一种组合式矩形花键多尺寸量规的制作方法
1.本实用新型涉及机械测绘技术领域,具体地说是一种组合式矩形花键多尺寸量规。
背景技术:
2.矩形花键工件包括矩形内花键工件和矩形外花键工件,矩形内花键工件包括内孔和设有该内孔圆周上的若干的矩形键槽;矩形外花键工件的外圆周上设有若干的外凸的矩形键。矩形花键工件在加工或者质检工作过程中,需要对其尺寸是否达标进行测量工作,这个工作可统称为尺寸的质检工作。
3.现有技术中,对于矩形内花键的尺寸质检工作,通常采用内塞规进行测量,内塞规的外轮廓与矩形内花键工件的内圈特征相对应,内塞规的尺寸与标准尺寸相对应,通过将内塞规插入到矩形内花键中的方式进行测量,进而通过内塞规与被测工件之间的配合情况来判断矩形内花键的尺寸是否达标;采用环规来对矩形外花键工件进行测量工作,测量的时候,将环规套设在矩形外花键工件上,通过两者的配合情况来判断尺寸是否达标。
4.现有技术中无论是环规还是内塞规,都只能对单一尺寸的工件进行测量,如果车间中生产的花键型号有多种,那么就得准备多型号的环规或者内塞规,这一是增加了企业的生产成本,二是量具一多便不利于进行收纳管理。上面的问题概括为不方便对多型号矩形花键工件进行测量的问题。
技术实现要素:
5.本实用新型的目的在于提供一种组合式矩形花键多尺寸量规,用于解决不方便对多型号矩形花键工件进行测量的问题。
6.本实用新型解决其技术问题所采取的技术方案是:
7.一种组合式矩形花键多尺寸量规,包括基座,所述基座上设有多组量块组,每组所述量块组分别由多根呈圆周阵列分布的量块组成,所述量块呈长方体,所述量块可拆卸地连接在基座上。
8.有益效果是:可用于矩形内花键的尺寸质检工作,也可用于矩形外花键的尺寸质检工作。本实用新型在闲置的时候,将各量块都置于基座上,与采用多量具相比,利于避免量具的丢失、利于收纳。当需要质检对应尺寸的矩形花键的时候,只保留与被测量矩形花键的标准尺寸相匹配的量块组的各量块,拆除多余的量块,即可用于矩形花键的尺寸质检工作,便于对多型号的矩形花键工件进行尺寸质检工作。对于企业而言,可降低对不同型号量具的需求,降低企业成本。
9.进一步地,所述基座上设有手柄。
10.有益效果是:便于测量工作中对本实用新型的手持。
11.进一步地,所述基座包括轴向定位座和径向定位座,径向定位座可拆卸的连接在轴向定位座上,径向定位座上设有若干的量块插孔,量块插孔用于插接所述量块,量块插孔
的形状与插接的量块的形状相匹配,轴向定位座位于所述量块插孔的一端。
12.有益效果是:利于量块在本实用新型上的快速定位安装工作,进而利于保证测量工作的准确性。
13.进一步地,所述量块的端部设有第一螺纹孔,所述轴向定位座上穿套有第一螺栓,第一螺栓与第一螺纹孔配合。
14.有益效果是:便于量块的固定和拆卸工作,测量的时候利于量块位置的稳定性。测量中,用不到的量块利于快速拆卸工作。
15.进一步地,所述轴向定位座上穿套有第二螺栓,第二螺栓螺纹连接在所述径向定位座上。
16.有益效果是:便于轴向定位座和径向定位座之间的拆卸工作。
17.进一步地,包括至少两个所述第二螺栓。
18.有益效果是:利于轴向定位座和径向定位座之间安装的定位工作。
附图说明
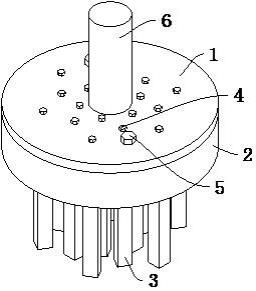
19.图1为本实用新型实施方式的立体示意图;
20.图2为图1的俯视图;
21.图3为图2的a-a剖面示意图;
22.图4为图1的主视图;
23.图5为图1的仰视图;
24.图6为径向定位座的立体示意图;
25.图7为量杆的立体图;
26.图8为矩形内花键工件的测量方式示意图;
27.图9为矩形外花键工件的测量方式示意图;
28.图中:1轴向定位座,2径向定位座,21量块插孔,3量块,31第一螺纹孔,4第一螺栓,5第二螺栓,6手柄,61螺杆件,7矩形内花键工件,8矩形外花键工件,81矩形外花键。
具体实施方式
29.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.如图1、图3、图4和图5所示,一种组合式矩形花键多尺寸量规,包括基座,基座上设有多组量块组,每组量块组分别由多根呈圆周阵列分布的量块3组成。量块3呈长方体,量块3可拆卸地连接在基座上。
31.如图1至图5所示,基座包括轴向定位座1和径向定位座2,径向定位座2可拆卸的连接在轴向定位座1上。轴向定位座1上穿套有第二螺栓5,设置两个第二螺栓,进而便于径向定位座2和轴向定位座1之间位置的定位。第二螺栓5螺纹连接在径向定位座2上,径向定位座2上设置用于与第二螺栓5配合的螺纹孔。轴向定位座1和径向定位座2采用金属材质。
32.如图1至图7所示,径向定位座2上设有若干的量块插孔21,量块插孔21用于插接量块3。量块插孔21的形状与插接的量块3的形状相匹配——也就是量块插孔的横截面也是矩形,并且该矩形的横截面尺寸与量块横截面的矩形特征的尺寸相匹配。量块插孔21用于量块3在基座上的径向(相对于圆周阵列特征而言)的定位工作。轴向定位座1位于量块插孔21的一端,进而在量块3的长度方向上为量块进行定位和限位。量块3的端部设有第一螺纹孔31,轴向定位座1上穿套有第一螺栓4,第一螺栓4与第一螺纹孔31配合,进而便于量块的快速拆装工作。径向定位座2通过量块插孔21来对量块进行一个径向的定位,轴向定位座用于对量块3进行轴向的定位,通过量块插孔21、第一螺栓4,利于对量块进行拆装定位工作。
33.如图5所示,每组量块组设置六个量块3,进而用于六键矩形花键的尺寸测量工作,量块3横截面的长宽、同一组量块组中各量块3的圆周阵列的参考圆的尺寸,根据被测工件矩形花键特征的标准尺寸而定。
34.如图1至图4所示,基座上设有手柄6,手柄6包括螺杆件61,螺杆件61穿过轴向定位座1,螺杆件61螺纹连接在径向定位座2上。
35.本实用新型既可用于矩形内花键的尺寸质检工作,也可用于矩形外花键的尺寸质检工作。
36.如图8所示,当本实用新型用于矩形内花键工件7的尺寸质检工作的时候,拆除其他量块组,只保留与矩形内花键工件7的标准尺寸相对应的量块组。将矩形内花键工件7套设在量块组上。通过各矩形内花键与量块3的配合情况来判断产品尺寸是否达标。
37.如图9所示,当本实用新型用于矩形外花键工件8的尺寸质检的时候,拆除其他量块组,只保留与矩形外花键工件8的标准尺寸相对应的量块组。将矩形外花键工件8置于所保留的量块组的内圈。通过各矩形外花键81与量块3的配合情况来判断产品尺寸是否达标。
38.除了上述有益效果之外,本实用新型还具有可适用不同键数的矩形花键的尺寸质检工作。比如本实施方式中的每组量块组的量块的数量为六个,本实施方式也可用于三键矩形花键工件的尺寸质检工作,质检三键矩形花键工件的时候,只保留对应位置处的三个量块即可,其他量块拆除。
39.对于每组量块组中的量块的数量,除了本实施方式中列举的6个之外,也可是其他的数量,比如4个、8个、12个、16个
……
,除了设置偶数个之外,也可考虑设置奇数个。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1