一种用于检验焊缝强度的内应力生成装置的制作方法
本发明属于加力装置,涉及一种内应力生成装置,特别涉及一种用于检验焊缝强度的内应力生成装置。
背景技术:
1、体爆轰战斗部内部装填高能燃料,通过炸药爆炸抛撒驱动作用,高能燃料被抛撒到空气中,高能燃料与空气混合,形成大范围的活性云团,再经炸药二次起爆,活性云团产生体爆轰,释放出强烈的冲击波,是威力最大的武器之一。
2、对于直径1200mm长度1100mm的体爆轰战斗部,体爆轰战斗部的壳体为空腔圆柱体,空腔圆柱体由薄壁圆筒体和两端的盖板连接而成,其中,薄壁圆筒体可以由钢板卷成圆筒并在接缝处焊接成型,即卷焊成型,钢板的厚度与壳体的壁厚相同,卷焊后的圆筒不再进行加工,与铸造毛坯、棒料、管料再加工成的薄壁圆筒体相比,卷焊节约了加工成本和时间。
3、钢板卷成圆筒后在接缝处焊接所形成焊缝的强度无法通过现有的手段进行检测。焊缝通常可以通过无损探伤的方法探测,比如射线探伤检测,但该方法只能检测焊缝内部是否存在气孔或裂纹等缺陷,无法获得焊缝强度的准确数值。再一种检测焊缝强度的方法是有损检测,即通过拉力强行将焊缝拉断,获得焊缝的强度,但焊接属于特种工艺,复杂性较大,每一个卷焊的薄壁圆筒体拉断时的拉力均不相同,甚至差异较大,因此,其中一个卷焊的薄壁圆筒体的焊缝强度不能代表其他焊缝的强度。
4、而体爆轰战斗部发射过程中,承受的过载很大,内应力很大,若薄壁圆筒体的焊缝处强度不足,在焊缝处发生断裂,将导致战斗部解体,产生重大事故。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于,提供了一种用于检验焊缝强度的内应力生成装置,解决现有技术中的焊缝检测方法难以准确检测体爆轰战斗部薄壁圆筒体的焊缝强度的技术问题。
2、为了解决上述技术问题,本发明采用如下技术方案予以实现:
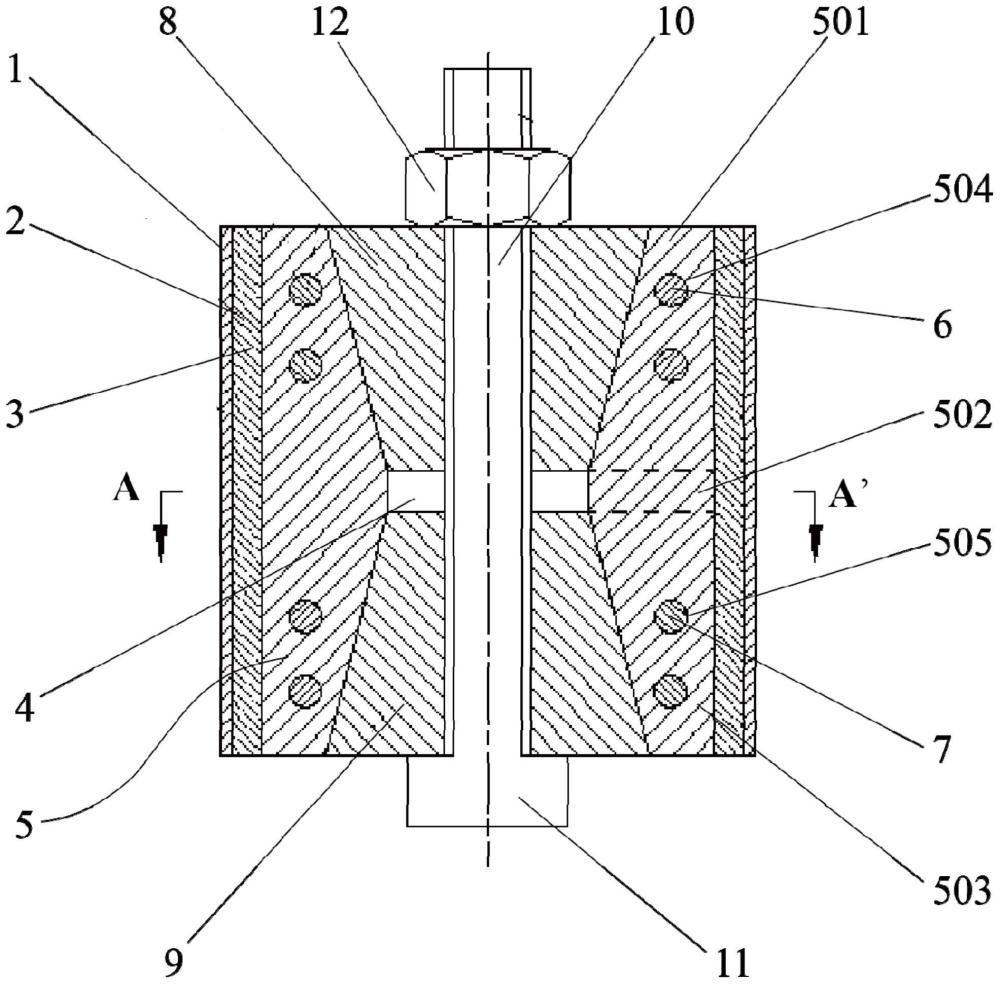
3、一种用于检验焊缝强度的内应力生成装置,包括卷焊圆筒体,所述的卷焊圆筒体内同轴设置有液体缓冲层,所述的液体缓冲层包括外侧面、内侧面、上端面和下端面,液体缓冲层的外侧面、内侧面、上端面和下端面所围成的密闭空间为耐压油腔,耐压油腔内填充有耐压油。
4、所述的液体缓冲层的外侧面与卷焊圆筒体紧密贴合,液体缓冲层的内侧面所围成的空间为挤压体安装腔,挤压体安装腔内设置有多个径向挤压体,多个径向挤压体沿着周向方向均匀布设;所述的径向挤压体从上到下依次为上挤压段、中挤压段和下挤压段;所述的上挤压段的轴向截面为正直角梯形,上挤压段的外侧面为圆柱形,上挤压段的内侧面为倒圆锥面,上挤压段的径向截面为扇环形;所述的中挤压段为圆环柱体结构;所述的下挤压段的轴向截面为倒直角梯形,下挤压段的外侧面为圆柱形,下挤压段的内侧面为正圆锥面,下挤压段的径向截面为扇环形;上挤压段和下挤压段的形状大小相同且为上下对称。
5、所述的上挤压段内开设有至少一个上弹簧腔,上弹簧腔内设置有上弹簧环,上弹簧环为开口的圆环状结构并且与卷焊圆筒体为同轴设置;所述的下挤压段内开设有至少一个下弹簧腔,下弹簧腔内设置有下弹簧环,下弹簧环为开口的圆环状结构并且与卷焊圆筒体为同轴设置;上弹簧环和下弹簧环贯穿所有的径向挤压体并将所有的径向挤压体连接在一起。
6、所述的径向挤压体的外侧与液体缓冲层的内侧紧密贴合,径向挤压体内侧的挤压体安装腔内同轴设置有上轴向挤压体和下轴向挤压体,上轴向挤压体为从上到下直径逐渐减小的环形圆台体结构,下轴向挤压体为从上到下直径逐渐增大的环形圆台体结构,上轴向挤压体和下轴向挤压体的形状大小相同且为上下对称设置,上轴向挤压体的底面和下轴向挤压体的顶面之间存在间隙;上轴向挤压体的外侧与上挤压段的内侧紧密贴合,下轴向挤压体的外侧与下挤压段的内侧紧密贴合。
7、所述的上轴向挤压体和下轴向挤压体的中心孔为螺栓安装孔,螺纹安装孔内安装有轴向压力螺钉;轴向压力螺钉的底部固定设置有螺钉法兰,轴向压力螺钉的底部伸出下轴向挤压体的底面,螺钉法兰的直径大于下轴向挤压体的螺纹安装孔的直径;轴向压力螺钉的顶部可转动式安装有加压螺母。
8、本发明还具有如下技术特征:
9、具体的,所述的液体缓冲层轴截面的厚度与卷焊圆筒体内侧面的直径之比为1:(8~9)。
10、具体的,所述的上弹簧环和下弹簧环的轴向截面的直径为23mm。
11、具体的,所述的径向挤压体的数目为八个。
12、具体的,所述的上弹簧环和下弹簧环的材料为弹簧钢。
13、具体的,所述的上弹簧环和下弹簧环的数目各为两个。
14、具体的,所述的液体缓冲层的材质为硬质橡胶。
15、本发明与现有技术相比,具有如下技术效果:
16、本发明的用于检验焊缝强度的内应力生成装置,在卷焊圆筒体内部施加内应力,使得卷焊圆筒体沿径向膨胀,卷焊圆筒体膨胀后,壁面上每一个点均受到环形拉伸,焊缝也受到拉力。通过调整内应力数值,使焊缝受到的拉力刚好等于战斗部实际使用时焊缝受到的拉力,随后测量焊缝是否发生损坏,若焊缝损坏,则认为焊缝强度不足;若焊缝完好无损,认为焊缝满足后续使用要求,能够保证战斗部发射时的安全性。
技术特征:
1.一种用于检验焊缝强度的内应力生成装置,包括卷焊圆筒体(1),其特征在于:
2.如权利要求1所述的用于检验焊缝强度的内应力生成装置,其特征在于,所述的液体缓冲层(2)轴截面的厚度与卷焊圆筒体(1)内侧面的直径之比为1:(8~9)。
3.如权利要求1所述的用于检验焊缝强度的内应力生成装置,其特征在于,所述的上弹簧环(6)和下弹簧环(7)的轴向截面的直径为23mm。
4.如权利要求1所述的用于检验焊缝强度的内应力生成装置,其特征在于,所述的径向挤压体(5)的数目为八个。
5.如权利要求1所述的用于检验焊缝强度的内应力生成装置,其特征在于,所述的上弹簧环(6)和下弹簧环(7)的材料为弹簧钢。
6.如权利要求1所述的用于检验焊缝强度的内应力生成装置,其特征在于,所述的上弹簧环(6)和下弹簧环(7)的数目各为两个。
7.如权利要求1所述的用于检验焊缝强度的内应力生成装置,其特征在于,所述的液体缓冲层(2)的材质为硬质橡胶。
技术总结
本发明提供了一种用于检验焊缝强度的内应力生成装置,包括卷焊圆筒体和液体缓冲层,液体缓冲层内设置有多个径向挤压体,径向挤压体内部安装有弹簧环,弹簧环将多个径向挤压体连接在一起,径向挤压体内侧设置有轴向挤压体,轴向挤压体内安装有轴向压力螺钉,轴向压力螺钉的两端设置有螺钉法兰和加压螺母。本发明在卷焊圆筒体内部施加内应力,使得卷焊圆筒体沿径向膨胀,卷焊圆筒体膨胀后,壁面上每一个点均受到环形拉伸,焊缝也受到拉力,焊缝受到的拉力刚好等于战斗部实际使用时焊缝受到的拉力,随后测量焊缝是否发生损坏,若焊缝损坏,则认为焊缝强度不足;若焊缝完好无损,认为焊缝满足后续使用要求,能够保证战斗部发射时的安全性。
技术研发人员:许志峰,韩天一,郑雄伟,王世英
受保护的技术使用者:西安近代化学研究所
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!