一种磨棒同心度检测装置的制作方法
本技术涉及检测设备,尤其涉及一种磨棒同心度检测装置。
背景技术:
1、磨棒在加工完成之后需要对磨棒进行检测,由于磨棒一般精度较高,因此其检测的过程更加严格,其中检测的过程中需要对磨棒的同心度进行检测,现有技术中一般将磨棒放置在治具上,然后通过磨棒转动以及结合百分表检测径向跳动的方式来对磨棒的同心度进行检测,这种检测方式不仅工作效率低下,而且其需要通过人工观测的方式来进行检测,其检测精度低而且劳动强度更高。
技术实现思路
1、本实用新型提供一种磨棒同心度检测装置,其可以提升磨棒同心度检测的效率以及精度。
2、为了解决上述技术问题,本实用新型提供一种磨棒同心度检测装置,包括:
3、投影设备,所述投影设备包括安装支架和安装滑台,所述安装滑台活动设置在安装支架上;
4、检测治具,所述检测治具包括治具底座、压轮机构、第一承托轮、第二承托轮以及驱动机构,所述治具底座固定安装在所述安装滑台上,所述第一承托轮和所述第二承托轮用于承托待测的磨棒,所述第一承托轮和所述第二承托轮转动安装在所述治具底座上,所述第一承托轮和所述第二承托轮位于同一高度,且所述第一承托轮和所述第二承托轮的旋转中心平行于所述安装滑台,所述驱动机构设置在所述治具底座上,所述驱动机构用于驱动所述第一承托轮正向转动,所述驱动机构还用于驱动所述第二承托轮反向转动,所述压轮机构设置于所述治具底座上,所述压轮机构用于压设待测的磨棒。
5、作为上述技术方案的优选,所述磨棒同心度检测装置还包括顶设机构,所述顶设机构用于顶设待测的磨棒的端部从而使得所述待测的磨棒保持在设定位置。
6、作为上述技术方案的优选,所述顶设机构包括顶压杆和安装块,所述安装块固定在所述治具底座的顶部,所述顶压杆设在所述安装块上,所述顶压杆的端部与待测的磨棒的端部接触。
7、作为上述技术方案的优选,所述顶设机构还包括第一锁紧螺母,所述安装块上设置有穿孔,所述顶压杆插设在所述安装块上的穿孔中,所述第一锁紧螺母与所述安装块螺纹连接,且所述第一锁紧螺母能够顶压在所述顶压杆的侧面从而使得所述顶压杆锁紧定位在所述安装块上的穿孔中。
8、作为上述技术方案的优选,所述压轮机构包括压杆、铰接安装块、安装杆、压轮以及弹性部件,所述铰接安装块上设置有安装开口,所述压杆铰接设置在所述安装开口中,所述安装杆与所述压杆连接,所述压轮转动安装在所述安装杆上,所述弹性部件设置于所述铰接安装块上,所述弹性部件弹性作用力于所述压杆的后端从而使得所述压轮从上方弹性作用力于待测的磨棒上。
9、作为上述技术方案的优选,所述压杆上设置有安装穿孔,所述安装杆插设在所述安装穿孔中,所述压轮机构还包括第二锁紧螺母,所述第二锁紧螺母与所述压杆螺纹连接,所述第二锁紧螺母能够顶压在所述安装杆的侧面从而使得所述安装杆锁紧定位在所述安装穿孔中。
10、作为上述技术方案的优选,所述压轮为橡胶轮。
11、作为上述技术方案的优选,所述铰接安装块上设置有沿竖直方向的安装长槽,所述安装长槽延伸至所述安装开口,所述压轮机构还包括调节杆和第三锁紧螺母,所述调节杆活动设置在所述安装长槽中,且所述调节杆的两端设置有螺纹段,所述第三锁紧螺母与所述螺纹段螺纹连接,所述第三锁紧螺母能够顶压在所述铰接安装块的侧面从而使得所述调节杆锁紧定位在安装长槽中,所述弹性部件为弹性片,所述弹性片固定在所述调节杆上,所述弹性片与所述压杆的后端弹性接触。
12、作为上述技术方案的优选,所述治具底座的底部设置有磁吸部件,所述磁吸部件磁吸定位在所述安装滑台的表面。
13、作为上述技术方案的优选,所述磁吸部件为电磁铁磁吸部件,所述第一承托轮和所述第二承托轮位于所述治具底座的侧面。
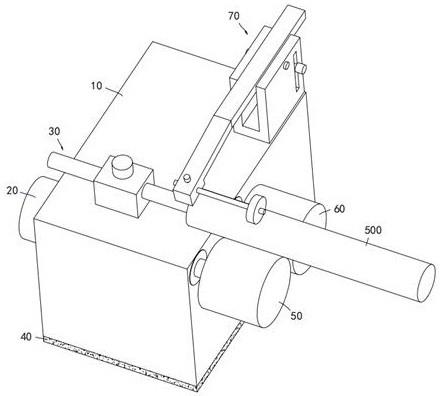
14、本实用新型提供一种磨棒同心度检测装置,其包括投影设备和检测治具,其在工作的时候,将待测的磨棒放置在第一承托轮和第二承托轮之间的位置,第一承托轮和第二承托轮拖住待测的磨棒,且第一承托轮和第二承托轮与待测的磨棒相切,压轮机构从上方压设在待测的磨棒以增加待测的磨棒与第一承托轮和第二承托轮的接触力,然后通过驱动机构带动第一承托轮朝正向转动,同时驱动机构带动第二承托轮朝反向转动,进而带动待测的磨棒发生转动,投影设备包括安装支架和安装滑台,检测治具的治具底座固定在安装滑台上,投影设备通过投影的方式对待测的磨棒进行同心度检测,其不仅可以降低操作人员在检测过程中的劳动强度,而且其还可以提升检测精度以及检测效率。
15、上述说明仅是本实用新型技术方案的概述,为了能够更清楚了解本实用新型的技术手段,而可依照说明书的内容予以实施,并且为了让本实用新型的上述和其它目的、特征和优点能够更明显易懂,以下特举本实用新型的具体实施方式。
技术特征:
1.一种磨棒同心度检测装置,其特征在于,包括:
2.根据权利要求1所述的磨棒同心度检测装置,其特征在于,所述磨棒同心度检测装置还包括顶设机构,所述顶设机构用于顶设待测的磨棒的端部从而使得所述待测的磨棒保持在设定位置。
3.根据权利要求2所述的磨棒同心度检测装置,其特征在于,所述顶设机构包括顶压杆和安装块,所述安装块固定在所述治具底座的顶部,所述顶压杆设在所述安装块上,所述顶压杆的端部与待测的磨棒的端部接触。
4.根据权利要求3所述的磨棒同心度检测装置,其特征在于,所述顶设机构还包括第一锁紧螺母,所述安装块上设置有穿孔,所述顶压杆插设在所述安装块上的穿孔中,所述第一锁紧螺母与所述安装块螺纹连接,且所述第一锁紧螺母能够顶压在所述顶压杆的侧面从而使得所述顶压杆锁紧定位在所述安装块上的穿孔中。
5.根据权利要求1所述的磨棒同心度检测装置,其特征在于,所述压轮机构包括压杆、铰接安装块、安装杆、压轮以及弹性部件,所述铰接安装块上设置有安装开口,所述压杆铰接设置在所述安装开口中,所述安装杆与所述压杆连接,所述压轮转动安装在所述安装杆上,所述弹性部件设置于所述铰接安装块上,所述弹性部件弹性作用力于所述压杆的后端从而使得所述压轮从上方弹性作用力于待测的磨棒上。
6.根据权利要求5所述的磨棒同心度检测装置,其特征在于,所述压杆上设置有安装穿孔,所述安装杆插设在所述安装穿孔中,所述压轮机构还包括第二锁紧螺母,所述第二锁紧螺母与所述压杆螺纹连接,所述第二锁紧螺母能够顶压在所述安装杆的侧面从而使得所述安装杆锁紧定位在所述安装穿孔中。
7.根据权利要求5所述的磨棒同心度检测装置,其特征在于,所述压轮为橡胶轮。
8.根据权利要求5所述的磨棒同心度检测装置,其特征在于,所述铰接安装块上设置有沿竖直方向的安装长槽,所述安装长槽延伸至所述安装开口,所述压轮机构还包括调节杆和第三锁紧螺母,所述调节杆活动设置在所述安装长槽中,且所述调节杆的两端设置有螺纹段,所述第三锁紧螺母与所述螺纹段螺纹连接,所述第三锁紧螺母能够顶压在所述铰接安装块的侧面从而使得所述调节杆锁紧定位在安装长槽中,所述弹性部件为弹性片,所述弹性片固定在所述调节杆上,所述弹性片与所述压杆的后端弹性接触。
9.根据权利要求1所述的磨棒同心度检测装置,其特征在于,所述治具底座的底部设置有磁吸部件,所述磁吸部件磁吸定位在所述安装滑台的表面。
10.根据权利要求9所述的磨棒同心度检测装置,其特征在于,所述磁吸部件为电磁铁磁吸部件,所述第一承托轮和所述第二承托轮位于所述治具底座的侧面。
技术总结
本技术公开了一种磨棒同心度检测装置,包括:投影设备,投影设备包括安装支架和安装滑台,安装滑台活动设置在安装支架上;检测治具,检测治具包括治具底座、压轮机构、第一承托轮、第二承托轮以及驱动机构,治具底座固定安装在安装滑台上,第一承托轮和所述第二承托轮用于承托待测的磨棒,第一承托轮和第二承托轮转动安装在治具底座上,第一承托轮和第二承托轮位于同一高度,且第一承托轮和第二承托轮的旋转中心平行于安装滑台,驱动机构设置在治具底座上,驱动机构用于驱动第一承托轮正向转动,驱动机构还用于驱动所述第二承托轮反向转动,压轮机构设置于治具底座上。本技术可以提升磨棒同心度检测的效率以及精度。
技术研发人员:王泽胜,孙龙杰
受保护的技术使用者:无锡雅特利精密科技有限公司
技术研发日:20230302
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!