一种钢桶桶口件螺圈检测用块规的制作方法
本发明涉及测量工具,尤其是指一种钢桶桶口件螺圈检测用块规。
背景技术:
1、钢桶作为一种金属容器,以其卓越的强度和抗冲击性在多个领域得到广泛应用。在钢桶的生产制造过程中,涉及到在钢桶顶部锁装桶口件螺圈(通常称法兰)的步骤。为确保螺圈螺纹不被压坏,且螺塞旋入螺圈的扭力不会导致锁紧在桶顶上的螺圈在规定的扭矩内不会松动,需要将螺圈的铆合高度控制在预定的工艺范围内。
2、目前,对螺圈铆合高度的控制一般采用游标卡尺进行测量。这种方法要求将铆好的螺圈下端面紧贴置于平面上,然后使用卡尺测量深度,即为螺圈的铆合高度。然而,由于测量结果与游标卡尺与螺圈平面的垂直度有关,且因人而异,导致测量结果存在一定的不确定性,且效率较低。
3、此外,在螺圈锁装的过程中,常常忽略了螺圈内径的检测,导致出现螺塞旋转困难或无法旋入的情况。特别是当铆合后的螺圈内径小于标准范围内时,说明铆合高度过低,导致螺圈螺纹因受力过度而产生直径收缩和螺距不等,从而使得螺塞无法顺利旋入。因此,为了解决这一问题,需要螺圈铆合后的检验项目中需要增加检测螺圈内径的项目,以确保螺圈铆合的高度在合适的范围内,减少因铆合高度不当而引起的螺塞旋转困难的情况。
技术实现思路
1、为此,本发明所要解决的技术问题在于克服现有技术中使用游标卡尺进行螺圈铆合高度的测量存在不确定性、效率低的问题以及缺少螺圈内径的检测过程导致螺塞难以旋入的问题。
2、为解决上述技术问题,本发明提供一种钢桶桶口件螺圈检测用块规,包括本体,所述块规还包括:
3、第一螺圈铆合内径检测部,包括沿所述本体第一方向相对设置的第一内径基准端一和第二内径基准端一;
4、第一螺圈铆合高度检测部,包括凹设于所述第二内径基准端一的第一检测槽,所述第一检测槽包括沿第二方向相对设置的第一高度基准端一和第二高度基准端一,所述第一方向与所述第二方向垂直。
5、在本发明的一种实施方式中,所述块规还包括第二螺圈铆合内径检测部,包括沿所述第一内径基准端一外向第一方向延伸的检测块,所述检测块包括沿第二方向相对设置的第一内径基准端二和第二内径基准端二。
6、在本发明的一种实施方式中,所述块规还包括第二螺圈铆合高度检测部,包括凹设于所述检测块的第二检测槽,所述第二检测槽包括沿所述第一方向相对设置的第一高度基准端二和第二高度基准端二。
7、在本发明的一种实施方式中,所述第一内径基准端一的部分凸设有凸端面,所述检测块延伸于所述凸端面,所述第二检测槽中的第一高度基准端二或第二高度基准端二形成于所述凸端面。
8、在本发明的一种实施方式中,所述块规还包括预制孔八角宽度和/或深度检测部,包括沿所述第二内径基准端一内向第一方向凹设的两个凹部,两个所述凹部各自的侧端分别形成第一宽度基准端和第二宽度基准端,所述第二内径基准端一被构造为第一深度基准端,两个所述凹部各自的底端共同构造为第二深度基准端。
9、在本发明的一种实施方式中,所述块规还包括螺圈螺纹高度检测部,沿所述本体第二方向的一端和/或两端延伸有凸块,所述凸块与所述本体在其第二方向的端面之间形成凹槽,所述凹槽的底端面在测量时与螺纹相抵,所述本体在其第二方向的端面被构造为测量基准面。
10、本发明的上述技术方案相比现有技术具有以下优点:
11、本发明所述的一种钢桶桶口件螺圈检测用块规,解决了现有技术中使用游标卡尺测量不确定性、效率低以及缺少螺圈内径检测导致螺塞旋入问题的技术问题。通过将多个检测部分集成在一体的块规上,提高了测量的效率和准确性;同时,该块规的设计考虑到了不同尺寸螺圈的检测需求,具有较好的通用性。
技术特征:
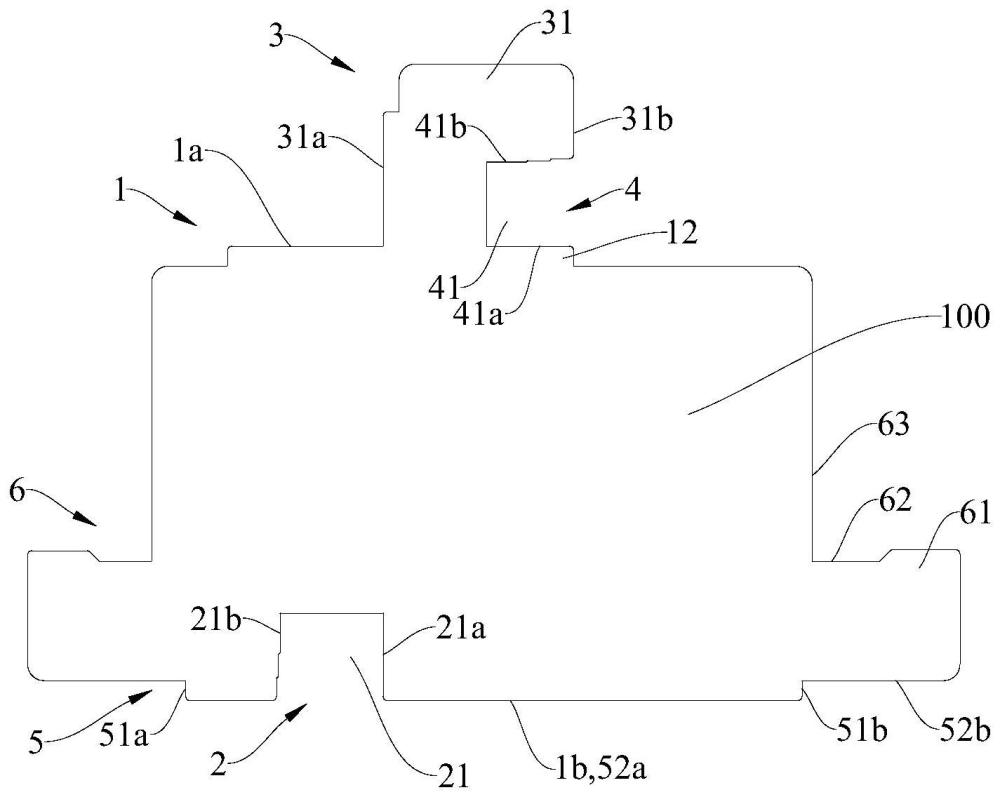
1.一种钢桶桶口件螺圈检测用块规,其特征在于,包括本体(100),所述块规还包括:
2.根据权利要求1所述的一种钢桶桶口件螺圈检测用块规,其特征在于,所述块规还包括第二螺圈铆合内径检测部(3),包括沿所述第一内径基准端一(1a)外向第一方向延伸的检测块(31),所述检测块(31)包括沿第二方向相对设置的第一内径基准端二(31a)和第二内径基准端二(31b)。
3.根据权利要求2所述的一种钢桶桶口件螺圈检测用块规,其特征在于,所述块规还包括第二螺圈铆合高度检测部(4),包括凹设于所述检测块(31)的第二检测槽(41),所述第二检测槽(41)包括沿所述第一方向相对设置的第一高度基准端二(41a)和第二高度基准端二(41b)。
4.根据权利要求3所述的一种钢桶桶口件螺圈检测用块规,其特征在于,所述第一内径基准端一(1a)的部分凸设有凸端面(12),所述检测块(31)延伸于所述凸端面(12),所述第二检测槽(41)中的第一高度基准端二(41a)或第二高度基准端二(41b)形成于所述凸端面(12)。
5.根据权利要求1所述的一种钢桶桶口件螺圈检测用块规,其特征在于,所述块规还包括预制孔八角宽度和/或深度检测部(5),包括沿所述第二内径基准端一(1b)内向第一方向凹设的两个凹部,两个所述凹部各自的侧端分别形成第一宽度基准端(51a)和第二宽度基准端(51b),第二内径基准端一(1b)被构造为第一深度基准端(52a),两个所述凹部各自的底端共同构造为第二深度基准端(52b)。
6.根据权利要求1所述的一种钢桶桶口件螺圈检测用块规,其特征在于,所述块规还包括螺圈螺纹高度检测部(6),包括沿所述本体(100)第二方向的一端和/或两端延伸的凸块(61),所述凸块(61)与所述本体(100)在其第二方向的端面之间形成凹槽(62),所述凹槽(62)的底端面在测量时与螺纹相抵,所述本体(100)在其第二方向的端面被构造为测量基准面(63)。
技术总结
本发明涉及一种钢桶桶口件螺圈检测用块规。本发明包括本体,所述块规还包括:第一螺圈铆合内径检测部,包括沿所述本体第一方向相对设置的第一内径基准端一和第二内径基准端一;第一螺圈铆合高度检测部,包括凹设于所述第二内径基准端一的第一检测槽,所述第一检测槽包括沿所述第二方向相对设置的第一高度基准端一和第二高度基准端一,所述第一方向与所述第二方向垂直。本发明所述的一种钢桶桶口件螺圈检测用块规,解决了现有技术中使用游标卡尺测量不确定性、效率低以及缺少螺圈内径检测导致螺塞旋入问题的技术问题。
技术研发人员:茆林凤,吴建平
受保护的技术使用者:无锡四方友信股份有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!