一种短圆弧大直径叶片的测量装置的制作方法
本技术涉及一种测量装置,具体涉及一种短圆弧大直径叶片的测量装置。
背景技术:
1、在数控机床上加工短圆弧大直径叶片单个零件时,零件的半径尺寸无法用常规测具直接测量,必须在三坐标测量机上进行测量。三坐标测量机测量效率低,也不便于加工零件的操作者及时得知加工尺寸变化情况。
技术实现思路
1、本实用新型提供一种短圆弧大直径叶片的测量装置,能够快速测量零件的半径尺寸,以便及时发现零件的尺寸变化,调整加工方案。
2、本实用新型的技术方案如下:
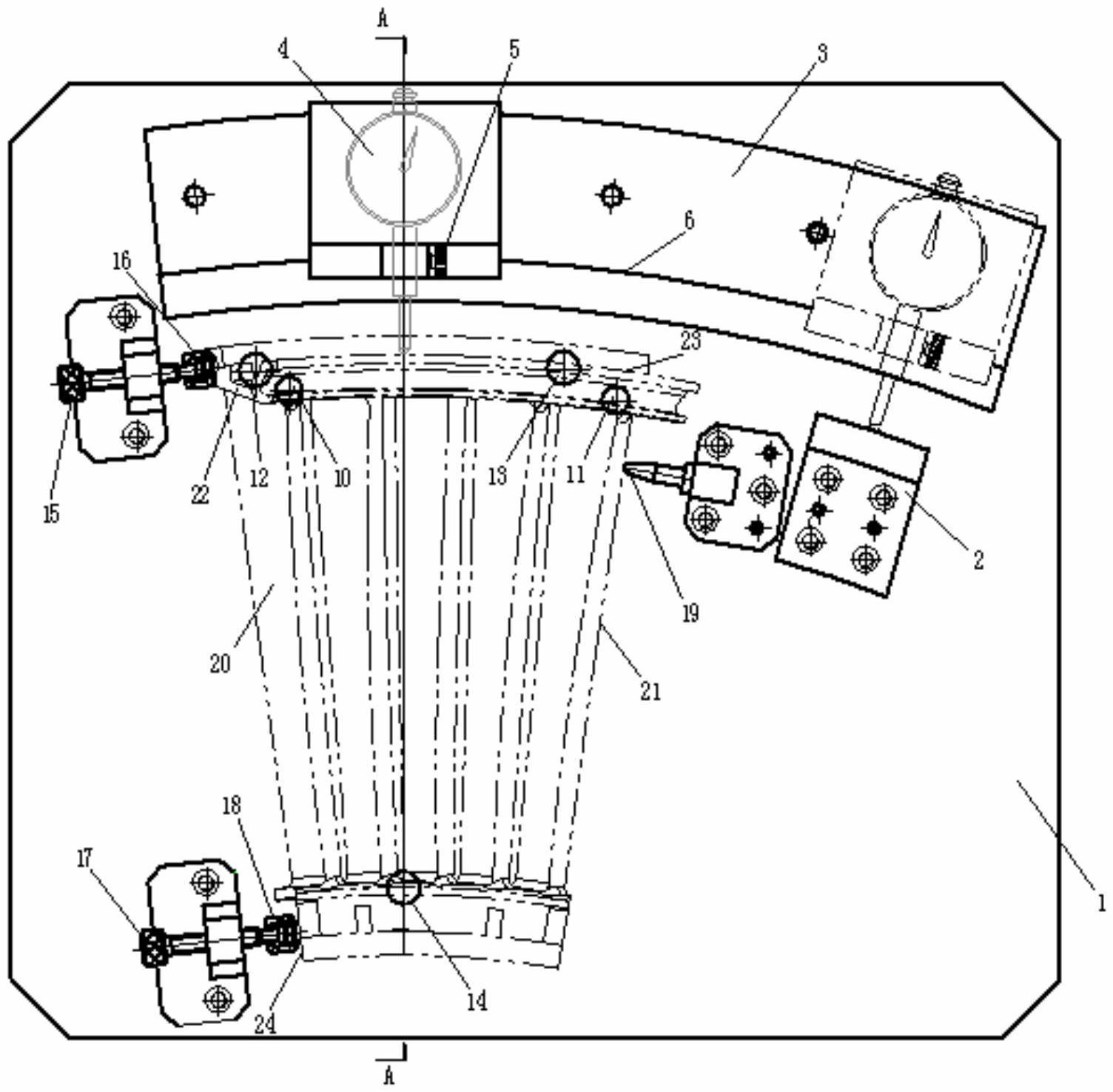
3、一种短圆弧大直径叶片的测量装置,包括底座、对表座、滑表块、百分表、百分表座和叶片定位机构,所述对表座、滑表块和叶片定位机构设置在所述底座上,叶片安装在叶片定位机构上;所述滑表块的上端面设有为圆弧形台阶,所述圆弧形台阶的外圆弧面与所述对表座的对表弧面及叶片上缘板圆弧面的圆心同轴设置,所述对表座的对表弧面的半径为叶片上缘板圆弧面的半径的理论值;所述百分表安装在所述百分表座上,所述百分表座与所述滑表块配合放置进行测量工作。
4、进一步地,所述的短圆弧大直径叶片的测量装置,所述百分表座包括座体、支架、百分表固定螺钉和两个圆柱销,所述座体的一侧上部设有横向伸出块,所述支架设置在所述横向伸出块的上端面,所述支架设有安装孔,所述百分表安装在所述安装孔并由百分表固定螺钉予以固定;两个圆柱销平行设置在所述横向伸出块的下端面,所述座体的下表面贴放在所述滑表块的上表面上,所述圆柱销与所述滑表块的圆弧形台阶的外圆弧面贴合。
5、进一步地,所述的短圆弧大直径叶片的测量装置,所述叶片定位机构包括压紧结构一、压紧结构二、定位结构、定位球杆一、定位球杆二、支撑销一、支撑销二和支撑销三,压紧结构一包括底板一、压紧螺钉一和压紧块一,压紧结构二包括底板二、压紧螺钉二和压紧块二,所述定位结构包括底块和顶销,底板一、底板二、底块、定位球杆一、定位球杆二、支撑销一、支撑销二和支撑销三固定设置在所述底座上;底板一上设有支块一,压紧螺钉一横向设置且拧入支块一中,压紧块一设置在压紧螺钉一的端头;底板二上设有支块二,压紧螺钉二横向设置且拧入支块二中,压紧块二设置在压紧螺钉二的端头;所述顶销横向设置且其尾端设置在所述底块中;定位球杆一用于定位叶片上缘板盆侧流道表面,定位球杆二用于定位叶片上缘板背侧流道表面,支撑销一用于支撑叶片上缘板排气边方向盆侧部位,支撑销二用于支撑叶片上缘板排气边方向背侧部位,支撑销三用于支撑叶片下缘板排气边方向盆侧部位,所述顶销用于顶住叶片的叶背,压紧块一用于压紧叶片上缘板盆向表面,压紧块二用于压紧叶片下缘板盆向表面。
6、本实用新型的有益效果为:本实用新型提供了简单实用的测量装置,加工的短圆弧大直径叶片能够及时测量,极大的提高了测量效率。本实用新型的百分表座在滑表块的测量圆弧上滑动,百分表表针变化量能够反映出叶片上缘板圆弧面上每个点数值的变化,发现表针的变化量异常可及时调整加工方案,避免产品出现批量报废的现象。
技术特征:
1.一种短圆弧大直径叶片的测量装置,其特征在于,包括底座、对表座、滑表块、百分表、百分表座和叶片定位机构,所述对表座、滑表块和叶片定位机构设置在所述底座上,叶片安装在叶片定位机构上;所述滑表块的上端面设有为圆弧形台阶,所述圆弧形台阶的外圆弧面与所述对表座的对表弧面及叶片上缘板圆弧面的圆心同轴设置,所述对表座的对表弧面的半径为叶片上缘板圆弧面的半径的理论值;所述百分表安装在所述百分表座上,所述百分表座与所述滑表块配合放置进行测量工作。
2.根据权利要求1所述的短圆弧大直径叶片的测量装置,其特征在于,所述百分表座包括座体、支架、百分表固定螺钉和两个圆柱销,所述座体的一侧上部设有横向伸出块,所述支架设置在所述横向伸出块的上端面,所述支架设有安装孔,所述百分表安装在所述安装孔并由百分表固定螺钉予以固定;两个圆柱销平行设置在所述横向伸出块的下端面,所述座体的下表面贴放在所述滑表块的上表面上,所述圆柱销与所述滑表块的圆弧形台阶的外圆弧面贴合。
3.根据权利要求1所述的短圆弧大直径叶片的测量装置,其特征在于,所述叶片定位机构包括压紧结构一、压紧结构二、定位结构、定位球杆一、定位球杆二、支撑销一、支撑销二和支撑销三,压紧结构一包括底板一、压紧螺钉一和压紧块一,压紧结构二包括底板二、压紧螺钉二和压紧块二,所述定位结构包括底块和顶销,底板一、底板二、底块、定位球杆一、定位球杆二、支撑销一、支撑销二和支撑销三固定设置在所述底座上;底板一上设有支块一,压紧螺钉一横向设置且拧入支块一中,压紧块一设置在压紧螺钉一的端头;底板二上设有支块二,压紧螺钉二横向设置且拧入支块二中,压紧块二设置在压紧螺钉二的端头;所述顶销横向设置且其尾端设置在所述底块中;定位球杆一用于定位叶片上缘板盆侧流道表面,定位球杆二用于定位叶片上缘板背侧流道表面,支撑销一用于支撑叶片上缘板排气边方向盆侧部位,支撑销二用于支撑叶片上缘板排气边方向背侧部位,支撑销三用于支撑叶片下缘板排气边方向盆侧部位,所述顶销用于顶住叶片的叶背,压紧块一用于压紧叶片上缘板盆向表面,压紧块二用于压紧叶片下缘板盆向表面。
技术总结
本技术涉及一种测量装置,具体涉及一种短圆弧大直径叶片的测量装置。本技术的技术方案如下:包括底座、对表座、滑表块、百分表、百分表座和叶片定位机构,所述对表座、滑表块和叶片定位机构设置在所述底座上,叶片安装在叶片定位机构上;所述滑表块的上端面设有为圆弧形台阶,所述圆弧形台阶的外圆弧面与所述对表座的对表弧面及叶片上缘板圆弧面的圆心同轴设置,所述对表座的对表弧面的半径为叶片上缘板圆弧面的半径的理论值;所述百分表安装在所述百分表座上,所述百分表座与所述滑表块配合放置进行测量工作。本技术能够快速测量零件的半径尺寸,以便及时发现零件的尺寸变化,调整加工方案。
技术研发人员:郭仁国,邢文,李占龙
受保护的技术使用者:沈阳强航时代精密科技有限公司
技术研发日:20230206
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!