一种用于制备钢丝剪切样条的模具结构的制作方法
本申请涉及粘接树脂钢丝剪切性能测试的领域,尤其是涉及一种用于制备钢丝剪切样条的模具结构。
背景技术:
1、粘接树脂的钢丝剪切性能是表征粘接树脂在钢丝网增强聚乙烯复合管生产和应用过程中重要的一个技术指标,主要用于衡量粘接树脂与钢丝之间的粘接性能以及钢丝网增强聚乙烯复合管的结构稳定性,对钢丝网管的长期使用寿命具有重要的意义,国家标准gb/t 32439-2015中对粘接树脂的钢丝剪切性能也有明确规定。相对于金属板材,如钢板、铝板等,都很容易制备粘接试件用于测试其粘接性能,钢丝与粘接树脂的粘接结构件制备比较困难,需要设计特定结构的模具进行试件的制备。
2、因此有必要设计一种用于制备钢丝剪切样条的模具结构,来解决上述技术问题。
技术实现思路
1、为了设计一种用于制备钢丝剪切样条的模具结构,本申请提供一种用于制备钢丝剪切样条的模具结构。
2、本申请提供的一种用于制备钢丝剪切样条的模具结构采用如下的技术方案:
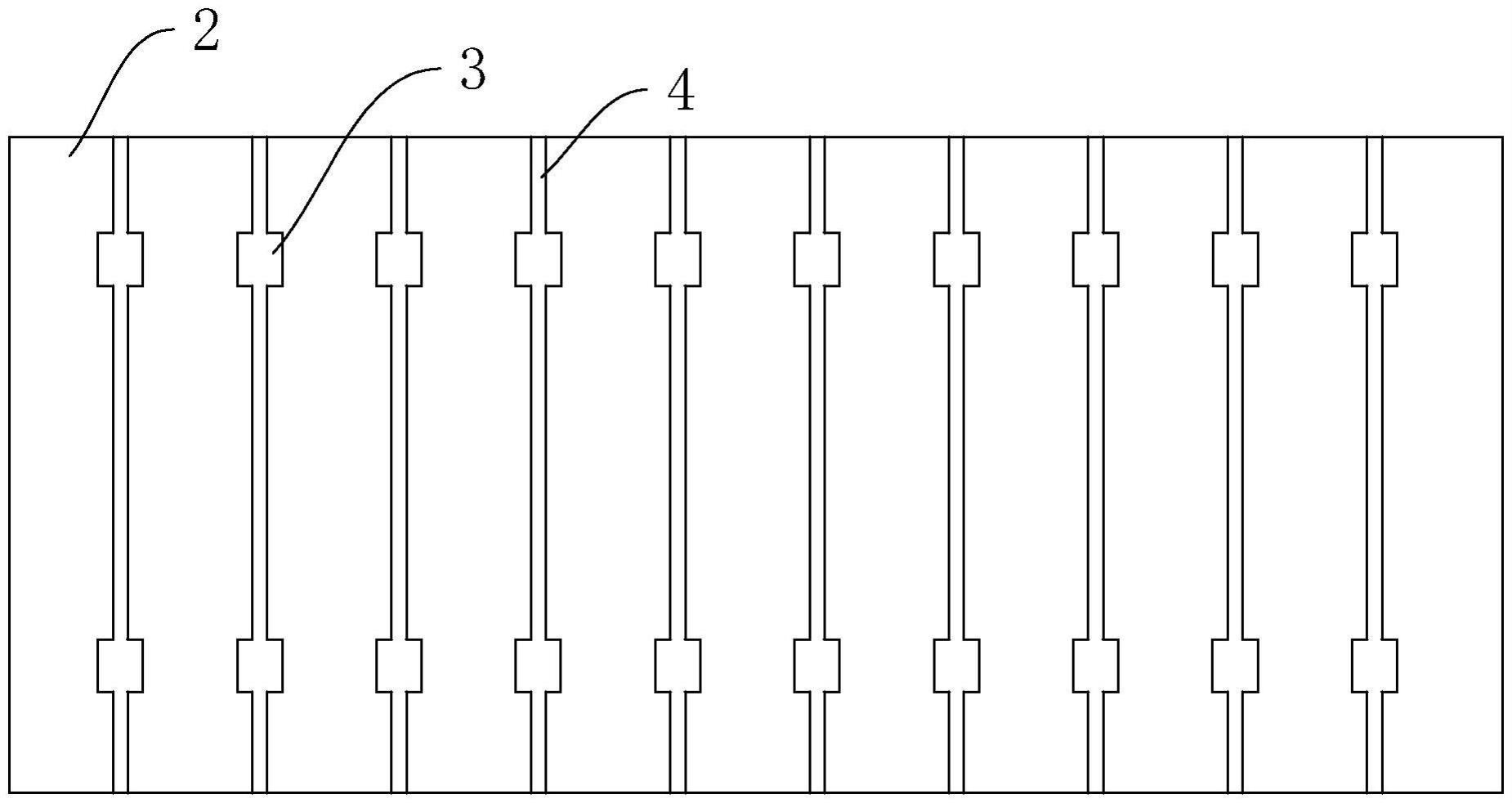
3、一种用于制备钢丝剪切样条的模具结构,包括自上而下依次设置的顶板、定模板和底板,所述定模板上间隔开设有若干用于形成样条的成型槽,若干所述成型槽沿所述定模板的长度方向间隔排列,每个所述成型槽包括钢丝槽和两个热熔胶槽,两个所述热熔胶槽沿所述定模板的宽度方向间隔排列,所述钢丝槽沿所述定模板的宽度方向开设且与两个所述热熔胶槽相连通。
4、通过采用上述技术方案,通过设置顶板和底板,并在顶板和底板之间设置定模板,通过定模板上间隔排列的多个成型槽即可同时制作多个样条,以便于进行对照实验和平行实验。在进行样条的制作时,只需将钢丝放入钢丝槽内,并在两个热熔胶槽内放入热熔胶,经过热熔等操作后即可使热熔胶形成所需的形状并附着在钢丝上,随后将顶板和/或底板取下,将成型槽中的样条取下并将多余的热熔胶去除即可。
5、可选的,两个所述热熔胶槽之间的距离与所述钢丝槽的长度之比为4-6:8-10,所述钢丝槽的长度为80~100mm。
6、通过采用上述技术方案,为了确保测试结果的有效性,需钢丝与粘接树脂块之间有足够的接触面积,除此之外,由于钢丝与粘接树脂块在测试过程中可能会发生相对位移,因此,需要钢丝的长度大于两个粘接树脂块之间的距离,当两个粘接树脂块之间的距离与钢丝的长度之比为4-6:8-10时,能够确保钢丝与粘接树脂块在测试过程中即使发生相对位移也仍能很好的继续进行测试,且钢丝的浪费较少。
7、可选的,所述热熔胶槽为大致的立方体,所述热熔胶槽的边长为9~11mm。
8、通过采用上述技术方案,粘接树脂块的边长需匹配相关测试仪器。
9、可选的,所述热熔胶槽的各边长度之差不大于0.5mm。
10、通过采用上述技术方案,为了确保粘接树脂块能够很好的被固定,且在外部施加剪切力时,粘接树脂块所受剪切力较为均匀,粘接树脂块各边的长度之差不宜大于0.5mm,确保测试结果的准确性。
11、可选的,所述钢丝槽的宽度为0.6~1.5mm,所述钢丝槽的深度大于所述钢丝槽的宽度且两者之差为0.5~2mm。
12、通过采用上述技术方案,钢丝的直径可根据实际测试需求进行选择,钢丝槽的宽度可相较于钢丝稍大,以便于钢丝的取放;此外,钢丝槽的深度。
13、可选的,在所述钢丝槽内放入钢丝后,钢丝的轴线与热熔胶槽的几何中心的距离不大于1mm。
14、通过采用上述技术方案,在进行测试时,需双向施加作用力以形成所需的剪切力,为了确保粘接树脂以及位于粘接树脂块内部的钢丝所受剪切力的均匀性,需钢丝位于粘接树脂块的中心处,从而获得更准确的检测数据。
15、可选的,所述钢丝槽和所述热熔胶槽的表面的粗糙度ra=0.1~0.3μm。
16、通过采用上述技术方案,热熔胶的粘性较好,虽然一般为了便于脱模,会在成型槽内涂抹脱模剂,但是为了便于将样条取下,热熔胶槽和钢丝槽的粗糙度不宜过大。
17、综上所述,本申请包括以下至少一种有益技术效果:
18、根据特定的用于测试钢丝与热熔胶剪切强度的试样结构,特定设计一模具结构,通过定模板上间隔排列的多个成型槽即可同时制作多个样条,以便于进行对照实验和平行实验。
技术特征:
1.一种用于制备钢丝剪切样条的模具结构,其特征在于:包括自上而下依次设置的顶板(1)、定模板(2)和底板(5),所述定模板(2)上间隔开设有若干用于形成样条的成型槽,若干所述成型槽沿所述定模板(2)的长度方向间隔排列,每个所述成型槽包括钢丝槽(4)和两个热熔胶槽(3),两个所述热熔胶槽(3)沿所述定模板(2)的宽度方向间隔排列,所述钢丝槽(4)沿所述定模板(2)的宽度方向开设且与两个所述热熔胶槽(3)相连通。
2.根据权利要求1所述的一种用于制备钢丝剪切样条的模具结构,其特征在于:两个所述热熔胶槽(3)之间的距离与所述钢丝槽(4)的长度之比为4-6:8-10,所述钢丝槽(4)的长度为80~100mm。
3.根据权利要求1所述的一种用于制备钢丝剪切样条的模具结构,其特征在于:所述热熔胶槽(3)为大致的立方体,所述热熔胶槽(3)的边长为9~11mm。
4.根据权利要求1所述的一种用于制备钢丝剪切样条的模具结构,其特征在于:所述热熔胶槽(3)的各边长度之差不大于0.5mm。
5.根据权利要求1所述的一种用于制备钢丝剪切样条的模具结构,其特征在于:所述钢丝槽(4)的宽度为0.6~1.5mm,所述钢丝槽(4)的深度大于所述钢丝槽(4)的宽度且两者之差为0.5~2mm。
6.根据权利要求1所述的一种用于制备钢丝剪切样条的模具结构,其特征在于:在所述钢丝槽(4)内放入钢丝后,钢丝的轴线与热熔胶槽(3)的几何中心的距离不大于1mm。
7.根据权利要求1所述的一种用于制备钢丝剪切样条的模具结构,其特征在于:所述钢丝槽(4)和所述热熔胶槽(3)的表面的粗糙度ra=0.1~0.3μm。
技术总结
本申请涉及一种用于制备钢丝剪切样条的模具结构,包括自上而下依次设置的顶板、定模板和底板,所述定模板上间隔开设有若干用于形成样条的成型槽,若干所述成型槽沿所述定模板的长度方向间隔排列,每个所述成型槽包括钢丝槽和两个热熔胶槽,两个所述热熔胶槽沿所述定模板的宽度方向间隔排列,所述钢丝槽沿所述定模板的宽度方向开设且与两个所述热熔胶槽相连通。本申请具有根据特定的用于测试钢丝与热熔胶剪切强度的试样结构,特定设计一模具结构,通过定模板上间隔排列的多个成型槽即可同时制作多个样条,以便于进行对照实验和平行实验的效果。
技术研发人员:储江顺,杨少辉,毕宏海,李薇薇
受保护的技术使用者:上海邦中新材料有限公司
技术研发日:20230213
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!