一种柱形电池产线外径检测装置的制作方法
本技术涉及锂电池生产加工,尤其涉及一种柱形电池产线外径检测装置。
背景技术:
1、锂电池是一类由锂金属或锂合金为正/负极材料、使用非水电解质溶液的电池。其中,圆柱形的锂电池应用广泛。在圆柱形电池生产过程中,为了避免入壳过程对电池造成损伤,需要对电池外径进行检测,防止过胀,导致电池质量问题,进而保证电池生产安全。
2、现有技术中,一般采用光学测量传感器检测电池外径。因圆柱形电池本身具有一定的长度,光学测试装置仅仅能检测单点的外径,无法检测到电池任一截面的外径,检测结果的准确性不佳。同时,这种检测设备不仅成本高,而且使用时光束的检测角度或设备的振动都会对检测的准确性造成影响。
技术实现思路
1、为克服相关技术中存在的问题,本实用新型的提供柱形电池产线外径检测装置,以提高检测准确性及生产效率。
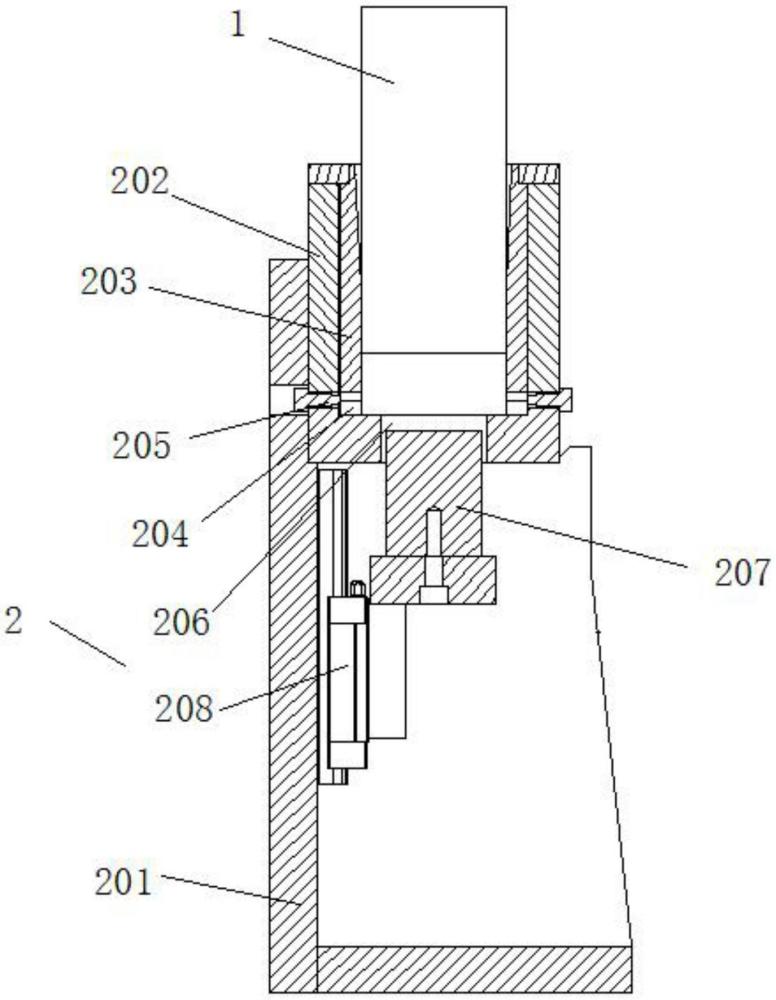
2、本实用新型的目的是,提供一种柱形电池产线外径检测装置,包括底座及安装其上的检测平台,所述检测平台上设置有检测筒,所述检测筒底部沿其径向设置有检测孔,所述检测孔内设置有感应传感器;所述检测平台上开设有连通检测筒底部的通孔,所述通孔内穿设有顶升块,所述检测平台下方设置有升降组件,所述顶升块安装于升降组件的升降端,所述升降组件安装在底座上;
3、所述检测筒的内孔包括由上至下同轴设置的变径段、等径段,所述变径段的直径由上至下依次递减;
4、所述检测筒至少包括上限检测筒,所述上限检测筒的等径段的直径为所检测电池外径的上限值。
5、在本实用新型较佳的技术方案中,所述检测筒包括下限检测筒,所述下限检测筒的等径段的直径小于所检测电池外径的下限值。
6、在本实用新型较佳的技术方案中,所述检测平台上间隔设置两组检测筒,每组包括沿水平方向间隔设置的若干个检测筒,其中一组检测筒为上限检测筒,另一种组检测筒为下限检测筒。
7、在本实用新型较佳的技术方案中,所述检测平台上设置有检测槽,所述检测筒安装于检测槽内。
8、在本实用新型较佳的技术方案中,所述升降组件为顶升气缸。
9、在本实用新型较佳的技术方案中,所述底座旁侧设置有上下料组件,所述上下料组件包括移栽板、位移驱动件,所述移栽板安装在位移驱动件的移动执行端,所述位移驱动件能驱动移栽板在三维空间内进行移动;所述移栽板上安装有用以夹取电池的夹具。
10、在本实用新型较佳的技术方案中,所述位移驱动件为机械手。
11、在本实用新型较佳的技术方案中,所述位移驱动件包括支架,所述支架上水平安装有移动线型模组,所述移动线型模组的移动端安装有移动基板,所述移动基板与支架滑动配合,所述移动基板上安装有升降线型模组,所述移栽板安装在升降线型模组的移动端。
12、在本实用新型较佳的技术方案中,所述检测平台间隔设置若干检测筒,所述夹具为气动夹爪,所述气动夹爪与检测筒一一对应设置。
13、在本实用新型较佳的技术方案中,所述气动夹爪的爪部安装有夹持板,所述夹持板上开设有与电池适配的弧槽夹槽。
14、本实用新型的有益效果为:
15、上限检测筒的内孔为检测孔,包括由上至下同轴设置的变径段、等径段,变径段的直径由上至下依次递减,等径段的直径为所检测电池外径的上限值,电池进入检测筒后,若电池下端伸入检测筒下端触发感应传感器,则检测合格,否则判定为“ng”;每个检测筒为独立的检测个体,加工更简单从而可以实现更高的加工精度,来实现更高的检测精度,以及降低检测的误判率。
技术特征:
1.一种柱形电池产线外径检测装置,其特征在于:包括底座及安装其上的检测平台,所述检测平台上设置有检测筒,所述检测筒底部设置有检测孔,所述检测孔内设置有感应传感器;所述检测平台上开设有连通检测筒底部的通孔,所述通孔内穿设有顶升块,所述检测平台下方设置有升降组件,所述顶升块安装于升降组件的升降端,所述升降组件安装在底座上;
2.根据权利要求1所述的柱形电池产线外径检测装置,其特征在于:所述检测筒包括下限检测筒,所述下限检测筒的等径段的直径小于所检测电池外径的下限值。
3.根据权利要求2所述的柱形电池产线外径检测装置,其特征在于:所述检测平台上间隔设置两组检测筒,每组包括沿水平方向间隔设置的若干个检测筒,其中一组检测筒为上限检测筒,另一种组检测筒为下限检测筒。
4.根据权利要求1所述的柱形电池产线外径检测装置,其特征在于:所述检测平台上设置有检测槽,所述检测筒安装于检测槽内。
5.根据权利要求1所述的柱形电池产线外径检测装置,其特征在于:所述升降组件为顶升气缸。
6.根据权利要求1所述的柱形电池产线外径检测装置,其特征在于:所述底座旁侧设置有上下料组件,所述上下料组件包括移栽板、位移驱动件,所述移栽板安装在位移驱动件的移动执行端,所述位移驱动件能驱动移栽板在三维空间内进行移动;
7.根据权利要求6所述的柱形电池产线外径检测装置,其特征在于:所述位移驱动件为机械手。
8.根据权利要求6所述的柱形电池产线外径检测装置,其特征在于:所述位移驱动件包括支架,所述支架上水平安装有移动线型模组,所述移动线型模组的移动端安装有移动基板,所述移动基板与支架滑动配合,所述移动基板上安装有升降线型模组,所述移栽板安装在升降线型模组的移动端。
9.根据权利要求6所述的柱形电池产线外径检测装置,其特征在于:所述检测平台上间隔设置若干个检测筒,所述夹具为气动夹爪,所述气动夹爪与检测筒一一对应设置。
10.根据权利要求9所述的柱形电池产线外径检测装置,其特征在于:所述气动夹爪的爪部安装有夹持板,所述夹持板上开设有与电池适配的弧槽夹槽。
技术总结
本技术提供了一种柱形电池产线外径检测装置,包括底座及安装其上的检测平台,检测平台上设置有检测筒,检测筒底部沿其径向设置有检测孔,检测孔内设置有感应传感器;检测平台上开设有连通检测筒底部的通孔,通孔内设有顶升块,检测平台下方设置有升降组件,顶升块安装于升降组件的升降端;检测筒的内孔包括由上至下同轴设置的变径段、等径段,变径段的直径由上至下依次递减;限检测筒的内孔为检测孔,包括变径段、等径段,电池进入检测筒后,若电池下端伸入检测筒下端触发感应传感器,则检测合格,否则判定为“NG”;每个检测筒为独立的检测个体,加工更简单从而可以实现更高的加工精度,来实现更高的检测精度,以及降低检测的误判率。
技术研发人员:付明华,刘小川,崔双
受保护的技术使用者:惠州市成泰自动化科技有限公司
技术研发日:20230331
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!