一种评估切割机的切割线与轮槽端面夹角的方法与流程
本发明涉及碳化硅晶体切割领域,特别涉及一种评估切割机的切割线与轮槽端面夹角的方法。
背景技术:
1、对于多线切割机,要求从绕线室张力轮至切割室导线轮段的钢线处于导线轮槽的端面,即钢线与轮槽端面的夹角为零,而切割室导线轮到槽轮段的钢线一般要求与槽轮槽的端面夹角为零或呈一定夹角。
2、目前采用钢尺测量或目测判断夹角的方法容易受到外部因素(如参考平面不平整、操作环境等)的影响,且操作不便。
3、因此,如何避免外部因素影响,准确测量切割机钢线与导线轮(槽轮)端面夹角,成为本领域技术人员亟待解决的重要技术问题。
技术实现思路
1、有鉴于此,本发明提供了种评估切割机的切割线与轮槽端面夹角的方法,
2、为实现上述目的,本发明提供如下技术方案:
3、一种评估切割机的切割线与轮槽端面夹角的方法,包括:
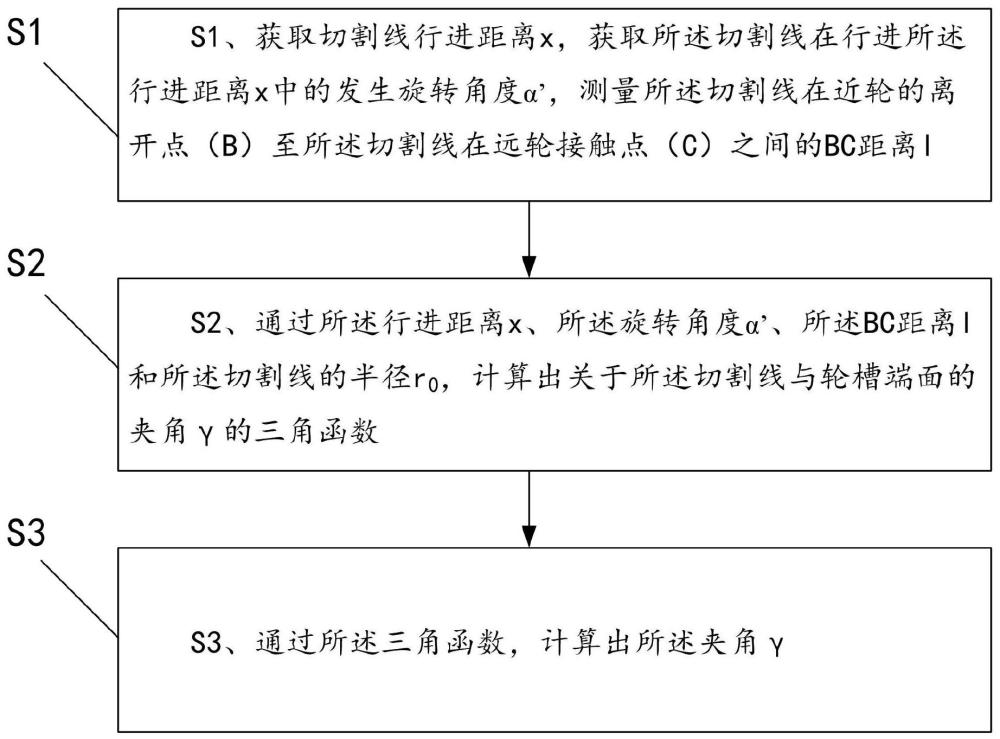
4、s1、获取切割线行进距离x,获取所述切割线在行进所述行进距离x中的发生旋转角度α’,测量所述切割线在近轮的离开点至所述切割线在远轮接触点之间的bc距离l;
5、s2、通过所述行进距离x、所述旋转角度α’、所述bc距离l、所述切割线的半径r0,计算出关于所述切割线与轮槽端面的夹角γ的三角函数;
6、s3、通过所述三角函数,计算出所述夹角γ。
7、优选地,在所述s1步骤中,还包括:所述行进距离x为所述离开点b到所述接触点c之间的任意距离;
8、所述旋转角度α’为所述切割线在行进所述任意距离中的发生旋转角度。
9、优选地,在所述s2步骤中,还包括:修正系数k。
10、优选地,在所述s2步骤中,包括:利用求出所述sinγ。
11、优选地,在所述s3步骤中,计算出所述夹角γ中,还包括:当所述旋转角度α’=0时,所述夹角γ=0,所述切割线没有旋转,表明所述切割线相对所述轮槽端面平行;当所述旋转角度α’<0时,夹角γ<0,所述切割线逆时针旋转,表明所述切割线相对所述轮槽端面逆时针偏移;当旋转角度α’>0时,所述夹角>0,所述切割线顺时针旋转,表明所述切割线相对所述轮槽端面顺时针偏移。
12、优选地,在所述修正系数k中,包括:当计算所述近轮轮槽端面与所述切割线的夹角γ时,修正系数k取决于,所述远轮轮槽端面与所述切割线的夹角γ;当计算所述远轮轮槽端面与所述切割线的夹角γ,修正系数k取决于,所述近轮轮槽端面与所述切割线的夹角γ。
13、优选地,在所述s1步骤中,包括:在所述切割线上设置观察物,测量所述观察物行进所述行进距离x;
14、测量所述观察物行进所述行进距离x中的发生旋转角度α’。
15、优选地,所述观察物为胶带。
16、优选地,在所述s1步骤中,包括:所述近轮为槽轮,所述远轮为导线轮。
17、优选地,在所述s1步骤中,包括:所述近轮为导线轮,所述远轮为张力轮。
18、从上述的技术方案可以看出,本发明提供的一种评估切割机的切割线与轮槽端面夹角的方法,通过s1、s2和s3即可计算出切割线与轮槽端面的夹角γ,相对于传统方法,该方法以切割线自身为基准,不容易受到外部因素对评估结果的影响,特别适用于参考平面不平整、操作环境复杂等直尺测量方法受限的工作环境。
技术特征:
1.一种评估切割机的切割线与轮槽端面夹角的方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,在所述s1步骤中,还包括:所述行进距离x为所述离开点(b)到所述接触点(c)之间的任意距离;
3.根据权利要求1所述的方法,其特征在于,在所述s2步骤中,还包括:修正系数k。
4.根据权利要求3所述的方法,其特征在于,在所述s2步骤中,还包括:利用求出所述sinγ。
5.根据权利要求1所述的方法,其特征在于,在所述s3步骤中,还包括:当所述旋转角度α’=0时,所述夹角γ=0,所述切割线没有旋转,表明所述切割线相对所述轮槽端面平行;当所述旋转角度α’<0时,夹角γ<0,所述切割线逆时针旋转,表明所述切割线相对所述轮槽端面逆时针偏移;当旋转角度α’>0时,所述夹角>0,所述切割线顺时针旋转,表明所述切割线相对所述轮槽端面顺时针偏移。
6.根据权利要求3所述的方法,其特征在于,在所述修正系数k中,包括:当计算所述近轮轮槽端面与所述切割线的夹角γ时,修正系数k取决于,所述远轮轮槽端面与所述切割线的夹角γ;当计算所述远轮轮槽端面与所述切割线的夹角γ,修正系数k取决于,所述近轮轮槽端面与所述切割线的夹角γ。
7.根据权利要求1所述的方法,其特征在于,在所述s1步骤中,包括:在所述切割线上设置观察物,测量所述观察物行进所述行进距离x;
8.根据权利要求7所述的方法,其特征在于,所述观察物为胶带。
9.根据权利要求1所述的方法,其特征在于,在所述s1步骤中,包括:所述近轮为槽轮(10),所述远轮为导线轮(20)。
10.根据权利要求1所述的方法,其特征在于,在所述s1步骤中,包括:所述近轮为导线轮(20),所述远轮为张力轮(30)。
技术总结
本发明公开了一种评估切割机的切割线与轮槽端面夹角的方法,包括:S1、获取切割线行进距离x,获取切割线在行进行进距离x中的发生旋转角度α’,测量切割线在近轮的离开点至切割线在远轮接触点之间的BC距离l;S2、通过行进距离x、旋转角度α’、BC距离l、切割线的半径r0,计算出关于切割线与轮槽端面的夹角γ的三角函数;S3、通过三角函数,计算出夹角γ。通过S1、S2和S3即可计算出切割线与轮槽端面的夹角γ,相对于传统方法,该方法以切割线自身为基准,不容易受到外部因素对评估结果的影响,特别适用于参考平面不平整、操作环境复杂等直尺测量方法受限的工作环境。
技术研发人员:段鑫,眭旭,郭钰,刘春俊,彭勇,曾江,彭同华,杨建,周凡
受保护的技术使用者:深圳市重投天科半导体有限公司
技术研发日:
技术公布日:2024/3/12
- 还没有人留言评论。精彩留言会获得点赞!