊点及其附近的影像;以及对提取出的焊点及其附近的影像进行提高清晰度的形态学处理,得到处理后图像,检测步骤包括:将处理后图像中显示的焊点的仰角边与所述缝隙的交点作为第一端点,将垂直于所述缝隙且与焊点的起焊端的端面相切的线与所述缝隙的交点作为第二端点,对第一端点与第二端点之间的长度进行检测。
16、在本技术的一种可能的实现方式中,形态学处理步骤包括:进行去除第一图像中的噪点的形态学处理;从第一图像中提取出焊点及其附近的影像;以及对提取出的焊点及其附近的影像进行提高清晰度的形态学处理,得到处理后图像,检测步骤包括:对焊点位置的偏移量进行检测,偏移量是从焊点的位于顶盖上的边缘到铝壳的外缘之间的距离与焊点的宽度之差。
17、在本技术的一种可能的实现方式中,所述图像获取步骤获取的图像还包括第二图像,所述第二图像是在用同轴光源和条形光源同时进行照明的条件下由摄影机构对焊接部位进行采集得到的。
18、在本技术的一种可能的实现方式中,所述形态学处理步骤包括:进行去除第一图像中的噪点的形态学处理;从第一图像中提取出焊点及其附近的影像;以及对提取出的焊点及其附近的影像进行提高清晰度的形态学处理,得到处理后图像,所述检测步骤包括:将在处理后图像中显示的垂直于缝隙且与焊点的起焊端的端面相切的线与缝隙的交点作为参考点位,将在缝隙的延伸方向上从参考点位起远离焊点规定距离的位置作为测量点位,在第二图像中,在与测量点位相对应的位置对第二图像中显示的所述缝隙进行检测。
19、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!