一种焊接容器的气密性检测装置的制作方法
本技术涉及焊接容器,具体是指一种焊接容器的气密性检测装置。
背景技术:
1、在一些常见食品设备和压力设备上,经常用到一些加热炉、储水罐、压力罐、真空罐等,这些密封容器大多采用焊接工艺,如果焊接质量不好的话,就可能造成漏气或漏水问题,在产品组装前,如何快速高效的检测这些焊接容器的气密性显得尤其重要。
2、现有检测方式多采用手工方式进行操作,先用接头堵塞容器上多余的开放孔,留一处孔通气压,然后通过压力上的压力损失来判断。此种操作的问题:一是手工拆装接头需要一定的工具,作业人员容易疲劳,检测效率低下;二是如果焊接位置有轻微的砂眼或微小气孔,漏气现象并不明显,压力表读数短时间内并不会有明显的降低,容易造成误判。
技术实现思路
1、本实用新型的目的是克服现有技术中的不足之处,提供一种能够提高检测气密性准确性的焊接容器的气密性检测装置。
2、本实用新型的目的是通过以下技术方案来实现的:
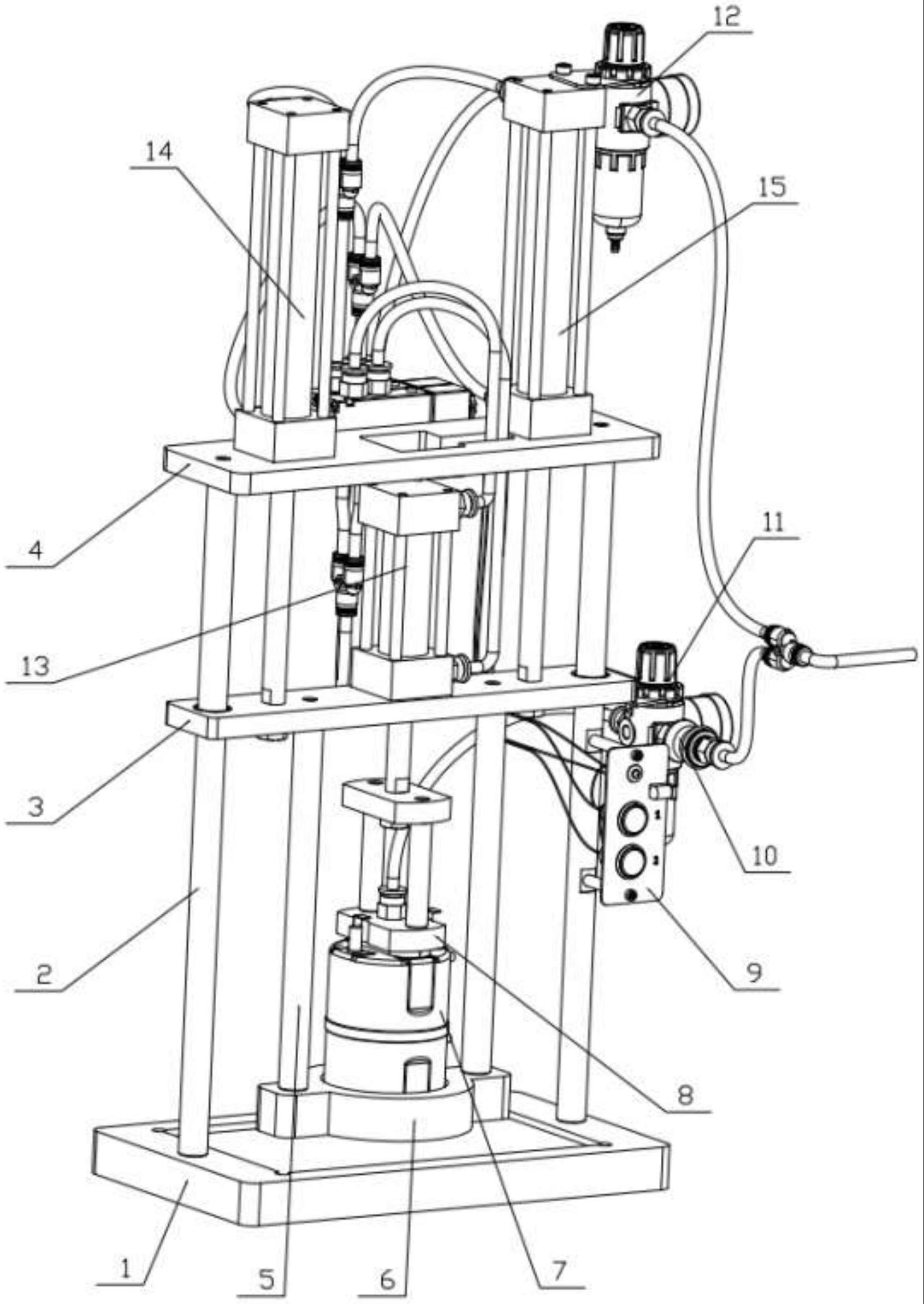
3、一种焊接容器的气密性检测装置,包括固定架组件,所述固定架组件包括底板、滑动板、顶板,所述底板、滑动板、顶板共同穿连有一导向杆,滑动板通过导向杆导向,所述底板和滑动板之间安装有下压组件,下压组件固定焊接容器,提高检测气密性的效率,放置焊接容器在水中浮起,所述固定架组件上安装有气缸组件,气缸组件连接有调压组件,气缸组件通过滑动板带动下压组件固定焊接容器,调压组件对焊接容器进行气密性检测。
4、进一步的,所述气缸组件包括第一气缸,所述第一气缸安装在滑动板上,滑动板与下压组件连接,第一气缸穿过滑动板带动下压组件下压至焊接容器。
5、进一步的,所述气缸组件还包括安装在顶板上的第二气缸和第三气缸,所述第二气缸和第三气缸连接有滑动板,所述第二气缸和第三气缸推动滑动板带动焊接容器下移。
6、进一步的,所述底板上设置有承压座,所述承压座设置有第一卡槽和第二卡槽,所述焊接容器放置在第一卡槽内,所述第二卡槽放置有固定杆,固定杆与滑动板活动连接。
7、进一步的,所述装置连接有调压组件,所述调压组件包括第一调压器和第二调压器,所述第一调压器与焊接容器连接,第一调压器调节进入焊接容器内的气压,第二调压器分别与第一气缸、第二气缸和第三气缸连接,第二调压器调节第一气缸、第二气缸和第三气缸的输入气压。
8、进一步的,所述装置连接有电气组件,所述电气组件包括电源板、第一电磁阀和第二电磁阀,电源板上安装有第一按键开关和第二按键开关,第一按键开关控制第一电磁阀,第二按键开关控制第二电磁阀。
9、进一步的,所述下压组件包括连接块和按压块,所述连接块与第一气缸连接,所述连接块和按压块之间安装有连接杆,连接杆增加下压组件下压进程。
10、进一步的,所述按压块上安装有进气接头,用于连接第一调压器,按压块下连接有第一密封垫,第一密封垫对第一调压器和焊接容器之间的间隙进行密封,提高检测效果。
11、进一步的,所述第一卡槽内放置有第二密封垫,所述第二密封垫与焊接容器底部连接,第二密封垫对底板和焊接容器之间的间隙进行密封。
12、进一步的,所述底板上放置有一装水容器,所述装水容器内盛放下压组件和焊接容器,将焊接容器放入水中,进行气密性检测,方便快捷。
13、本实用新型相比现有技术具有以下优点及有益效果:
14、本实用新型可以实现半自动化检测焊接容器的密封性,不需要作业人员额外的装配和拆卸,操作简单,极大的降低了作业强度;本实用新型可以自动的把检测焊接容器沉浸到水中,检测人员可以直观的查看焊接位置是否有气泡冒出,从而判断焊接容器的气密性是否良好,极大的提高了检测效率,能够很好的保证检测的准确性,本检测装置操作简单方便,对气密性的判定方法简单易懂,具有普遍的实用性。
技术特征:
1.一种焊接容器的气密性检测装置,其特征在于:包括固定架组件,所述固定架组件包括底板、滑动板、顶板,所述底板、滑动板、顶板共同穿连有一导向杆,滑动板通过导向杆导向,所述底板和滑动板之间安装有下压组件,所述固定架组件上安装有气缸组件,气缸组件连接有调压组件,气缸组件通过滑动板带动下压组件固定焊接容器,调压组件对焊接容器进行气密性检测。
2.根据权利要求1所述的焊接容器的气密性检测装置,其特征在于:所述气缸组件包括第一气缸,所述第一气缸安装在滑动板上,滑动板与下压组件连接,第一气缸穿过滑动板带动下压组件下压至焊接容器。
3.根据权利要求2所述的焊接容器的气密性检测装置,其特征在于:所述气缸组件还包括安装在顶板上的第二气缸和第三气缸,所述第二气缸和第三气缸连接有滑动板,所述第二气缸和第三气缸推动滑动板带动焊接容器下移。
4.根据权利要求1所述的焊接容器的气密性检测装置,其特征在于:所述底板上设置有承压座,所述承压座设置有第一卡槽和第二卡槽,所述焊接容器放置在第一卡槽内,所述第二卡槽放置有固定杆,固定杆与滑动板活动连接。
5.根据权利要求3所述的焊接容器的气密性检测装置,其特征在于:所述装置连接有调压组件,所述调压组件包括第一调压器和第二调压器,所述第一调压器与焊接容器连接,第二调压器分别与第一气缸、第二气缸和第三气缸连接。
6.根据权利要求1所述的焊接容器的气密性检测装置,其特征在于:所述装置连接有电气组件,所述电气组件包括电源板、第一电磁阀和第二电磁阀,电源板上安装有第一按键开关和第二按键开关,第一按键开关控制第一电磁阀,第二按键开关控制第二电磁阀。
7.根据权利要求3所述的焊接容器的气密性检测装置,其特征在于:所述下压组件包括连接块和按压块,所述连接块与第一气缸连接,所述连接块和按压块之间安装有连接杆,连接杆增加下压组件下压进程。
8.根据权利要求7所述的焊接容器的气密性检测装置,其特征在于:所述按压块上安装有进气接头,用于连接第一调压器,按压块下连接有第一密封垫。
9.根据权利要求4所述的焊接容器的气密性检测装置,其特征在于:所述第一卡槽内放置有第二密封垫,所述第二密封垫与焊接容器底部连接。
10.根据权利要求1所述的焊接容器的气密性检测装置,其特征在于:所述底板上放置有一装水容器,所述装水容器内盛放下压组件和焊接容器。
技术总结
本技术公开了一种焊接容器的气密性检测装置,包括固定架组件,所述固定架组件包括底板、滑动板、顶板,所述底板、滑动板、顶板共同穿连有一导向杆,滑动板通过导向杆导向,所述底板和滑动板之间安装有下压组件,所述固定架组件上安装有气缸组件,气缸组件连接有调压组件,气缸组件通过滑动板带动下压组件固定焊接容器,调压组件对焊接容器进行气密性检测;本技术可以实现半自动化检测焊接容器的密封性,不需要作业人员额外的装配和拆卸,操作简单,可以判断焊接容器的气密性是否良好,极大的提高了检测效率,能够很好的保证检测的准确性,本检测装置操作简单方便,对气密性的判定方法简单易懂,具有普遍的实用性。
技术研发人员:张长兴,黄晓阳
受保护的技术使用者:溢洋光电(深圳)有限公司
技术研发日:20230222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!