一种金属配件制造用检测装置的制作方法
本发明涉及零件检测器具,尤其涉及一种金属配件制造用检测装置。
背景技术:
1、在工业生产中,特别是各种器械金属配件的加工作业中,对各种配件的品质要求越来越趋于严格,为保证加工质量,在配件的加工过程中一般都需要对配件进行质量检测,比如大小、尺寸、高度、厚度和安装孔的孔距等,其中对安装孔的孔距检测一般需要专门的测量装置实施,且在圆形的金属配件上其开设的安装孔一般呈环形阵列等距分布,因此在设计专门的测量装置时需要满足这一特性。
2、现有配件检测装置上与金属配件上一圈安装孔配合实施检测的部件,其之间的夹角多为固定设置,造成检测部件不能自由调节其之间的夹角间距,不能对不同金属配件上不同开设数量的安装孔适配检测,对不同规格金属配件的检测兼容性欠佳;
3、此外,虽然有些配件检测装置上检测部件之间的夹角间距可进行调节,但是检测器具上缺少对检测部件的调节角度实施便捷校准定位的结构,造成在每次对检测部件实施角度调节时,均需采用外置测量工具依次对每一处夹角进行测量校准,操作使用较为麻烦。
技术实现思路
1、本公开实施例涉及一种金属配件制造用检测装置,以解决虽然有些配件检测装置上检测部件之间的夹角间距可进行调节,但是检测器具上缺少对检测部件的调节角度实施便捷校准定位的结构,造成在每次对检测部件实施角度调节时,均需采用外置测量工具依次对每一处夹角进行测量校准,操作使用较为麻烦的问题。
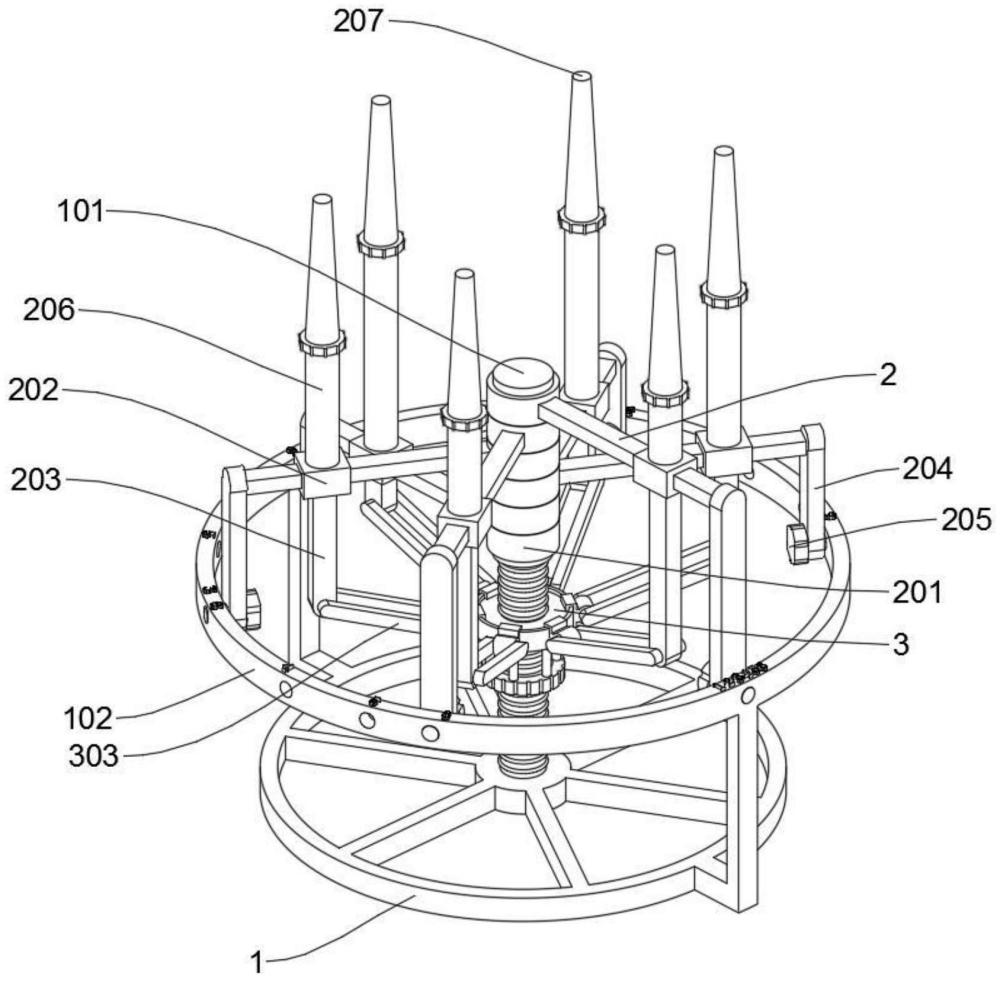
2、本公开第一方面,提供了一种金属配件制造用检测装置,具体包括底座、摆转撑杆和螺纹环;底座包括:
3、竖撑定位轴、定位圆圈和定位插孔,所述底座的中心处焊接有一处竖撑定位轴,且底座顶端上方焊接有一处水平布置的定位圆圈,定位圆圈与竖撑定位轴套插配合,定位圆圈上环绕开设有一圈定位插孔;所述竖撑定位轴的上半段上由下而上依次转动安装有六处水平布置的摆转撑杆,且六处摆转撑杆的尾端焊接有六处长度依次递增的竖撑定位板,六处竖撑定位板的底端贯穿旋拧安装有一处定位螺栓,定位螺栓的首端凸出部分与定位插孔插接配合;
4、六处所述摆转撑杆上均滑动安装有一处定位柱,六处定位柱的顶端均螺纹旋拧安装有一处锥形检测杆,待检测金属配件上的安装孔与锥形检测杆套插配合;
5、所述竖撑定位轴的下半段上开设有外螺纹,上半段为光杆结构,且竖撑定位轴的下半段上旋拧套装有一处螺纹环,螺纹环的圆周外圈上环绕滑动安装有六处凸形滑块,六处凸形滑块上转动连接有六组连杆,六组连杆的首端与六处定位柱转动连接。
6、至少一些实施例中,
7、所述底座整体由圆周外环和焊接于圆周外环内部的米字形水平架共同组成,且圆周外环与定位圆圈之间对称焊接有两处l状竖撑杆。
8、至少一些实施例中,
9、一圈所述定位插孔之间的间距不等,其中六处用于将六处摆转撑杆定位于等距阵列状态,其中五处用于将五处摆转撑杆定位于等距阵列状态,其中四处用于将四处摆转撑杆定位于等距阵列状态。
10、至少一些实施例中,
11、每一处所述定位插孔的顶端均开设有阿拉伯数字标记,阿拉伯数字标记用于明示不同位置定位插孔的不同用途。
12、至少一些实施例中,
13、六处所述摆转撑杆的首端焊接有六处转环,六处转环上下依次摞叠与竖撑定位轴的上半段套插配合。
14、至少一些实施例中,
15、六处所述定位柱的高度依次递增,且六处定位柱的底部均焊接有一处方形滑套,六处方形滑套对应与六处摆转撑杆滑动配合。
16、至少一些实施例中,
17、六处所述方形滑套的底部均焊接有一处吊杆,六组连杆的首端与六处吊杆的底端转动配合。
18、至少一些实施例中,
19、所述螺纹环圆周外圈的上下两端对称设置有两处定位圈,且凸形滑块整体由轴环和卡板共同焊接组成,其中卡板上开设有t形卡槽,t形卡槽与两处定位圈滑动配合。
20、至少一些实施例中,
21、六组所述连杆的尾端与六处凸形滑块的轴环转动配合。
22、至少一些实施例中,
23、所述螺纹环的底部环绕焊接有六处竖撑吊轴,六处竖撑吊轴的底部焊接有一处旋钮环,旋钮环与竖撑定位轴的下半段套插配合,且旋钮环与竖撑定位轴之间保持有环形空置间隙。
24、本发明提供了一种金属配件制造用检测装置,具有如下有益效果:
25、本发明在使用时,待检测金属配件上的安装孔与锥形检测杆套插配合,六处锥形检测杆由于其锥形特性,其直径由上而下依次递增,这可与不同孔径的安装孔适配插接配合检测,应用较为广泛。
26、此外,六处方形滑套、六组连杆以及螺纹环共同连接组成了六处曲柄滑块机构,通过此六处机构,上下滑移螺纹环可驱使处方形滑套、六处锥形检测杆内外滑移,调整六处锥形检测杆离竖撑定位轴的间距,适用对不同大小圆形金属配件上距离圆心不同间距位置开设的一圈等距阵列安装孔实施插接检测,对不同金属配件不同开设位置安装孔的适配检测兼容性较佳,应用较为广泛。
27、此外,六处摆转撑杆通过六处转环与竖撑定位轴转动安装,其可转动调节其之间的间距,使六处锥形检测杆处于等夹角的环形阵列状态或者使六处锥形检测杆中的五处处于等夹角的环形真阵列状态或者使六处锥形检测杆中的四处处于等夹角的环形真阵列状态或者使六处锥形检测杆中的三处处于等夹角的环形真阵列状态或者使六处锥形检测杆中的两处处于对称状态,分别对不同金属配件上不同开设数量的安装孔适配检测,进一步提升了对不同金属配件上不同开设形式安装孔的检测兼容性,使检测装置的应用更为广泛。
28、另外,本装置直接将对摆转撑杆实施角度校准调节的结构设置于其本体上,且直接根据待检测安装孔的数量选择对应的阿拉伯数字标记就可以完成对摆转撑杆角度的适配校准调节,相较于在每次对摆转撑杆实施角度调节时,均需采用外置测量工具依次对每一处夹角进行测量校准的现有技术,操作使用较为简单便捷。
技术特征:
1.一种金属配件制造用检测装置,包括底座(1)、摆转撑杆(2)和螺纹环(3);其特征在于,底座(1)包括:
2.根据权利要求1所述的一种金属配件制造用检测装置,其特征在于,
3.根据权利要求1所述的一种金属配件制造用检测装置,其特征在于,
4.根据权利要求1所述的一种金属配件制造用检测装置,其特征在于,
5.根据权利要求1所述的一种金属配件制造用检测装置,其特征在于,
6.根据权利要求1所述的一种金属配件制造用检测装置,其特征在于,
7.根据权利要求6所述的一种金属配件制造用检测装置,其特征在于,
8.根据权利要求1所述的一种金属配件制造用检测装置,其特征在于,
9.根据权利要求8所述的一种金属配件制造用检测装置,其特征在于,
10.根据权利要求1所述的一种金属配件制造用检测装置,其特征在于,
技术总结
本发明提供一种金属配件制造用检测装置,涉及零件检测器具领域,包括竖撑定位轴、定位圆圈和定位插孔,所述底座的中心处焊接有一处竖撑定位轴,且底座顶端上方焊接有一处水平布置的定位圆圈,定位圆圈与竖撑定位轴套插配合;所述竖撑定位轴的上半段上由下而上依次转动安装有六处水平布置的摆转撑杆,且六处摆转撑杆的尾端焊接有六处长度依次递增的竖撑定位板,六处竖撑定位板的底端贯穿旋拧安装有一处定位螺栓,定位螺栓的首端凸出部分与定位插孔插接配合。本装置直接将对摆转撑杆实施角度校准调节的结构设置于其本体上,且直接根据待检测安装孔的数量选择对应的阿拉伯数字标记就可以完成对摆转撑杆角度的适配校准调节,操作使用较为简捷。
技术研发人员:王子厚
受保护的技术使用者:临沂市皓正铁塔制造有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!