一种Type-C金属表面自动化光学检测装置和方法与流程
本发明涉及金属表面加工,特别涉及一种type-c金属表面自动化光学检测装置和方法。
背景技术:
1、近年来,type-c因其“快、强、小”的特性备受关注。现在越来越多的产品开始采用type-c接口。type-c连接器的生产流程,一般可分为四个阶段:注塑、电镀、冲压、组装。type-c连接器插针冲压完成后即应送去电镀工段,在此阶段,连接器的电子接触表面将镀上各种金属涂层并且出现与冲压阶段相似的一类问题,如插针的扭曲、碎裂或变形。
2、然而对于多数机器视觉系统供应商而言,电镀过程中所出现的许多质量缺陷还属于检测系统的“禁区”。电子连接器制造商希望检测系统能够检测到连接器插针电镀表面上各种不一致的缺陷,如细小划痕和针孔。尽管这些缺陷对于其它产品(如铝制罐头底盖或其它相对平坦的表面)是很容易被识别出来,但由于大多数电子连接器不规则且含角度的表面设计,视觉检测系统很难得到足以识别出这些细微缺陷所需的图像。
技术实现思路
1、本发明的主要目的是提供一种type-c金属表面自动化光学检测装置,旨在全方位检测type-c连接器金属表面的缺陷。
2、为实现上述目的,本发明提出的type-c金属表面自动化光学检测装置,包括:
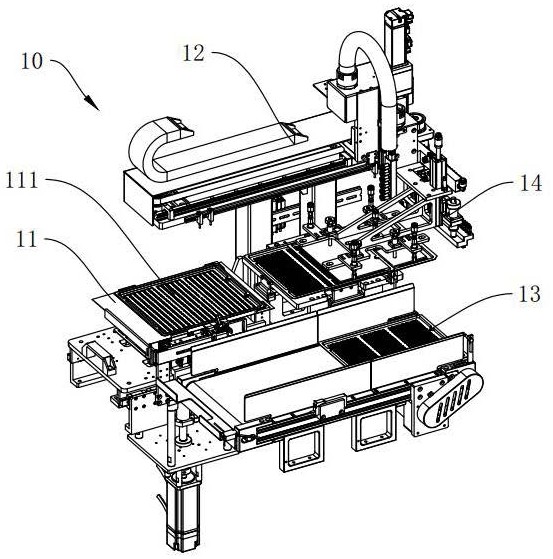
3、上料机构,所述上料机构包括上料模块、设于上料模块上方的搬运机构及设于所述上料模块一侧的料盘暂存模块,所述上料模块设置有多个堆叠设置的盛装有物料的载盘,所述搬运机构用于将上料后的空载盘转移至料盘暂存模块;
4、光学检测机构,所述光学检测机构设置有多个检测工位,分别检测物料不同的检测面和不同种类的缺陷;
5、吸料模组,所述吸料模组位于所述上料机构上方,用于将待检测物料转移至所述光学检测机构;
6、下料分料机构,所述下料分料机构包括ng流道模块、料盘收料模块及ng可修复类别缺陷生产治具;以及
7、控制机构,所述控制机构包括人机界面显示模块 ,并通讯连接于所述光学检测机构,用于获取所述光学检测机构获取的图像并进行图像处和结果输出。
8、在本申请的一实施例中,所述多个检测工位包括:
9、第一检测工位,用于入料后物料载盘的二次定位与缓存,所述第一检测工位设置有缓存治具,所述缓存治具内具有多个用于收容物料的穴位;
10、第二检测工位,用于检测物料的侧弧面、斜弧角、产品种类及缺陷种类;
11、第三检测工位,用于检测物料的正反面、斜弧面、产品种类及缺陷种类;以及
12、第四检测工位,用于检测物料的斜底部、产品种类及缺陷种类。
13、在本申请的一实施例中,每一所述检测工位均设置有相机、镜头、光源以及直线电机,所述物料载盘驱动连接于所述直线电机,以使物料依次通过所述相机。
14、在本申请的一实施例中,所述上料机构还包括定位机构,所述定位机构设置于所述上料模块的一侧,用于对所述载盘进行二次定位。
15、在本申请的一实施例中,所述吸料模组包括多个阵列排布的吸盘,每一吸盘均连接一驱动结构。
16、在本申请的一实施例中,所述控制机构包括算法图像处理模块,用于实时接收所述光学检测机构拍摄的图像,并对图像做预处理,并与预设训练模型做缺陷检测与判定。
17、在本申请的一实施例中,所述预处理包括图像裁剪、图像增强与图像拼排。
18、为实现上述目的,本发明还提供一种type-c金属表面自动化光学检测方法,应用于如上所述的type-c金属表面自动化光学检测装置,包括以下步骤:
19、s1:将待测物料通过上料机构输送至光学检测机构,并依次经过第一检测工位、第二检测工位、第三检测工位以及第四检测工位;
20、s2:在第一检测工位对物料载盘进行二次定位和缓存,便于后续检测;
21、s3:在第二检测工位对物料的侧弧面、斜弧角、产品种类及缺陷种类进行检测;
22、s4:在第三检测工位对物料的正反面、斜弧面、产品种类及缺陷种类进行检测;
23、s5:在第四检测工位对物料的斜底部、产品种类及缺陷种类进行检测;
24、s6:第二检测工位、第三检测工位及第四检测工位将拍摄的图像传输至控制机构并进行分析,控制机构对下料分料机构发出指令,将检测完成的物料分别放置于ng流道模块、料盘收料模块及ng可修复类别缺陷生产治具;
25、s7:控制机构将检测结果的图像与缺陷数据进行存储,并做出待测物料的良率分析。
26、本发明技术方案通过采用上料机构将待测物料输送至光学检测机构,并依次经过多个检测工位,分别检测物料的不同的检测面和不同种类的缺陷,并拍摄图像,拍摄后的图像传输至控制机构,控制机构对拍摄的图像进行分析,根据不同种类的缺陷将检测后的物料通过不同的下料分料通道进行输出。可以对物料细微异物、瑕疵、缺陷进行检测,防止不良品流出。
技术特征:
1.一种type-c金属表面自动化光学检测装置,其特征在于,包括:
2.如权利要求1所述的type-c金属表面自动化光学检测装置,其特征在于,所述多个检测工位包括:
3.如权利要求2所述的type-c金属表面自动化光学检测装置,其特征在于,每一所述检测工位均设置有相机、镜头、光源以及直线电机,所述物料载盘驱动连接于所述直线电机,以使物料依次通过所述相机。
4.如权利要求1至3中任意一项所述的type-c金属表面自动化光学检测装置,其特征在于,所述上料机构还包括定位机构,所述定位机构设置于所述上料模块的一侧,用于对所述载盘进行二次定位。
5.如权利要求1至3中任意一项所述的type-c金属表面自动化光学检测装置,其特征在于,所述吸料模组包括多个阵列排布的吸盘,每一吸盘均连接一驱动结构。
6.如权利要求1所述的type-c金属表面自动化光学检测装置,其特征在于,所述控制机构包括算法图像处理模块,用于实时接收所述光学检测机构拍摄的图像,并对图像做预处理,并与预设训练模型做缺陷检测与判定。
7.如权利要求6所述的type-c金属表面自动化光学检测装置,其特征在于,所述预处理包括图像裁剪、图像增强与图像拼排。
8.一种type-c金属表面自动化光学检测方法,应用于如权利要求1至7任一所述的type-c金属表面自动化光学检测装置,其特征在于,包括以下步骤:
技术总结
本发明公开了一种Type‑C金属表面自动化光学检测装置和方法,其中,Type‑C金属表面自动化光学检测装置包括上料机构、光学检测机构、下料分料机构以及控制机构,上料机构包括上料模块、设于上料模块上方的搬运机构及设于上料模块一侧的料盘暂存模块,上料模块设置有多个堆叠设置的盛装有物料的载盘,搬运机构用于将上料后的空载盘转移至料盘暂存模块;光学检测机构设置有多个检测工位,分别检测物料不同的检测面和不同种类的缺陷;控制机构包括人机界面显示模块,并通讯连接于光学检测机构,用于获取光学检测机构获取的图像并进行图像处和结果输出。本发明技术方案旨在全方位检测Type‑C连接器金属表面的缺陷。
技术研发人员:陈志忠,谢水龙,周志刚,高学文,何声杰
受保护的技术使用者:深圳市玻尔智造科技有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!